0% found this document useful (0 votes)
46 viewsPessing Libya INC: SA 312 TP 316 TO SA 312 TP
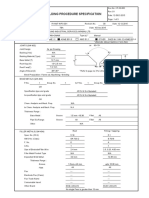
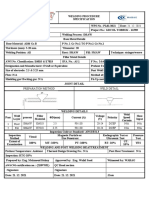
This welding procedure specification outlines the requirements for gas tungsten arc welding (GTAW) of stainless steel pipe. The base material is SA 312 TP 316 stainless steel with a thickness ranging from 1.5 to 18 mm. The filler material is ER-316L stainless steel with a diameter of 2.0 mm or 3.2 mm. Welding will be performed in all positions using the stringer or weave technique with argon as the shielding gas at a flow rate of 15-20 L/min. Non-destructive testing of 10% of welds will be conducted using radiographic testing.
Uploaded by
Mahmoud HaggagCopyright
© © All Rights Reserved
Available Formats
Download as DOCX, PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
46 viewsPessing Libya INC: SA 312 TP 316 TO SA 312 TP
This welding procedure specification outlines the requirements for gas tungsten arc welding (GTAW) of stainless steel pipe. The base material is SA 312 TP 316 stainless steel with a thickness ranging from 1.5 to 18 mm. The filler material is ER-316L stainless steel with a diameter of 2.0 mm or 3.2 mm. Welding will be performed in all positions using the stringer or weave technique with argon as the shielding gas at a flow rate of 15-20 L/min. Non-destructive testing of 10% of welds will be conducted using radiographic testing.
Uploaded by
Mahmoud HaggagCopyright
© © All Rights Reserved
Available Formats
Download as DOCX, PDF, TXT or read online on Scribd
/ 1