FRP Procedure Rev D
FRP Procedure Rev D
Download as doc, pdf, or txt
You might also like
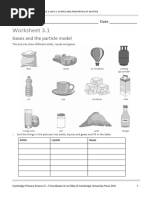
- P Science 5 Worksheets Unit 3Document21 pagesP Science 5 Worksheets Unit 3Phượng Nguyễn Thị100% (5)
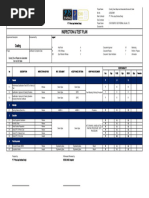
- Inspection & Testing Plan For Installation of GRP PipesDocument3 pagesInspection & Testing Plan For Installation of GRP Pipessandeep reshmaNo ratings yet
- FRP Fabrication, Installation and Repair ProcedureDocument3 pagesFRP Fabrication, Installation and Repair Procedurearchalys4u100% (1)
- Pipeline Construction DiagramsDocument1 pagePipeline Construction DiagramsyuankleeNo ratings yet
- GRE, FRP Painting (QG Spec 02.18.60.06 Rev.03)Document1 pageGRE, FRP Painting (QG Spec 02.18.60.06 Rev.03)Ansar AliNo ratings yet
- FRP & GRE Inspection Guide Fiber Reinforced PlasticDocument31 pagesFRP & GRE Inspection Guide Fiber Reinforced PlasticMohd Amani100% (1)
- Hydrothermal and Solvothermal SynthesisDocument19 pagesHydrothermal and Solvothermal SynthesisArcha Unni0% (1)
- Inclusions in Steel by Calcium TreatmentDocument89 pagesInclusions in Steel by Calcium TreatmentSuleyman HaliciogluNo ratings yet
- Tank Welding Sequnce Rev. 2Document9 pagesTank Welding Sequnce Rev. 2husnain ali100% (1)
- PIPE SUPPORT-STR - Welding Inspection ReportDocument1 pagePIPE SUPPORT-STR - Welding Inspection ReportBWQ100% (1)
- SOP - FRP Pipe Jointing Procedure.Document10 pagesSOP - FRP Pipe Jointing Procedure.Ali Mari BalochNo ratings yet
- Pipe Wall ThicknessDocument1 pagePipe Wall ThicknessFurkan Burak MuhammedNo ratings yet
- 3Lpe/3Lpp Coating Guide: Activity Standard Acceptance CriteriaDocument1 page3Lpe/3Lpp Coating Guide: Activity Standard Acceptance CriteriaSandeep PrNo ratings yet
- NPK 000 N1 GS 6001 K Rev 3 Spesification For Painting and CoatingDocument33 pagesNPK 000 N1 GS 6001 K Rev 3 Spesification For Painting and CoatingDangolNo ratings yet
- Ts Remarks: of Raw Materials Item Manufacture System / Requiremen Thicknes S (Min. MM) Resin % Glass % Testing FrequencyDocument1 pageTs Remarks: of Raw Materials Item Manufacture System / Requiremen Thicknes S (Min. MM) Resin % Glass % Testing FrequencySaud PathiranaNo ratings yet
- Grouting Format Report (Electrical Panel)Document1 pageGrouting Format Report (Electrical Panel)Anas PratamaNo ratings yet
- ITP SampleDocument6 pagesITP SampleMat RidhanNo ratings yet
- Procedure: Technical Bid Evaluation For Catodic ProtectionDocument6 pagesProcedure: Technical Bid Evaluation For Catodic ProtectionPer Bagus Handoko100% (1)
- Form Document Fabrication Review ChecklistDocument2 pagesForm Document Fabrication Review ChecklistIrnaldi Yoza WijayaNo ratings yet
- Procedure For BackfillingDocument7 pagesProcedure For BackfillingAjit Kumar RoutNo ratings yet
- Report Field Joint Coating Pipe LineDocument2 pagesReport Field Joint Coating Pipe LineDidik PurbaNo ratings yet
- ITP Coating Cooling TowerDocument1 pageITP Coating Cooling TowerAngga Dwi Putranto100% (1)
- Wi Insp 01 Pressure VesselDocument5 pagesWi Insp 01 Pressure VesselSamir ChaudharyNo ratings yet
- 001 Itp For Painting Rev 0Document7 pages001 Itp For Painting Rev 0Alif Rahmat FebriantoNo ratings yet
- Precision Storage Vessels PVT LTD: Pressure Test ReportDocument2 pagesPrecision Storage Vessels PVT LTD: Pressure Test ReportSenthil Kumaran100% (1)
- Slope CheckDocument2 pagesSlope Checkคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Certificate of CompletionDocument2 pagesCertificate of CompletionRyan Aulia RahmanNo ratings yet
- Cuel CPT ReportDocument103 pagesCuel CPT ReportIkhsan Ly100% (1)
- GRP Installation Procedure PDFDocument13 pagesGRP Installation Procedure PDFpparreraNo ratings yet
- VEN 3250 HGE 5-26-0019 1 GRV Pipe and ElbowDocument34 pagesVEN 3250 HGE 5-26-0019 1 GRV Pipe and ElbowOiltech EngineeringNo ratings yet
- Check List Blasting & Painting Inspection Tools: Tripatra-Samsung ConsortiumDocument1 pageCheck List Blasting & Painting Inspection Tools: Tripatra-Samsung ConsortiumHeri FebriyantoNo ratings yet
- Method Statement - Non-Metallic Pipeline Instalation & Pull Through To HDDDocument8 pagesMethod Statement - Non-Metallic Pipeline Instalation & Pull Through To HDDMuhammad IrsyadiNo ratings yet
- A05-004 - Inspection Test Plan - Shell & Tube Heat Exchangers - 5-210D-HA-01 A B C DDocument14 pagesA05-004 - Inspection Test Plan - Shell & Tube Heat Exchangers - 5-210D-HA-01 A B C Dbingmin100% (4)
- LPP-013-MEC-VP-042-V - WELDING MAP DEMIN WATER TANK 10GCL10BB001 Eng ReviewDocument13 pagesLPP-013-MEC-VP-042-V - WELDING MAP DEMIN WATER TANK 10GCL10BB001 Eng ReviewabdiNo ratings yet
- Internal Cleaness ProcedureDocument26 pagesInternal Cleaness Procedureqamar qateeb100% (1)
- Pipe Delivery FormDocument2 pagesPipe Delivery FormEs KnNo ratings yet
- Painting Repair Procedure Rev01webDocument4 pagesPainting Repair Procedure Rev01webAneesh JoseNo ratings yet
- Corr-Con Inspection Services: Coating Procedure Test (CPT) ReportDocument4 pagesCorr-Con Inspection Services: Coating Procedure Test (CPT) ReportArun Prasad100% (1)
- B22 7537 11-2006 Sigmadur 550Document4 pagesB22 7537 11-2006 Sigmadur 550Muhamad HassanNo ratings yet
- 5-Mooring Buoy KEMENANGAN BrosurDocument2 pages5-Mooring Buoy KEMENANGAN Brosurdody andiNo ratings yet
- Guidelines For Welding Thermoplastic Materials (Hot Gas Hand and Hot Gas Extrusion Welding)Document14 pagesGuidelines For Welding Thermoplastic Materials (Hot Gas Hand and Hot Gas Extrusion Welding)AgunXwidodoNo ratings yet
- Tender Specification - Sea WaterDocument12 pagesTender Specification - Sea WaterSuhas NatuNo ratings yet
- Fatkhy Baridwan Quality ProfessionalDocument4 pagesFatkhy Baridwan Quality ProfessionalPhoenix KukuruyukNo ratings yet
- FR - CQP.19 Erection Report of EquipmentDocument1 pageFR - CQP.19 Erection Report of EquipmentRamzi SaadaouiNo ratings yet
- Tbe Field Joint Coating For TialDocument3 pagesTbe Field Joint Coating For TialPer Bagus HandokoNo ratings yet
- Cb3 Ec 50 MT 001 A4 Rev.1 Mto For Civil WorkDocument5 pagesCb3 Ec 50 MT 001 A4 Rev.1 Mto For Civil WorkRomawi StevyandiNo ratings yet
- 1.MDR RECEIVING & FILTERED WATER PUMP-ilovepdf-compressed PDFDocument155 pages1.MDR RECEIVING & FILTERED WATER PUMP-ilovepdf-compressed PDFavriamandaNo ratings yet
- PHEWMO-OrF-Z-PRC-0033 Rev.B Prosedur Pemasangan Anchor BoltDocument14 pagesPHEWMO-OrF-Z-PRC-0033 Rev.B Prosedur Pemasangan Anchor Boltchristian210789No ratings yet
- Rehabilitation of Concrete Tank Using Epoxy and FRP LiningDocument5 pagesRehabilitation of Concrete Tank Using Epoxy and FRP LiningChaitanya ShahNo ratings yet
- Kebutuhan Wrapping PipaDocument4 pagesKebutuhan Wrapping Pipapanji uteNo ratings yet
- Safety Data Sheet 1027Document10 pagesSafety Data Sheet 1027mahdiNo ratings yet
- Itp For Gasket - r1Document7 pagesItp For Gasket - r1Hamid Taghipour ArmakiNo ratings yet
- Preservation T 13.376.921GDocument11 pagesPreservation T 13.376.921GLuis Urzo100% (1)
- TTU-000-SP-13A0-001 Rev. 3A Specification For PaintingDocument44 pagesTTU-000-SP-13A0-001 Rev. 3A Specification For PaintingMochamad TaufikNo ratings yet
- Hit LinDocument55 pagesHit Linmasimaha1379No ratings yet
- P3FH-RPT-QA/QC-00-010-A4: Manual & ProceduresDocument17 pagesP3FH-RPT-QA/QC-00-010-A4: Manual & ProceduresFriska ThaniaNo ratings yet
- Visual Inspection Checklist PDFDocument4 pagesVisual Inspection Checklist PDFAlex AshiteyNo ratings yet
- NDT of GRP Pipe Systems and TanksDocument16 pagesNDT of GRP Pipe Systems and TanksFebri RamdaniNo ratings yet
- Sikagrout - 214: High Performance, Non Shrink, Expanding Cementitious Grouting MortarDocument3 pagesSikagrout - 214: High Performance, Non Shrink, Expanding Cementitious Grouting MortarSulaim Al KautsarNo ratings yet
- Sp-Me-0103 - Specification For Drain Transfer Pumps (Rev.a) - Returned (P-1401)Document9 pagesSp-Me-0103 - Specification For Drain Transfer Pumps (Rev.a) - Returned (P-1401)Panisa BanimaNo ratings yet
- 30-45-67-1601-A (MR of OHL)Document36 pages30-45-67-1601-A (MR of OHL)anoginNo ratings yet
- GRP Specification BY CKDocument44 pagesGRP Specification BY CKchandana kumar100% (3)
- Inspection and Testing PlantDocument27 pagesInspection and Testing PlantDaengkulle Firmansyah PuteraNo ratings yet
- Material Traceability ReporDocument2 pagesMaterial Traceability ReporDaengkulle Firmansyah PuteraNo ratings yet
- Hse Program CRCC - 11Document17 pagesHse Program CRCC - 11Daengkulle Firmansyah PuteraNo ratings yet
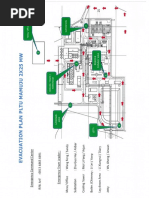
- Evacuation Plan & Muster PointDocument1 pageEvacuation Plan & Muster PointDaengkulle Firmansyah PuteraNo ratings yet
- GMS-GL-PN-A-001 Project Execution PlanDocument16 pagesGMS-GL-PN-A-001 Project Execution PlanDaengkulle Firmansyah Putera100% (1)
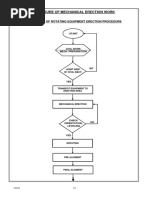
- Attachment Mechanical Procedure RotaticDocument2 pagesAttachment Mechanical Procedure RotaticDaengkulle Firmansyah Putera100% (1)
- Instrument Construction ProcedureDocument24 pagesInstrument Construction ProcedureDaengkulle Firmansyah PuteraNo ratings yet
- Prosedur PipaDocument16 pagesProsedur PipaDaengkulle Firmansyah PuteraNo ratings yet
- Test Pack ProcedureDocument10 pagesTest Pack ProcedureDaengkulle Firmansyah PuteraNo ratings yet
- Instrument Testing ProcedureDocument13 pagesInstrument Testing ProcedureDaengkulle Firmansyah PuteraNo ratings yet
- Lap. Kondisi Peralatan Alat PMK Apar HydrantDocument3 pagesLap. Kondisi Peralatan Alat PMK Apar HydrantDaengkulle Firmansyah PuteraNo ratings yet
- Electrical Construction ProcedureDocument12 pagesElectrical Construction ProcedureDaengkulle Firmansyah PuteraNo ratings yet
- Electric QAQC ProcedureDocument34 pagesElectric QAQC ProcedureDaengkulle Firmansyah Putera100% (1)
- Module-3-SMAW-11-12-Q2Document17 pagesModule-3-SMAW-11-12-Q2ronel.suan001No ratings yet
- Inorganic Foundry Sand BindersDocument18 pagesInorganic Foundry Sand BinderssonuNo ratings yet
- 4.1 Basic Physics and Band Diagrams For MOS Capacitors: FB M I S GDocument68 pages4.1 Basic Physics and Band Diagrams For MOS Capacitors: FB M I S GDipen BarotNo ratings yet
- Quiz 1Document2 pagesQuiz 1Hassan SabiNo ratings yet
- SSP Adapter CatalogDocument276 pagesSSP Adapter CatalogKeron TrotzNo ratings yet
- BS en Iso 01514-2016Document22 pagesBS en Iso 01514-2016Krishna Vacha67% (3)
- Non-Planar Aromatic CompoundsDocument8 pagesNon-Planar Aromatic CompoundsJoshua Isaias MartinezNo ratings yet
- Transfer MassDocument6 pagesTransfer MassAle EcoNo ratings yet
- WS 059Document4 pagesWS 059san2inNo ratings yet
- MN SR CoprecipitacionDocument10 pagesMN SR CoprecipitacionLizbethNo ratings yet
- Paint Pollution Harmful Effects On EnvironmentDocument4 pagesPaint Pollution Harmful Effects On EnvironmentGihanNo ratings yet
- APS Proceedings Volume 4Document435 pagesAPS Proceedings Volume 4MUHAMMAD AZKA FAHMI FURQONINo ratings yet
- Expansion of Expandable Polystyrene (Styrochem)Document40 pagesExpansion of Expandable Polystyrene (Styrochem)Александр МихайловичNo ratings yet
- 8.main Distribution LayoutDocument1 page8.main Distribution LayoutPrazal ChettriNo ratings yet
- Est 2017Document2 pagesEst 2017auro auroNo ratings yet
- Clay Plasters: Work Sheet 5.1Document28 pagesClay Plasters: Work Sheet 5.1Saurav ShresthaNo ratings yet
- Kandla SEZ Company ListDocument30 pagesKandla SEZ Company Listmeetprajapati1512No ratings yet
- Manual CompletoDocument442 pagesManual CompletoManuel Rodrigo Cortés VásquezNo ratings yet
- 2) 1.1 Pro BackgroundDocument20 pages2) 1.1 Pro BackgroundMohd AizatNo ratings yet
- A Review On Solid Dispersion: Nternational Ournal OF Harmacy & IFE CiencesDocument18 pagesA Review On Solid Dispersion: Nternational Ournal OF Harmacy & IFE CiencesIne Ciptanisah PratiwiNo ratings yet
- 09-01 - Heat Exchangers Using Special Materials or Thick WalDocument14 pages09-01 - Heat Exchangers Using Special Materials or Thick WalFolayemiNo ratings yet
- SCII - TDS - Sealbond PU-108 - Polyurethane CoatingDocument2 pagesSCII - TDS - Sealbond PU-108 - Polyurethane CoatingmaridelljabonilloNo ratings yet
- SOP - TA Instruments SDT Q600 TGA-DSC - Regular Operation - 10 - 20 - 16Document6 pagesSOP - TA Instruments SDT Q600 TGA-DSC - Regular Operation - 10 - 20 - 16Saurav BhattacharjeeNo ratings yet
- Acids and AlkalisDocument22 pagesAcids and AlkalisurboiratnammahbubNo ratings yet
- MOM Chapter 12 New-EditedDocument36 pagesMOM Chapter 12 New-EditedIvan NgNo ratings yet
- NewItem 208 SinteringPlant PDFDocument85 pagesNewItem 208 SinteringPlant PDFROHIT PATELNo ratings yet
- Framed Structures. Ductility and Seismic Response General ReportDocument30 pagesFramed Structures. Ductility and Seismic Response General ReportNawfel MechekefNo ratings yet