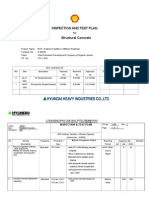
PL-6220-1-ITP-001 Inspection and Test Plan (A)
PL-6220-1-ITP-001 Inspection and Test Plan (A)
Download as pdf or txt
You might also like
- Method Statement For Piping InstallationDocument9 pagesMethod Statement For Piping Installationคุณพ่อน้อง บิ๊กบอส100% (14)
- Inspection Test PlanDocument3 pagesInspection Test PlanMohd Shafuaaz Kassim100% (2)
- Method Statement For Rotating Equipment InstallationDocument10 pagesMethod Statement For Rotating Equipment Installationคุณพ่อน้อง บิ๊กบอส100% (4)
- Inspection Test Plan (Itp) of PVC Conduits: Project: DateDocument6 pagesInspection Test Plan (Itp) of PVC Conduits: Project: Dateshinto_thekkekkara100% (1)
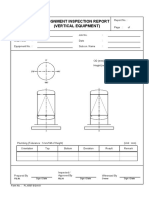
- Alignment Inspection Report (Vertical Equipment) : - Sign / Date Sign / Date Owner Sign / DateDocument6 pagesAlignment Inspection Report (Vertical Equipment) : - Sign / Date Sign / Date Owner Sign / Dateคุณพ่อน้อง บิ๊กบอส100% (2)
- M&E 1.0 Tender SpecificationDocument262 pagesM&E 1.0 Tender Specificationakmal farhanNo ratings yet
- Rev.1 - ITP For Cable Pulling, Termination, Jointing and ConduitDocument2 pagesRev.1 - ITP For Cable Pulling, Termination, Jointing and ConduitUtku Can Kılıç86% (7)
- ITP Static EquipmentDocument12 pagesITP Static Equipmentaamirapi100% (3)
- JX Nippon Oil & Gas Exploration Inspection Test Record (Itr) - ADocument2 pagesJX Nippon Oil & Gas Exploration Inspection Test Record (Itr) - AAmy100% (1)
- ITP For Piping WorksDocument3 pagesITP For Piping WorksOrlando1949100% (3)
- Itp For InsulationDocument14 pagesItp For InsulationHytham El-NoubyNo ratings yet
- Inspection and Testing Plan For Cable TrayDocument2 pagesInspection and Testing Plan For Cable TrayJohn Rey Perlas100% (2)
- PP WP28Document15 pagesPP WP28mohd as shahiddin jafriNo ratings yet
- IQ347-300-EL-CHL-00021 HV Cable IR Test Record SheetDocument1 pageIQ347-300-EL-CHL-00021 HV Cable IR Test Record SheetkamilNo ratings yet
- ITP For EarthingDocument18 pagesITP For EarthingBilibili weekly TOP 10 videos50% (2)
- Method Statement For Static Equipment InstallationDocument20 pagesMethod Statement For Static Equipment Installationคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Miller DuopDocument72 pagesMiller Duopmanoj_doshi_1No ratings yet
- AS 4722-2017 Passenger Ropeways and Passenger ConveyorsDocument38 pagesAS 4722-2017 Passenger Ropeways and Passenger Conveyorsdipyaman_19No ratings yet
- Elding Rocedure Pecification: 7200-HDPE Butt WeldDocument2 pagesElding Rocedure Pecification: 7200-HDPE Butt Weldsamer8saifNo ratings yet
- Inspection and Testing PlanDocument3 pagesInspection and Testing PlanAlex Deru50% (2)
- 005-WPS For Carbon Steel (1.6-4.6MM) PDFDocument7 pages005-WPS For Carbon Steel (1.6-4.6MM) PDFKöksal Patan0% (1)
- Inspection Test Plan For FabricationDocument4 pagesInspection Test Plan For FabricationAshwani Dogra100% (10)
- A05 004 Inspection Test Plan Shell Tube Heat Exchangers 5 210D HA 01 A B C D PDFDocument14 pagesA05 004 Inspection Test Plan Shell Tube Heat Exchangers 5 210D HA 01 A B C D PDFfdfazfzNo ratings yet
- Appendix 11, Electrical Inspection and Test PlanDocument1 pageAppendix 11, Electrical Inspection and Test PlanBraulio MartinezNo ratings yet
- Material Inspection Report: Project Name Date InspDocument22 pagesMaterial Inspection Report: Project Name Date InspRafiqKuNo ratings yet
- F01 Rev.1 Inspection Checklist 1Document1 pageF01 Rev.1 Inspection Checklist 1kamilNo ratings yet
- Test Pack Flow ChartDocument1 pageTest Pack Flow ChartHum Hum100% (1)
- KBR Inspection Test Plan For Bus Duct: NO. Inspection Activity 1 Pre-Inspection Meeting 2 Documentation ReviewDocument2 pagesKBR Inspection Test Plan For Bus Duct: NO. Inspection Activity 1 Pre-Inspection Meeting 2 Documentation ReviewkamlNo ratings yet
- Alignment Survey ReportDocument1 pageAlignment Survey ReporttreyNo ratings yet
- Owner:: 275/132Kv Kimanis Switchyard Itp For Steel Structure ErectionDocument5 pagesOwner:: 275/132Kv Kimanis Switchyard Itp For Steel Structure ErectionLuqman Osman100% (1)
- ITP (Electrical)Document6 pagesITP (Electrical)petroniko8880% (5)
- Inspection and Test Plan (ITP) Sample IPAL PalembangDocument3 pagesInspection and Test Plan (ITP) Sample IPAL PalembangBudi TooleeNo ratings yet
- Project: Samsun CCPP: Title: ITP of SwitchgearsDocument4 pagesProject: Samsun CCPP: Title: ITP of SwitchgearsUtku Can Kılıç100% (1)
- Itp - 002 - Duct Installation - IfrDocument3 pagesItp - 002 - Duct Installation - IfrMari BelajarNo ratings yet
- For Information For Review For Approval For Construction As-BuiltDocument20 pagesFor Information For Review For Approval For Construction As-BuiltUtku Can KılıçNo ratings yet
- For Information For Review For Approval For Construction As-BuiltDocument21 pagesFor Information For Review For Approval For Construction As-BuiltUtku Can KılıçNo ratings yet
- Method Statement For Surface Preparation PaintingDocument9 pagesMethod Statement For Surface Preparation Paintingjamil100% (3)
- Inspection and Test Plan For Bus Duct PDFDocument4 pagesInspection and Test Plan For Bus Duct PDFwandinuari100% (1)
- Cathodic Protection System MMO Grid of Tank Quality Control and Inspection Report FormDocument5 pagesCathodic Protection System MMO Grid of Tank Quality Control and Inspection Report Formjamal2877No ratings yet
- ITP & Checklist For Installtion of Conduits, Boxes Ans Switches Rev.0Document3 pagesITP & Checklist For Installtion of Conduits, Boxes Ans Switches Rev.0shameer khanNo ratings yet
- QA-R-04 - Visual Inspection ReportDocument1 pageQA-R-04 - Visual Inspection ReportvinothNo ratings yet
- Rev.0 - ITP For Cable Pulling & Termination & JointingDocument3 pagesRev.0 - ITP For Cable Pulling & Termination & JointingUtku Can Kılıç100% (1)
- ITP For REPAIR - MODIFY OF STEEL STRUCTUREDocument8 pagesITP For REPAIR - MODIFY OF STEEL STRUCTUREShewale PravinNo ratings yet
- Field Itp For Piping Work Samur Project Rev-5 (23 April 2013)Document28 pagesField Itp For Piping Work Samur Project Rev-5 (23 April 2013)Echik KiciNo ratings yet
- PPR Pipe Method Statement For Pipe and Fitting Installation and Testing Commissioning PDFDocument14 pagesPPR Pipe Method Statement For Pipe and Fitting Installation and Testing Commissioning PDFBuraq Aircondition Cont & Gen Maint LLC BuraqNo ratings yet
- 5-NDT ClearanceDocument1 page5-NDT ClearanceM.A.NNo ratings yet
- Asme PQR Gtaw P8Document12 pagesAsme PQR Gtaw P8Boran YelkenciogluNo ratings yet
- Silo-1 Fit-Up Inspection ReportDocument3 pagesSilo-1 Fit-Up Inspection ReportsivaNo ratings yet
- Gf-Ohtl2-Q-Pl-2001 - 0 Inspection Test Plan For Civil and Structural Steel Code A PDFDocument33 pagesGf-Ohtl2-Q-Pl-2001 - 0 Inspection Test Plan For Civil and Structural Steel Code A PDFAhmed Mohsin100% (2)
- Rev02-Work Method Statement For LV and MV Motor InstallationDocument14 pagesRev02-Work Method Statement For LV and MV Motor InstallationMahaboob PashaNo ratings yet
- Inspection and Test PlanDocument2 pagesInspection and Test PlanhichemokokNo ratings yet
- 04 Weld Joint NumberingDocument3 pages04 Weld Joint NumberingAkhilesh KumarNo ratings yet
- ITP Piping Nitrogen SystemDocument48 pagesITP Piping Nitrogen Systemmohd as shahiddin jafriNo ratings yet
- Plant Location Company Doc. No. NADocument8 pagesPlant Location Company Doc. No. NAsivaNo ratings yet
- Blasting & Painting ReportDocument2 pagesBlasting & Painting ReportSanjay KumarNo ratings yet
- Rsae ITP QA: Document Review and Cover Sheet Company: Construction ContractorDocument5 pagesRsae ITP QA: Document Review and Cover Sheet Company: Construction ContractorUtku Can KılıçNo ratings yet
- Itp - Electrical Second FixDocument4 pagesItp - Electrical Second Fixirfan vpNo ratings yet
- ITP-000 Piping Fabrication (Exemple)Document5 pagesITP-000 Piping Fabrication (Exemple)alinor_tn100% (1)
- ITP C 005 (Structural Concrete)Document4 pagesITP C 005 (Structural Concrete)segun ajibolaNo ratings yet
- Hydrostatic and Settlement Tests ProcedureDocument12 pagesHydrostatic and Settlement Tests Procedureツ ツ100% (1)
- ITP Heat ExchangerDocument3 pagesITP Heat ExchangerĐỗ Thị Huyền100% (3)
- Inspection Test Plan: Grinding, Build Up & ResurfaceDocument3 pagesInspection Test Plan: Grinding, Build Up & Resurfacemohd as shahiddin jafriNo ratings yet
- Inspection Report-Hdpec BlankDocument2 pagesInspection Report-Hdpec BlankJoseph Perez100% (1)
- Painting Procedure Rev.ADocument12 pagesPainting Procedure Rev.Aคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Fabrication and Control ProcedureDocument19 pagesFabrication and Control Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Hydrostatic Test ProcedureDocument11 pagesHydrostatic Test Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Welding Procedure Specification (WPS)Document6 pagesWelding Procedure Specification (WPS)คุณพ่อน้อง บิ๊กบอสNo ratings yet
- CC F 01102557Document1 pageCC F 01102557คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Weld Location MapDocument1 pageWeld Location Mapคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Cleaning Inspection ReportDocument2 pagesCleaning Inspection Reportคุณพ่อน้อง บิ๊กบอสNo ratings yet
- ITP Equipment1Document9 pagesITP Equipment1คุณพ่อน้อง บิ๊กบอส100% (1)
- Att-6 - 077QS0101 - B - INSPECTION INSTRUCTION TO VENDORSDocument22 pagesAtt-6 - 077QS0101 - B - INSPECTION INSTRUCTION TO VENDORSคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Shell DimensionDocument1 pageShell Dimensionคุณพ่อน้อง บิ๊กบอสNo ratings yet
- MDR lNDEXDocument35 pagesMDR lNDEXคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Welder Qualification Records (WQT)Document17 pagesWelder Qualification Records (WQT)คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Hydrostatic Test ProcedureDocument11 pagesHydrostatic Test Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Welding Procedure Specification (WPS)Document6 pagesWelding Procedure Specification (WPS)คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Procedure Qualification Records (PQR)Document13 pagesProcedure Qualification Records (PQR)คุณพ่อน้อง บิ๊กบอสNo ratings yet
- CAST - WP0 - Deliverable 0.3Document34 pagesCAST - WP0 - Deliverable 0.3คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Hydrostatic Test 3D-3711Document3 pagesHydrostatic Test 3D-3711คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Inspection Report TK3200Document100 pagesInspection Report TK3200คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Fabrication and Control ProcedureDocument19 pagesFabrication and Control Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Painting Procedure Rev.ADocument12 pagesPainting Procedure Rev.Aคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Slope CheckDocument2 pagesSlope Checkคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Inspection & Test PlansDocument3 pagesInspection & Test Plansคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Field Schedule Control ProcedureDocument37 pagesField Schedule Control Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- WPQ Ix - C - WPW 7.0.4 Form 2007 Rev. 0Document1 pageWPQ Ix - C - WPW 7.0.4 Form 2007 Rev. 0คุณพ่อน้อง บิ๊กบอส100% (1)
- Material Inspection Report 6426-1Document5 pagesMaterial Inspection Report 6426-1คุณพ่อน้อง บิ๊กบอสNo ratings yet
- 7) - Procedure FRP Tank InstallationDocument34 pages7) - Procedure FRP Tank Installationคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Polishing Procedure For PipesDocument4 pagesPolishing Procedure For Pipesคุณพ่อน้อง บิ๊กบอส0% (1)
- PL 6507 Pul 01Document1 pagePL 6507 Pul 01คุณพ่อน้อง บิ๊กบอสNo ratings yet
- S-A3-125f-01 - Specification For Painting Work - Rev.b - CDocument35 pagesS-A3-125f-01 - Specification For Painting Work - Rev.b - Cคุณพ่อน้อง บิ๊กบอสNo ratings yet
- ISBL ISO Joint DB 14-9-16Document35 pagesISBL ISO Joint DB 14-9-16คุณพ่อน้อง บิ๊กบอสNo ratings yet
- AbstractDocument28 pagesAbstractAppu Achu Akhil AlexanderNo ratings yet
- 1.smaw All PDFDocument76 pages1.smaw All PDFkaviatchennaiNo ratings yet
- Stainless Steel Grade 304 (UNS S30400)Document4 pagesStainless Steel Grade 304 (UNS S30400)105034412No ratings yet
- Project Report Power Generation Using Speed BreakerDocument16 pagesProject Report Power Generation Using Speed Breakersoham thumbreNo ratings yet
- Fluxofil 31: MIG/MAG Cored Wires C-MN and Low-Alloy SteelsDocument1 pageFluxofil 31: MIG/MAG Cored Wires C-MN and Low-Alloy SteelsSandip JadhavNo ratings yet
- Atomic Hydrogen Generator PDFDocument0 pagesAtomic Hydrogen Generator PDFmanos306No ratings yet
- ALPHA Series BETA Series: Ac/Dc Inverter Tig DC InverterDocument1 pageALPHA Series BETA Series: Ac/Dc Inverter Tig DC InverterSajjad Rasheed QureshiNo ratings yet
- Hazards Control: 1. Scope 2. Purpose 3. Definitions 4. Responsibilities 5. Instructions 6. References 7. AttachmentsDocument29 pagesHazards Control: 1. Scope 2. Purpose 3. Definitions 4. Responsibilities 5. Instructions 6. References 7. AttachmentsP Eng Suraj Singh100% (1)
- Electrode CalculationDocument2 pagesElectrode CalculationTejas PatelNo ratings yet
- Gr. 6 - TransplanterDocument35 pagesGr. 6 - TransplanterArchie AbarcaNo ratings yet
- ASTM A672 Pipe SuppliersDocument3 pagesASTM A672 Pipe SuppliersRELIABLE PIPES & TUBESNo ratings yet
- Model207HP EDocument2 pagesModel207HP EdomecoNo ratings yet
- 10210-10219 - Hollow SectDocument2 pages10210-10219 - Hollow SectBenedictus MurdonoNo ratings yet
- Ultrasonic Testing of Weld Joints of StructuralsDocument13 pagesUltrasonic Testing of Weld Joints of StructuralsRakesh Ranjan100% (1)
- Method Statement For Gravel Surfacing Around New Lift Station IW-10ADocument6 pagesMethod Statement For Gravel Surfacing Around New Lift Station IW-10ANazirNo ratings yet
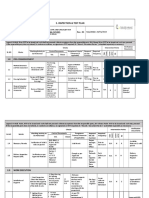
- Annexure - B Safety SOP ChecklistDocument4 pagesAnnexure - B Safety SOP ChecklistANUJ SHAHNo ratings yet
- Welders in British ColumbiaDocument6 pagesWelders in British ColumbiaSasa LezaicNo ratings yet
- 3351905Document10 pages3351905jayyadavvpcNo ratings yet
- NRC's Nine Mile Point Inspection ReportDocument73 pagesNRC's Nine Mile Point Inspection ReportTim KnaussNo ratings yet
- Gear Cutting AttachmentDocument40 pagesGear Cutting AttachmentGoutham Reddy100% (1)
- WOL N7C34 Supplementary Specifications Section 74Document156 pagesWOL N7C34 Supplementary Specifications Section 74kokueiNo ratings yet
- Engineers To Healthcare Industry®: Quality Assurance Protocol (QAP)Document9 pagesEngineers To Healthcare Industry®: Quality Assurance Protocol (QAP)Suleman KhanNo ratings yet
- Hydro Plast - EngDocument36 pagesHydro Plast - EngQuan TranNo ratings yet
- United States Patent (10) Patent No.: US 8,745,833 B2Document23 pagesUnited States Patent (10) Patent No.: US 8,745,833 B2Jagadish RajapuNo ratings yet
- Welding For 2023 GATE ESE PSUs by S K MondalDocument84 pagesWelding For 2023 GATE ESE PSUs by S K MondalRaj SinhaNo ratings yet
- Used Water SES 5 Construction of Tunnels Ancillaries 2012Document28 pagesUsed Water SES 5 Construction of Tunnels Ancillaries 2012Mark BenjieNo ratings yet
- GMAW of Stainless SteelDocument50 pagesGMAW of Stainless SteelAhmad Nabil ElsharkawyNo ratings yet