TB Grinding English
TB Grinding English
Download as pdf or txt
You might also like
- Ratified Machineshop 2018Document86 pagesRatified Machineshop 2018Prince DandaNo ratings yet
- RILEM TC 178 (2013) - Methods For Obtaining Dust Samples by Means of Grinding Concrete in OrderDocument8 pagesRILEM TC 178 (2013) - Methods For Obtaining Dust Samples by Means of Grinding Concrete in OrderJosé GomesNo ratings yet
- Sheet Metal Shearing and Bending: Training ObjectiveDocument6 pagesSheet Metal Shearing and Bending: Training ObjectiveLovely RainNo ratings yet
- Tafe Project Report Final Draft FormatDocument65 pagesTafe Project Report Final Draft Formattajju_121100% (2)
- Blanchard GrindingDocument1 pageBlanchard Grindingcamohunter71No ratings yet
- How It Works Thread Rolling TMW 2006 AugustDocument5 pagesHow It Works Thread Rolling TMW 2006 AugustDipo SanjoyoNo ratings yet
- Grinding Process Achievements and Their Consequences On Machine Tools Challenges and OpportunitiesDocument18 pagesGrinding Process Achievements and Their Consequences On Machine Tools Challenges and OpportunitiesMatheus SimõesNo ratings yet
- Vol69 Num620 Super Abrasive Grinding Process Improvements Via Power MonitoringDocument5 pagesVol69 Num620 Super Abrasive Grinding Process Improvements Via Power MonitoringSaravana kumarNo ratings yet
- Cartridge Type Boring BarDocument4 pagesCartridge Type Boring BarvishalNo ratings yet
- Prep Chart PDFDocument2 pagesPrep Chart PDFKhoirul FeriansyahNo ratings yet
- Tool Engineering and Design Design of SiDocument23 pagesTool Engineering and Design Design of Simulugeta assefaNo ratings yet
- Fixture: - Location - Clamping - Tool Setting Block - TenonDocument35 pagesFixture: - Location - Clamping - Tool Setting Block - TenonChen WANYING100% (1)
- Grinding & FinishingDocument122 pagesGrinding & FinishingNitinNo ratings yet
- Types of Abrasive Machining ProcessesDocument28 pagesTypes of Abrasive Machining ProcessesWasim SajjadNo ratings yet
- End Mill and Cutting Tool Design Criteria and Technical FeaturesDocument4 pagesEnd Mill and Cutting Tool Design Criteria and Technical FeaturesdkkNo ratings yet
- Steel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingDocument86 pagesSteel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingOtoniel Reyes Galay100% (1)
- 2.17. Design Procedure For Progressive DiesDocument2 pages2.17. Design Procedure For Progressive DiesAnand Prajapati100% (1)
- Deep DryingDocument83 pagesDeep DryingYasir HussainNo ratings yet
- ForgingDocument37 pagesForgingRafiqueNo ratings yet
- Grinding MachinesDocument44 pagesGrinding MachinesPrashant Rao MeshramNo ratings yet
- Broaching BasicsDocument5 pagesBroaching Basicssaritha0003No ratings yet
- Plastic Metal Forming of Metals and PowdersDocument20 pagesPlastic Metal Forming of Metals and Powdersيوسف عادل حسانينNo ratings yet
- Flowforming or Metal Spinning (Spin Forming)Document2 pagesFlowforming or Metal Spinning (Spin Forming)ShivajiNo ratings yet
- 9 Strip LayoutDocument26 pages9 Strip LayoutMohan RanganNo ratings yet
- Cutting Tools in Industrial AutomationDocument22 pagesCutting Tools in Industrial AutomationShazeen100% (1)
- Die Basics 101 - Part XII - The FabricatorDocument5 pagesDie Basics 101 - Part XII - The FabricatorSIMONENo ratings yet
- Sawing MachinesDocument9 pagesSawing Machinesvelavansu100% (1)
- Sheet Metal WorkingDocument23 pagesSheet Metal WorkingSujit MishraNo ratings yet
- Manufacturing of GearsDocument47 pagesManufacturing of GearsMuhammad UmarNo ratings yet
- Unit IV - Abrasive Process and Broaching PDFDocument80 pagesUnit IV - Abrasive Process and Broaching PDFKanda SamyNo ratings yet
- Dies1 2Document23 pagesDies1 2Ajay BabuNo ratings yet
- Risers and Riser Design: General Design Rules For Riser Necks Used in Iron CastingsDocument62 pagesRisers and Riser Design: General Design Rules For Riser Necks Used in Iron CastingsGonzalo GiménezNo ratings yet
- 14 StipperDocument33 pages14 Stippermahdi sakhaeeNo ratings yet
- Ch-6 Reaming, Boring, BroachingDocument47 pagesCh-6 Reaming, Boring, BroachingAnkush Ahirrao100% (1)
- Me6402 MT II Ques Bank With AnswerDocument28 pagesMe6402 MT II Ques Bank With Answerl8o8r8d8s8i8v8No ratings yet
- Basic Principle of Grinding MachineDocument10 pagesBasic Principle of Grinding Machinecrank88100% (1)
- ForgingDocument22 pagesForgingAbera ZewduNo ratings yet
- Grinding MachineDocument2 pagesGrinding MachinekiranappuNo ratings yet
- Vallorbs Guide Cut Vs Rolled ThreadsDocument3 pagesVallorbs Guide Cut Vs Rolled ThreadsOrlando AriasNo ratings yet
- Design of Flat Form ToolDocument18 pagesDesign of Flat Form ToolRushil ChhabriaNo ratings yet
- ToolingDocument12 pagesToolingPuneet SharmaNo ratings yet
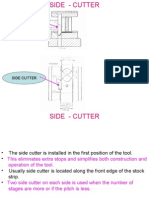
- Side CutterDocument7 pagesSide Cutterbabuty100% (2)
- M - I U - 1 C P: Anufacturing Processes NIT Asting RocessesDocument246 pagesM - I U - 1 C P: Anufacturing Processes NIT Asting RocessesMahesh SalotagiNo ratings yet
- Chips Single PT Cutting ToolDocument4 pagesChips Single PT Cutting Toolbalamurugan_meNo ratings yet
- KINIK Catalogue 2018 Us PDFDocument59 pagesKINIK Catalogue 2018 Us PDFAfrianaAghataRahmadiantama0% (1)
- Gear Cutting AttachmentDocument40 pagesGear Cutting AttachmentGoutham Reddy100% (1)
- JJ104 Workshop Technology Chapter4 Twist DrillDocument52 pagesJJ104 Workshop Technology Chapter4 Twist DrillAh TiangNo ratings yet
- 156 180Document181 pages156 180Kurnia Adi WibowoNo ratings yet
- Recent Twomarks DocumentDocument6 pagesRecent Twomarks DocumentAravind PhoenixNo ratings yet
- TaegoTech - PG BroshureDocument11 pagesTaegoTech - PG Broshurealexl5892No ratings yet
- Grinding Wheel Specifications: Name Roll NoDocument15 pagesGrinding Wheel Specifications: Name Roll NoShriyash GundawarNo ratings yet
- MillingCatalog07 08Document108 pagesMillingCatalog07 08mami_meu100% (1)
- Drilling & Related OperationsDocument11 pagesDrilling & Related OperationsGonKilNo ratings yet
- Machine ToolDocument23 pagesMachine ToolMohammad Anaitullah HassanNo ratings yet
- Die Design For Flat Parts - The FabricatorDocument9 pagesDie Design For Flat Parts - The FabricatorSIMONENo ratings yet
- Production Technology (IV Sem)Document24 pagesProduction Technology (IV Sem)Shubham AgrawalNo ratings yet
- TB Grinding-English PDFDocument20 pagesTB Grinding-English PDFITL200_UNo ratings yet
- Unit Iv Abrasive Processes and Gear Cutting: 4.1 GrindingDocument30 pagesUnit Iv Abrasive Processes and Gear Cutting: 4.1 Grindingrkscad11No ratings yet
- 4.1 Grinding: ContentsDocument38 pages4.1 Grinding: Contentssh7shahidhaheelNo ratings yet
- Diamond Grinding Wheels CBN Grinding Wheels Main CatalogueDocument40 pagesDiamond Grinding Wheels CBN Grinding Wheels Main Cataloguemukeka182100% (1)
- Grinding Final NotesDocument21 pagesGrinding Final NotesGaikwad Aniket100% (1)
- Crossmark: Ceramics InternationalDocument7 pagesCrossmark: Ceramics InternationalHARIMETLYNo ratings yet
- Master List of Machines: Rev - No:-00 Rev Date: - 01.10.2018Document34 pagesMaster List of Machines: Rev - No:-00 Rev Date: - 01.10.2018Prakash kumarTripathiNo ratings yet
- Energy Efficient Manufacturing From Machine Tools To Manufacturing SystemsDocument6 pagesEnergy Efficient Manufacturing From Machine Tools To Manufacturing SystemsFoyez AhmadNo ratings yet
- New Entry November - December - 2014Document43 pagesNew Entry November - December - 2014Mooeez BellaamineNo ratings yet
- KatalogDocument4 pagesKatalog강동혁No ratings yet
- Cutting Grinding DiscsDocument8 pagesCutting Grinding DiscsMan UtdNo ratings yet
- Mechanical EnggDocument81 pagesMechanical Engghaqjmi100% (2)
- VSM Product Data Sheet CK748X ENDocument1 pageVSM Product Data Sheet CK748X ENforough sardarzadehNo ratings yet
- Manufacturing QuizDocument10 pagesManufacturing QuizMr Nerd100% (3)
- Machine Shop Business PlanDocument50 pagesMachine Shop Business PlanJoseph QuillNo ratings yet
- SHOP THEORY-Engine Lathe ProcessesDocument54 pagesSHOP THEORY-Engine Lathe ProcessesDaxNo ratings yet
- Metric BoltsDocument34 pagesMetric Boltsbazil17No ratings yet
- Quartz ToleranceDocument36 pagesQuartz Tolerancenick10686No ratings yet
- Valves, Valve Springs, Valve Rotocoils, and LocksDocument55 pagesValves, Valve Springs, Valve Rotocoils, and Locksbetoven8437No ratings yet
- Instant ebooks textbook Design for Advanced Manufacturing Technologies and Processes 1st Edition - eBook PDF download all chaptersDocument69 pagesInstant ebooks textbook Design for Advanced Manufacturing Technologies and Processes 1st Edition - eBook PDF download all chaptersagilanxrista100% (6)
- Design of A High Speed Grinding MachineDocument113 pagesDesign of A High Speed Grinding MachineResearch1 amtdcNo ratings yet
- Metal Cutting Lab ManualDocument54 pagesMetal Cutting Lab ManualAbhay Sharma 2K20PE02No ratings yet
- Tiger 3 Terms 376Document376 pagesTiger 3 Terms 376JASPHER DAVE PLANDEZNo ratings yet
- App Module 2,3,4 NotesDocument38 pagesApp Module 2,3,4 NotesNikhil SekharanNo ratings yet
- Conquest Lathe Manual PDFDocument47 pagesConquest Lathe Manual PDFHaitham Mohammad100% (2)
- LAPPING MCQDocument2 pagesLAPPING MCQSooraj S KollamNo ratings yet
- Baumüller DCmotor - GbtrainingDocument7 pagesBaumüller DCmotor - GbtrainingMamunur RashidNo ratings yet
- PB Uddeholm Nimax English160604092815Document8 pagesPB Uddeholm Nimax English160604092815victorrkferramentariaNo ratings yet
- Self Lubricating Bearings For Water Turbines - Paper Hydrovision International 2011Document15 pagesSelf Lubricating Bearings For Water Turbines - Paper Hydrovision International 2011Guilherme RosaNo ratings yet
- Lab Session 10Document5 pagesLab Session 10Rahmat aliNo ratings yet
- Data Ta 2017Document131 pagesData Ta 2017Anonymous ZgxsFIe100% (1)