Download as pdf or txt
You might also like
- 11 Dynarad Hf-110a Service Manual PDFDocument41 pages11 Dynarad Hf-110a Service Manual PDFkizen_586% (7)
- CO FI Reconciliation in SAP New GLDocument10 pagesCO FI Reconciliation in SAP New GLvenkat6299No ratings yet
- Social Media Intelligence (SOCMINT)Document2 pagesSocial Media Intelligence (SOCMINT)Docent105No ratings yet
- HVC Double Chamber Vacuum Packing Machine ManualDocument46 pagesHVC Double Chamber Vacuum Packing Machine ManualxtrahighgradeNo ratings yet
- Wireline Jars: Instruction Manual 8630Document12 pagesWireline Jars: Instruction Manual 8630Ragui StephanosNo ratings yet
- Landing Nipple 2,31 XNDocument1 pageLanding Nipple 2,31 XNEdwin AbelloNo ratings yet
- Reliability Is Job 1 ™: 2014© Geo Pressure Systems International Inc., Calgary, Alberta, CanadaDocument39 pagesReliability Is Job 1 ™: 2014© Geo Pressure Systems International Inc., Calgary, Alberta, CanadaLuisNo ratings yet
- Microsoft Word - Slickline Mechanical CapibilitiesDocument7 pagesMicrosoft Word - Slickline Mechanical CapibilitiesRangga DraApNo ratings yet
- GLV-Catalogue - Botil IndiaDocument18 pagesGLV-Catalogue - Botil IndiaHamza LamamraNo ratings yet
- B-Positioning XA RA XO XDDocument2 pagesB-Positioning XA RA XO XDSorin100% (1)
- Eline / Slick Line Pressure Control: ConocophillipsDocument33 pagesEline / Slick Line Pressure Control: ConocophillipsLawNo ratings yet
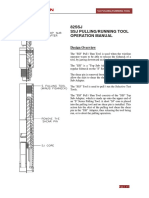
- 82SSJ SSJ Pulling/Running Tool Operation Manual: Design OverviewDocument3 pages82SSJ SSJ Pulling/Running Tool Operation Manual: Design Overviewsong LiNo ratings yet
- Camesa Cable SpecDocument1 pageCamesa Cable SpecShashank Anand MishraNo ratings yet
- 9069 Danum Well Product CatalogueDocument18 pages9069 Danum Well Product Cataloguehoss mosafaNo ratings yet
- Installation Manual: 13-5/8" 5K X 11" 10K Casing Spool AssemblyDocument9 pagesInstallation Manual: 13-5/8" 5K X 11" 10K Casing Spool Assemblyhaoues23No ratings yet
- Intermediate Wireline Training Manual PCSB v.2.1Document112 pagesIntermediate Wireline Training Manual PCSB v.2.1Azwan M KifliNo ratings yet
- "Ticfwg" By-Pass Blanking Plug: (Top No Go)Document1 page"Ticfwg" By-Pass Blanking Plug: (Top No Go)Edwin AbelloNo ratings yet
- SE KG 1 1 Intervention Program FINAL Signed SLB SE FULLDocument78 pagesSE KG 1 1 Intervention Program FINAL Signed SLB SE FULLanes banjar100% (1)
- Winch Operators Slickline Cased Hole Analog PanelDocument2 pagesWinch Operators Slickline Cased Hole Analog PanelHenry FuentesNo ratings yet
- Catalogue: Flow Control EquipmentDocument19 pagesCatalogue: Flow Control EquipmentFranklin NavarroNo ratings yet
- SS2800 Side Pocket Mandrel GaugesDocument2 pagesSS2800 Side Pocket Mandrel GaugesGonza PfNo ratings yet
- A Type Perf PDFDocument1 pageA Type Perf PDFJamel GasmiNo ratings yet
- Basic Design and Maintenance Instructions: No: Sap: 41RO38101 101012267 2-6-04Document13 pagesBasic Design and Maintenance Instructions: No: Sap: 41RO38101 101012267 2-6-04azze bouzNo ratings yet
- Wireline Operations - 231001 - 011117Document31 pagesWireline Operations - 231001 - 011117rezaNo ratings yet
- WPCE Venting-Glycol Injection ValveDocument1 pageWPCE Venting-Glycol Injection ValveMARIONo ratings yet
- Reporting StandardDocument4 pagesReporting StandardBasel Saidawi100% (1)
- SSP Plug Presentation For CourseDocument21 pagesSSP Plug Presentation For Courseyacine up100% (1)
- Cable Care Best ParcticeDocument4 pagesCable Care Best ParcticeHariomNo ratings yet
- Hydraulic JarDocument2 pagesHydraulic JarDragonNo ratings yet
- SLB Tools Golden RulesDocument11 pagesSLB Tools Golden RulesJohnSmithNo ratings yet
- Wellhead Systems Rod AccessoriesDocument18 pagesWellhead Systems Rod Accessoriesbuat unduhNo ratings yet
- Production Dual Caliper (X-Y) : DescriptionDocument1 pageProduction Dual Caliper (X-Y) : DescriptionKarim IsmailNo ratings yet
- Datasheet Sanicro 26mo For Wirelines enDocument3 pagesDatasheet Sanicro 26mo For Wirelines enafonsomlima_1No ratings yet
- Locator Seal Assembly: DescriptionDocument1 pageLocator Seal Assembly: DescriptionLuis David Concha CastilloNo ratings yet
- 00 - Wireline Fishing AlaskaDocument34 pages00 - Wireline Fishing AlaskaMohamed MamdouhNo ratings yet
- CatalogDocument424 pagesCatalogLuis David Concha CastilloNo ratings yet
- Details of Rotary CutterDocument13 pagesDetails of Rotary CutterUnnikrishnan Pillai100% (1)
- HT - Modular OTL Weight BarDocument1 pageHT - Modular OTL Weight BarDiego CorderoNo ratings yet
- Procedure To Pick Up 12.25in BHADocument2 pagesProcedure To Pick Up 12.25in BHAadrsneadNo ratings yet
- Evo-Trieve® EB0 Retrievable Straddle - HalliburtonDocument2 pagesEvo-Trieve® EB0 Retrievable Straddle - HalliburtonYovaraj KarunakaranNo ratings yet
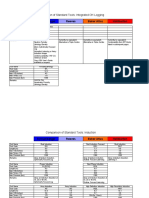
- Eline Tool ComparisonDocument16 pagesEline Tool ComparisonMoustafa AshrafNo ratings yet
- Ws Wireline UnitDocument1 pageWs Wireline Unithesam abbaszadehNo ratings yet
- Wireline Roller Stem: The Use of Rollers Greatly Reduces The Friction That Conventional Stem Bars Would EncounterDocument2 pagesWireline Roller Stem: The Use of Rollers Greatly Reduces The Friction That Conventional Stem Bars Would EncounterMohsin PvNo ratings yet
- Technical Resource ManualDocument36 pagesTechnical Resource ManualShahinNo ratings yet
- PART I (Basic Midwest Wireline Course)Document324 pagesPART I (Basic Midwest Wireline Course)Hedi ChhidiNo ratings yet
- Schematics BOP Triple RamDocument2 pagesSchematics BOP Triple RamDidik SafdaliNo ratings yet
- Otis BO Downshift Selective Positioning Tool: HalliburtonDocument1 pageOtis BO Downshift Selective Positioning Tool: Halliburtoncasda73No ratings yet
- Slab GateDocument14 pagesSlab GateJR RZNo ratings yet
- S Speed Loc ClampsDocument3 pagesS Speed Loc ClampsAdrian PetrascuNo ratings yet
- SSSV Maintenance Trouble Shooting GUIDE Revision01Document20 pagesSSSV Maintenance Trouble Shooting GUIDE Revision01Mohd HisammudinNo ratings yet
- Catalog Flow Control EquipmentDocument14 pagesCatalog Flow Control Equipmenthosam aliNo ratings yet
- Rotary Cutters PDFDocument3 pagesRotary Cutters PDFAlleyson AkinNo ratings yet
- Datasheet Downhole-Fluid-Sampler en ScreenDocument8 pagesDatasheet Downhole-Fluid-Sampler en ScreenArash PourshoushtarNo ratings yet
- RB and RS Pulling Tool - Rev.E0 - 11-Oct-11Document2 pagesRB and RS Pulling Tool - Rev.E0 - 11-Oct-11Cristian Camilo Saenz LizarazoNo ratings yet
- Advanced SL Fishing Overview: Colin RitchieDocument35 pagesAdvanced SL Fishing Overview: Colin RitchieSlbcar Looging100% (1)
- TIC CatalogDocument424 pagesTIC Catalogmglsite1No ratings yet
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsFrom EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsNo ratings yet
- Slickline - Locks Section06Document62 pagesSlickline - Locks Section06amaldonadoNo ratings yet
- GR - WRDSP - Tech LiteratureDocument7 pagesGR - WRDSP - Tech LiteratureDigger Downhole ToolsNo ratings yet
- WheelHorse Snow Thrower Completing Package Manual 6-9111Document4 pagesWheelHorse Snow Thrower Completing Package Manual 6-9111Kevins Small Engine and Tractor ServiceNo ratings yet
- UntitledDocument4 pagesUntitledJUANNo ratings yet
- OWI 535 ManualDocument39 pagesOWI 535 ManualJavier Oliveros100% (1)
- Blanking PlugsDocument21 pagesBlanking Plugsu2006262918No ratings yet
- ModernizationDocument8 pagesModernizationdreww87No ratings yet
- Apcochar (WB) - 100 - 6611Document3 pagesApcochar (WB) - 100 - 6611Pammy JainNo ratings yet
- TB50SE13Document11 pagesTB50SE13Novianto RachmadNo ratings yet
- Pedo 10-50-1 HPDocument2 pagesPedo 10-50-1 HPMIRZA ADNANNo ratings yet
- Taking RPA To The Next LevelDocument48 pagesTaking RPA To The Next LevelRPA Research100% (1)
- SIGA-CC1 Single Input Signal Module Installation Sheet: Personality CodesDocument6 pagesSIGA-CC1 Single Input Signal Module Installation Sheet: Personality Codesjhon bayonaNo ratings yet
- 2nd Generation LLC Current Resonant Control IC, "FA6A00N Series"Document7 pages2nd Generation LLC Current Resonant Control IC, "FA6A00N Series"Moch Yosef Indra RiznoeNo ratings yet
- Flexkraft Air-Cooled Rectifiers: Single & Dual Outputs With Optional Polarity ReversalDocument2 pagesFlexkraft Air-Cooled Rectifiers: Single & Dual Outputs With Optional Polarity Reversallonelystar19No ratings yet
- Preparing The SiteDocument3 pagesPreparing The SiteAnonymous 1VhXp1No ratings yet
- API 571 Exercises, Rev2Document11 pagesAPI 571 Exercises, Rev2ariyamanjula2914100% (5)
- Reparar RB750r2Document4 pagesReparar RB750r2antonio muñozNo ratings yet
- Transfer Switch No Logic Atys R 4P 400A Catalogue NoDocument3 pagesTransfer Switch No Logic Atys R 4P 400A Catalogue Nobachir oussamaNo ratings yet
- Social Housing Architecture DissertationDocument8 pagesSocial Housing Architecture DissertationBuyAPaperOnlineCanada100% (1)
- F13 Mot 10. Amplifier ArchitecturesDocument31 pagesF13 Mot 10. Amplifier ArchitecturesMahmoud AbuziadNo ratings yet
- Phase Shift 2023 Rule BookDocument177 pagesPhase Shift 2023 Rule BookKarthik DeshmukhNo ratings yet
- Muravin - Understanding Asnt Snt-Tc-1a - Acoustic Emission Traning SeriesDocument14 pagesMuravin - Understanding Asnt Snt-Tc-1a - Acoustic Emission Traning Serieseddy1588No ratings yet
- Audit Energi Dalam Pengolahan KaretDocument15 pagesAudit Energi Dalam Pengolahan Karetari gunawanNo ratings yet
- Heat and Mass Balance (Desinged)Document9 pagesHeat and Mass Balance (Desinged)abdulfetahNo ratings yet
- E-Ticket Receipt: Artem KondratevDocument1 pageE-Ticket Receipt: Artem KondratevMr. NobodyNo ratings yet
- Need For Inventions in 18th and 19th Century EnglandDocument7 pagesNeed For Inventions in 18th and 19th Century Englandaditya jagadeeshwara100% (6)
- Murata Products PTC Thermistors R90eDocument105 pagesMurata Products PTC Thermistors R90ealltheloveintheworldNo ratings yet
- Calculation of Suction Lift in Open Systems (Water) ExampleDocument1 pageCalculation of Suction Lift in Open Systems (Water) ExampleGeancarlo GutierrezNo ratings yet
- Project Management Professional Practice Quiz 1: Delphi TechniqueDocument6 pagesProject Management Professional Practice Quiz 1: Delphi TechniqueRavi SatyapalNo ratings yet
- RST SIMBOX Installation RevC enDocument29 pagesRST SIMBOX Installation RevC enSteve FotsoNo ratings yet
- CCS D5293Document9 pagesCCS D5293Sofia Fasolo CunhaNo ratings yet
- Masina de Spalat Samsung Silver NanoDocument24 pagesMasina de Spalat Samsung Silver Nanoromeo1966No ratings yet