2015 Installation Guide
2015 Installation Guide
Download as pdf or txt
You might also like
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Hydratight PDFDocument40 pagesHydratight PDFTamer Farahat100% (1)
- Caterpillar 3208 Diesel Engine SM Manual Copy OneDocument350 pagesCaterpillar 3208 Diesel Engine SM Manual Copy Oneswoods71589% (27)
- Serie 60 Informacion AdicionalDocument51 pagesSerie 60 Informacion AdicionalMauricio Campos Quiros100% (1)
- Calibracion QSK23Document7 pagesCalibracion QSK23Kionss Kions67% (3)
- 608 Study Guide (New2018) PDFDocument28 pages608 Study Guide (New2018) PDFxripper86100% (1)
- Guide For Cast-in-Place Low-Density Cellular Concrete: ACI 523.1R-06Document25 pagesGuide For Cast-in-Place Low-Density Cellular Concrete: ACI 523.1R-06Gasoline L’orroreNo ratings yet
- Phison Flash IdDocument2 pagesPhison Flash Idclaudi bran0% (1)
- Tighting Torque MethodDocument6 pagesTighting Torque Methodibrahim hegazyNo ratings yet
- Fluid Tech-Info enDocument17 pagesFluid Tech-Info enadhityaNo ratings yet
- GIW Technical Series: Pipe Flange BoltsDocument4 pagesGIW Technical Series: Pipe Flange BoltsTravis SkinnerNo ratings yet
- Catalog HRC Jaw CouplingsDocument8 pagesCatalog HRC Jaw CouplingsMadan Yadav100% (1)
- Manual Coning Tool-BrochureDocument4 pagesManual Coning Tool-BrochuresreekumarNo ratings yet
- Method Statement of Gasket, Flange, Fittings and Valves Tightening SequenceDocument6 pagesMethod Statement of Gasket, Flange, Fittings and Valves Tightening SequenceRuel CabonceNo ratings yet
- Air Hydrilic PumpDocument6 pagesAir Hydrilic Pumpcampa150No ratings yet
- Technical Data 37 FlaredDocument13 pagesTechnical Data 37 FlaredhernychtNo ratings yet
- Quick Couplers Mechanical Hydraulic 068700 PDFDocument26 pagesQuick Couplers Mechanical Hydraulic 068700 PDFSTEVHEN MARTHINNo ratings yet
- Bolting Procedures: The Following Is A Sample Bolting Procedure Using A Manual or Hydraulic Torque WrenchDocument4 pagesBolting Procedures: The Following Is A Sample Bolting Procedure Using A Manual or Hydraulic Torque WrenchKyaw Kyaw AungNo ratings yet
- Installation Instructions For PSI and Pikotek® Gaskets: Sleeves Through The Bolt HolesDocument4 pagesInstallation Instructions For PSI and Pikotek® Gaskets: Sleeves Through The Bolt Holesquiron2010No ratings yet
- Torque Value PDFDocument8 pagesTorque Value PDF7761430No ratings yet
- VDO Gauge InstallationDocument4 pagesVDO Gauge Installationurule2kNo ratings yet
- Geith - Acople Ec460bDocument25 pagesGeith - Acople Ec460bjrincon26No ratings yet
- Hydraulic Cylinder Parker 3lDocument48 pagesHydraulic Cylinder Parker 3lDian Pramadi100% (2)
- High Strength Bolts InstallationDocument7 pagesHigh Strength Bolts InstallationChristian ApfelmannNo ratings yet
- MANUAL016Document8 pagesMANUAL016kim johnNo ratings yet
- Operation Manual: Q250 Pneumatic Spinning WrenchDocument12 pagesOperation Manual: Q250 Pneumatic Spinning Wrenchmehdi HKNo ratings yet
- Air CylinderDocument4 pagesAir Cylindersimbua720% (1)
- PowerCutter Assembly and Arming ProceduresDocument7 pagesPowerCutter Assembly and Arming ProceduresmortizNo ratings yet
- FIS113eng Hi Temp BellowsDocument8 pagesFIS113eng Hi Temp Bellowsmahesh_eilNo ratings yet
- Steel SAE O-Rings AdaptersDocument3 pagesSteel SAE O-Rings Adaptersgeav25653855No ratings yet
- 3 - 05 Biela Motor L7044Document13 pages3 - 05 Biela Motor L7044Javier LeonidasNo ratings yet
- Vision Mechanical Coupling Installation DataDocument7 pagesVision Mechanical Coupling Installation DataSyazwan KhairulNo ratings yet
- Manual Mantenimiento Mission 40Document8 pagesManual Mantenimiento Mission 40Daygor Martinez SabucoNo ratings yet
- CBTTT Sales Leaflet PDFDocument2 pagesCBTTT Sales Leaflet PDFElmer RaulNo ratings yet
- Manual Balancing Valves CIM 747H: Technical InformationDocument10 pagesManual Balancing Valves CIM 747H: Technical InformationblindjaxxNo ratings yet
- SOP Reach Stacker01Document7 pagesSOP Reach Stacker01vozefjadav100% (2)
- SD Slip ManualDocument9 pagesSD Slip ManualGregory StewartNo ratings yet
- SENR3130 - Torque General InformationDocument5 pagesSENR3130 - Torque General InformationAdolfo MarínNo ratings yet
- Toyota Truck Tacoma 2002Document17 pagesToyota Truck Tacoma 2002FlorentinoChoquehuancaNo ratings yet
- 0620000008Document6 pages0620000008mahsaNo ratings yet
- TDS 012 Turn-Of-Nut InstallationDocument2 pagesTDS 012 Turn-Of-Nut InstallationGuillermo Arnulfo Villa GarayNo ratings yet
- TDS012 Turn of Nut InstallationsDocument2 pagesTDS012 Turn of Nut InstallationsAris Bulaong100% (1)
- 3 WayDocument18 pages3 WayLeonardNo ratings yet
- Clock Spring Installation ManualDocument8 pagesClock Spring Installation ManualacornejomNo ratings yet
- Appendices V2Document76 pagesAppendices V2Nikola AngjelkovskiNo ratings yet
- Valve Lash G3408Document9 pagesValve Lash G3408Djebali MouradNo ratings yet
- AppendicesDocument69 pagesAppendicesIvan CanoNo ratings yet
- GPT Installation Instructions - LoresDocument7 pagesGPT Installation Instructions - LoresEWheelerFKNo ratings yet
- TraducirDocument59 pagesTraducirKasuki KasamaNo ratings yet
- Installation and Maintenance Instructions Figure C67 Fabri-Valve Bi-Directional Knife Gate ValveDocument6 pagesInstallation and Maintenance Instructions Figure C67 Fabri-Valve Bi-Directional Knife Gate Valveعبدالرحمن عمرNo ratings yet
- DAKE Press Model 75 H - 907003Document6 pagesDAKE Press Model 75 H - 907003mark_dayNo ratings yet
- Gen00001-00 (PC400-7 Field Assembly Instruction)Document17 pagesGen00001-00 (PC400-7 Field Assembly Instruction)Ebrahim SabouriNo ratings yet
- SAEP-351 Bolted Flange Joint AssemblyDocument12 pagesSAEP-351 Bolted Flange Joint AssemblyBebin Mathew75% (8)
- DSQ4 10M SidedoorDocument15 pagesDSQ4 10M SidedoorДудла СтаніславNo ratings yet
- FS4-3 - Installation Instructions (MM-601J)Document8 pagesFS4-3 - Installation Instructions (MM-601J)mendozaNo ratings yet
- Grid Coupling Installation InstructionsDocument2 pagesGrid Coupling Installation Instructionsakashwsl92No ratings yet
- Installation and Maintenance Guidelines For Nibco Butterfly Valves With Rubber SeatsDocument16 pagesInstallation and Maintenance Guidelines For Nibco Butterfly Valves With Rubber SeatsJosé marinNo ratings yet
- TM 5-4000 Pneumatic Chain Saw, Timberhog 24-Inch, Reed-Prentice Corp 1942Document31 pagesTM 5-4000 Pneumatic Chain Saw, Timberhog 24-Inch, Reed-Prentice Corp 1942Sheri Canham100% (1)
- Flange ChecklistDocument9 pagesFlange ChecklistxaviNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Practical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentFrom EverandPractical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentNo ratings yet
- PM-401 Vinyl Mechanical Joining Rev 005 11-01-16Document25 pagesPM-401 Vinyl Mechanical Joining Rev 005 11-01-16alif suryantoNo ratings yet
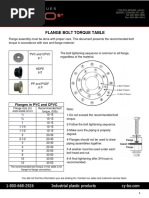
- Flange Bolt Torque TableDocument3 pagesFlange Bolt Torque Tablealif suryantoNo ratings yet
- 2017 Datasheet Ecom DDocument1 page2017 Datasheet Ecom Dalif suryantoNo ratings yet
- sch80c July12019Document12 pagessch80c July12019alif suryantoNo ratings yet
- 2017 Datasheet Ecom EN2FDocument1 page2017 Datasheet Ecom EN2Falif suryantoNo ratings yet
- 2017 Datasheet Ecom ProEasyDocument1 page2017 Datasheet Ecom ProEasyalif suryantoNo ratings yet
- CAT 323 DL 2013 LeafletDocument20 pagesCAT 323 DL 2013 LeafletLuka BornaNo ratings yet
- Probability V3 Sep9Document34 pagesProbability V3 Sep9angelimc100% (1)
- Professional Summary: DC Generators in RailwaysDocument28 pagesProfessional Summary: DC Generators in RailwaysDharini KrishnanNo ratings yet
- Mandate Vision Mission DostDocument11 pagesMandate Vision Mission DostsarahbansilNo ratings yet
- Me010 605 Mechatronics and Control SystemsDocument3 pagesMe010 605 Mechatronics and Control SystemsSreehari VpNo ratings yet
- Exp# 5d Shared Memory Aim: CS2257 Operating System LabDocument4 pagesExp# 5d Shared Memory Aim: CS2257 Operating System LabVasantha KumariNo ratings yet
- LQP03TN - 02 Series 0603 (MM) 0201 (Inch)Document4 pagesLQP03TN - 02 Series 0603 (MM) 0201 (Inch)BLUEE009No ratings yet
- KORADO KonvektoriDocument100 pagesKORADO KonvektoriRaske89No ratings yet
- ShaftDocument1 pageShaftgmNo ratings yet
- Hydrometallurgy: Richard G. Haverkamp, Desiderius Kruger, Ranjeeth RajashekarDocument6 pagesHydrometallurgy: Richard G. Haverkamp, Desiderius Kruger, Ranjeeth Rajashekarfauzi_alcupuNo ratings yet
- BOHEMIAN RhAPSODY (Mama) Cresc Rev. Im - DriDocument2 pagesBOHEMIAN RhAPSODY (Mama) Cresc Rev. Im - DriElena ARTEaga PuenteNo ratings yet
- Kinematics Problems With SolutionDocument17 pagesKinematics Problems With SolutionApril ClaireNo ratings yet
- αξεσουαρ SKODA CITIGO SPORTDocument7 pagesαξεσουαρ SKODA CITIGO SPORTSkoda Club PeloponnhsouNo ratings yet
- PDF 87Document1 pagePDF 87Nova CastyNo ratings yet
- Division of Responsibility (DOR) For Fabriction of Tank at BPCL Barghar, OdishaDocument4 pagesDivision of Responsibility (DOR) For Fabriction of Tank at BPCL Barghar, OdishaRAYAN FERRAONo ratings yet
- RS W446 PUMP OperationManualDocument29 pagesRS W446 PUMP OperationManualADM MTCNo ratings yet
- Design of Highway Vertical Alignment: Dr. Taleb M. Al-RousanDocument30 pagesDesign of Highway Vertical Alignment: Dr. Taleb M. Al-RousanPenelope MalilweNo ratings yet
- NA To Bs en 1992-1-2-2004 PDFDocument6 pagesNA To Bs en 1992-1-2-2004 PDFIsaac WabbiNo ratings yet
- Sterner Infranor Capella-5d Series Brochure 2010Document8 pagesSterner Infranor Capella-5d Series Brochure 2010Alan MastersNo ratings yet
- Import Export Confusion in MeteringDocument1 pageImport Export Confusion in Meteringjagadeesh_kumar_20No ratings yet
- IMSE EU BrochureDocument14 pagesIMSE EU BrochureDanny TaylorNo ratings yet
- A Truck Mounted Drilling RigDocument2 pagesA Truck Mounted Drilling Rigมนต์ชัย บุญธนลาภNo ratings yet
- The Temperature of Water Is Kept Constant During SwimmingDocument2 pagesThe Temperature of Water Is Kept Constant During SwimmingBizay MarikhuNo ratings yet
- World TBA - InertiaPM5Document8 pagesWorld TBA - InertiaPM5Aswar AwaNo ratings yet
- Chemical Coil Clean - MSDS PDFDocument3 pagesChemical Coil Clean - MSDS PDFKhairul MuzamilNo ratings yet
- AFL Fiber Optic Hardware OPGWDocument43 pagesAFL Fiber Optic Hardware OPGWRohit DeraNo ratings yet
- Energy Savings Calculator - Pump and Fan VFDDocument37 pagesEnergy Savings Calculator - Pump and Fan VFDASHUTOSH RANJANNo ratings yet