1 Solid Crank
1 Solid Crank
Download as pdf or txt
You might also like
- Don Casey's Complete Illustrated Sailboat Maintenance Manual: Including Inspecting the Aging Sailboat, Sailboat Hull and Deck Repair, Sailboat Refinishing, SailboFrom EverandDon Casey's Complete Illustrated Sailboat Maintenance Manual: Including Inspecting the Aging Sailboat, Sailboat Hull and Deck Repair, Sailboat Refinishing, SailboRating: 4.5 out of 5 stars4.5/5 (12)
- NYU School of Professional Studies RecommendationDocument3 pagesNYU School of Professional Studies RecommendationcollinsNo ratings yet
- A111wan03105060eDocument158 pagesA111wan03105060edugi100% (3)
- Ship TypesDocument20 pagesShip TypesCatalin Apetre100% (6)
- STFC Pay Grading System 3Document9 pagesSTFC Pay Grading System 3nishantNo ratings yet
- C Stile, Latch WG-1010: Double E Creations LLCDocument1 pageC Stile, Latch WG-1010: Double E Creations LLCGPNo ratings yet
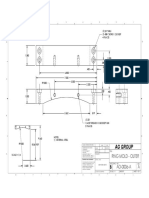
- Ag Group: .44 C'BORE X .25 DEEP 5 Places .257 THRUDocument1 pageAg Group: .44 C'BORE X .25 DEEP 5 Places .257 THRUAnonymous ONsqg3No ratings yet
- Notes:: ThermxDocument1 pageNotes:: ThermxTruong CaoNo ratings yet
- Bobby Marino - HW 02 Part 1Document1 pageBobby Marino - HW 02 Part 1bmarinoNo ratings yet
- Hill Acme: Detail B Scale 1: 1Document1 pageHill Acme: Detail B Scale 1: 1agussaliim345No ratings yet
- Hill Acme: Cutter Quill For 3-5/8 StockDocument1 pageHill Acme: Cutter Quill For 3-5/8 Stockagussaliim345No ratings yet
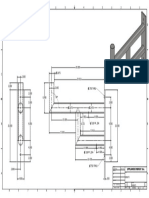
- Accustream Support BracketDocument1 pageAccustream Support BracketKeith PetersonNo ratings yet
- View A-A: Weight (LBS) Inductance Loss (Watts) 25 0.2 MH 82Document1 pageView A-A: Weight (LBS) Inductance Loss (Watts) 25 0.2 MH 82physicudoNo ratings yet
- Custom Ball Valve TITAN-810: Proprietary and ConfidentialDocument1 pageCustom Ball Valve TITAN-810: Proprietary and ConfidentialGundhi AsmoroNo ratings yet
- Ag Group: .44 C'BORE X .25 DEEP 5 Places .257 THRUDocument1 pageAg Group: .44 C'BORE X .25 DEEP 5 Places .257 THRUAnonymous ONsqg3No ratings yet
- 24f Cam8515-030 MT HandoutDocument3 pages24f Cam8515-030 MT Handoutdurfishan37No ratings yet
- Ag Group: .438 C'BORE X .25 DEEP 4 Places .257 THRUDocument1 pageAg Group: .438 C'BORE X .25 DEEP 4 Places .257 THRUAnonymous IQD4PqB876No ratings yet
- CV 12000 22 OnDocument1 pageCV 12000 22 OnmhanyprotecNo ratings yet
- ICG WebsterDocument32 pagesICG WebsterHugo AlmeidaNo ratings yet
- Ag Group: .438 C'BORE X .25 DEEP 4 Places .257 THRU 7.600 .400Document1 pageAg Group: .438 C'BORE X .25 DEEP 4 Places .257 THRU 7.600 .400Anonymous IQD4PqB876No ratings yet
- Bumper Mount DrawingDocument1 pageBumper Mount Drawingrfarnold204No ratings yet
- Eje 2.idwDocument1 pageEje 2.idwNhoj AicragNo ratings yet
- XR60W 20 700001Document1 pageXR60W 20 700001keanjimlauNo ratings yet
- B Slide, Lock WG-1012: Double E Creations LLCDocument1 pageB Slide, Lock WG-1012: Double E Creations LLCGPNo ratings yet
- Blade+1Document1 pageBlade+1MJ DuNo ratings yet
- ShopDocument1 pageShopRaul VerberNo ratings yet
- 20008-001-1703 01-12-005-13-A Palanca para Sin FinDocument1 page20008-001-1703 01-12-005-13-A Palanca para Sin FinKarlosdcd WikiNo ratings yet
- Ag GroupDocument1 pageAg GroupTonyTzuNo ratings yet
- Index Feed Final - Jake FalbeDocument1 pageIndex Feed Final - Jake Falbeapi-537722646No ratings yet
- Lab 2Document2 pagesLab 2macsen.malacaiNo ratings yet
- Section A-A Scale 1 / 2: Pete Lenz 8/21/2010Document8 pagesSection A-A Scale 1 / 2: Pete Lenz 8/21/2010Manish PatilNo ratings yet
- AR-15 Bolt Schematic Part 1Document1 pageAR-15 Bolt Schematic Part 1pberkay422No ratings yet
- AR-15 Bolt Schematic Part 1Document1 pageAR-15 Bolt Schematic Part 1S KlarsNo ratings yet
- TF 000105Document1 pageTF 000105api-299556237No ratings yet
- B9-3004 Knee HingeDocument1 pageB9-3004 Knee HingeneovondorfmamNo ratings yet
- Musbc111xx 1395729Document3 pagesMusbc111xx 1395729xavi serranoNo ratings yet
- Fa2318 002 01Document1 pageFa2318 002 01hoangluyen1201No ratings yet
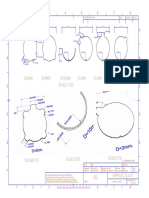
- Ag Group: B Ring Mold - Inner AG-0005-BDocument1 pageAg Group: B Ring Mold - Inner AG-0005-BAnonymous IQD4PqB876No ratings yet
- Ag Group: .44 C'BORE X .25 DEEP 5 Places .257 THRUDocument1 pageAg Group: .44 C'BORE X .25 DEEP 5 Places .257 THRUAnonymous IQD4PqB876No ratings yet
- SMBADocument1 pageSMBAjrameshNo ratings yet
- Drawing 1Document1 pageDrawing 1Monse HernándezNo ratings yet
- Test Fixture Optical MountDocument1 pageTest Fixture Optical Mounti50229No ratings yet
- 68 107426 02 - SLDDRWDocument3 pages68 107426 02 - SLDDRWHugo Cesar Ramirez VazquezNo ratings yet
- Ag Group: Item No. Part Number Description Qty. 1 AG-0002-B Ring Assembly 1 2 AG-0003-B Roller 29Document1 pageAg Group: Item No. Part Number Description Qty. 1 AG-0002-B Ring Assembly 1 2 AG-0003-B Roller 29Anonymous IQD4PqB876No ratings yet
- Sigma: Revisions Zone Rev. Description Date Approved M16 Clearance Hole Added 14.7.2024Document1 pageSigma: Revisions Zone Rev. Description Date Approved M16 Clearance Hole Added 14.7.2024pokharkarsunil00No ratings yet
- A Bar, Horz, M WG-1052: Double E Creations LLCDocument1 pageA Bar, Horz, M WG-1052: Double E Creations LLCGPNo ratings yet
- Lowering BlockDocument1 pageLowering Blockalex_christiebNo ratings yet
- Titan 69MDocument1 pageTitan 69MMustafa AtmNo ratings yet
- Master Frame of HPPDocument1 pageMaster Frame of HPPYadi KusmayadiNo ratings yet
- Paul Smith 15 August 2013: Metal + Plastic COM-11992 Through COM-11997Document1 pagePaul Smith 15 August 2013: Metal + Plastic COM-11992 Through COM-11997Alejandro González asuntoNo ratings yet
- AJ Sai Clock Ver2-Layout1SketchyDocument1 pageAJ Sai Clock Ver2-Layout1Sketchynoonot126No ratings yet
- Ag Group: C Ring Mold - Inner AG-0005-CDocument1 pageAg Group: C Ring Mold - Inner AG-0005-CAnonymous IQD4PqB876No ratings yet
- B. Jack: Chapter ExercisesDocument11 pagesB. Jack: Chapter ExercisesMaxCuevaNo ratings yet
- A.04 AtapDocument1 pageA.04 AtapintanNo ratings yet
- Modular CNC 3-Axis RouterDocument4 pagesModular CNC 3-Axis RouterModularCNC80% (5)
- 2 32001565-DrawingDocument2 pages2 32001565-Drawing李秀No ratings yet
- 2UPX210B-T2-L Line DrawingDocument1 page2UPX210B-T2-L Line DrawingsamithajkNo ratings yet
- Sigma: Industrial SolutionDocument1 pageSigma: Industrial Solutionpokharkarsunil00No ratings yet
- Fa2311 005 02Document1 pageFa2311 005 02hoangluyen1201No ratings yet
- Drawn Checked QA MFG Approved DWG No TitleDocument1 pageDrawn Checked QA MFG Approved DWG No TitleSEBASTIAN PAZ CORREANo ratings yet
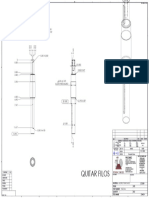
- FLECHADocument1 pageFLECHAnerproci2023No ratings yet
- 2125N36 - High-Pressure Steel PipDocument1 page2125N36 - High-Pressure Steel Pippavanijakka2No ratings yet
- MANOPLADocument1 pageMANOPLAJuan José HernándezNo ratings yet
- Fa2319 001 01Document1 pageFa2319 001 01hoangluyen1201No ratings yet
- Simple 1 Cylinder OscillatingDocument2 pagesSimple 1 Cylinder OscillatingFaiq ZulfiarNo ratings yet
- 5-Yli Naz EngineeringDocument1 page5-Yli Naz EngineeringFaiq ZulfiarNo ratings yet
- Data Print 221219 JombangDocument9 pagesData Print 221219 JombangFaiq ZulfiarNo ratings yet
- No - Kontrak Agrmnt - Id App - No Nomor - Po Costumer - No Customer - IdDocument21 pagesNo - Kontrak Agrmnt - Id App - No Nomor - Po Costumer - No Customer - IdFaiq ZulfiarNo ratings yet
- Naz Engineering Utama: Revision Date BY QTY Note 1 UnitDocument1 pageNaz Engineering Utama: Revision Date BY QTY Note 1 UnitFaiq ZulfiarNo ratings yet
- FA15 CEE Brief - 5feb FinalDocument114 pagesFA15 CEE Brief - 5feb FinalRusu RăzvanNo ratings yet
- PTP1 - Reading Test 5Document17 pagesPTP1 - Reading Test 5Anh DucNo ratings yet
- Psychic Intuitive Management For Our Modern AgeDocument20 pagesPsychic Intuitive Management For Our Modern AgeCommercial ScoutsNo ratings yet
- Dipal Ashok Thokale ResumeDocument1 pageDipal Ashok Thokale Resumedipalthokale2000No ratings yet
- Annex C2103536810 05122023Document12 pagesAnnex C2103536810 05122023ashishshetty1991No ratings yet
- Microstructure and Wear Resistance of Electrodeposited Ni-Sio Nano-Composite Coatings On Az91Hp Magnesium Alloy SubstrateDocument6 pagesMicrostructure and Wear Resistance of Electrodeposited Ni-Sio Nano-Composite Coatings On Az91Hp Magnesium Alloy SubstrateDhananjay ShimpiNo ratings yet
- Subaru Forester: First Generation (SF 1997)Document25 pagesSubaru Forester: First Generation (SF 1997)roberto0% (1)
- Case Study of Electrical AccidentDocument5 pagesCase Study of Electrical AccidentSr. DEENo ratings yet
- PRIME Diagnostic Test 4 MDSP Problem SolvingDocument5 pagesPRIME Diagnostic Test 4 MDSP Problem SolvingFrankie NovelaNo ratings yet
- VJIM Proceedings 5th Intl. Conf April-2023 FinalPublicaitonFile v2FDocument306 pagesVJIM Proceedings 5th Intl. Conf April-2023 FinalPublicaitonFile v2Fsanalasravanthi123No ratings yet
- Suz-Ka25-71va2 Service Manual (Och472a)Document74 pagesSuz-Ka25-71va2 Service Manual (Och472a)Chi Phạm HồngNo ratings yet
- Learning Chinese in The Digital Age Celin Brief Edu enDocument15 pagesLearning Chinese in The Digital Age Celin Brief Edu enXerxes BreakNo ratings yet
- HST TrainingDocument11 pagesHST TrainingRamesh BabuNo ratings yet
- Yale YK Series Electric WR Operation Manual 2018 April A11867501 Rev AADocument102 pagesYale YK Series Electric WR Operation Manual 2018 April A11867501 Rev AALiam LuntunganNo ratings yet
- Yusuffdm, Department of Management Studies, Indian Institute of Technology RoorkeeDocument5 pagesYusuffdm, Department of Management Studies, Indian Institute of Technology Roorkeeडॉ. सुधांशु जोशीNo ratings yet
- American Style Resume GuidelinesDocument3 pagesAmerican Style Resume GuidelinesJames GordonNo ratings yet
- Manufacturing Engineer - North TexasDocument3 pagesManufacturing Engineer - North TexasNaznin Nuria AfrinNo ratings yet
- JNTU Old Question Papers 2007Document8 pagesJNTU Old Question Papers 2007Srinivasa Rao GNo ratings yet
- 3 PDFDocument1 page3 PDFDenver Esyaben Sin-otNo ratings yet
- BestPower 610 Family 7 To10 kVA (Specs)Document2 pagesBestPower 610 Family 7 To10 kVA (Specs)Kostas TsoumanisNo ratings yet
- 08.phil. Long Distance Telephone Co. vs. NLRCDocument13 pages08.phil. Long Distance Telephone Co. vs. NLRCCharisseCastilloNo ratings yet
- EVERDIGM Concrete Pump RSP List: 1. Drive UnitDocument6 pagesEVERDIGM Concrete Pump RSP List: 1. Drive Unitbasem elhosanyNo ratings yet
- Agraph TutorialDocument22 pagesAgraph TutorialJose Perez GarciaNo ratings yet
- 332 Annex 1 2022 FAQDocument13 pages332 Annex 1 2022 FAQJoyce MaraNo ratings yet
- "If" and "Whether" Practice: Part 1. Underline All The Noun Clauses in The Following SentencesDocument2 pages"If" and "Whether" Practice: Part 1. Underline All The Noun Clauses in The Following Sentencesangel2019No ratings yet
- Scientists Prove Abiotic Oil Is Real!Document4 pagesScientists Prove Abiotic Oil Is Real!Eddie WinklerNo ratings yet