1) The document is a welding procedure specification (WPS) for welding stainless steel pipe at PT Stainless Steel Primavalve Majubersama.
2) The WPS specifies gas tungsten arc welding (GTAW) of a V-groove butt joint between 5-200mm thick SA-240 Gr.410/S41000 stainless steel pipe using a ER 410NiMo filler metal with a 2.4mm diameter.
3) Key welding parameters include a preheat of minimum 150°C, interpass temperature below 300°C, argon shielding gas at 10-20 l/min, welding in the 1G position, and a post weld heat
1) The document is a welding procedure specification (WPS) for welding stainless steel pipe at PT Stainless Steel Primavalve Majubersama.
2) The WPS specifies gas tungsten arc welding (GTAW) of a V-groove butt joint between 5-200mm thick SA-240 Gr.410/S41000 stainless steel pipe using a ER 410NiMo filler metal with a 2.4mm diameter.
3) Key welding parameters include a preheat of minimum 150°C, interpass temperature below 300°C, argon shielding gas at 10-20 l/min, welding in the 1G position, and a post weld heat
1) The document is a welding procedure specification (WPS) for welding stainless steel pipe at PT Stainless Steel Primavalve Majubersama.
2) The WPS specifies gas tungsten arc welding (GTAW) of a V-groove butt joint between 5-200mm thick SA-240 Gr.410/S41000 stainless steel pipe using a ER 410NiMo filler metal with a 2.4mm diameter.
3) Key welding parameters include a preheat of minimum 150°C, interpass temperature below 300°C, argon shielding gas at 10-20 l/min, welding in the 1G position, and a post weld heat
1) The document is a welding procedure specification (WPS) for welding stainless steel pipe at PT Stainless Steel Primavalve Majubersama.
2) The WPS specifies gas tungsten arc welding (GTAW) of a V-groove butt joint between 5-200mm thick SA-240 Gr.410/S41000 stainless steel pipe using a ER 410NiMo filler metal with a 2.4mm diameter.
3) Key welding parameters include a preheat of minimum 150°C, interpass temperature below 300°C, argon shielding gas at 10-20 l/min, welding in the 1G position, and a post weld heat
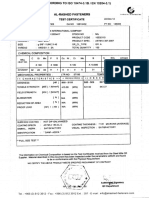
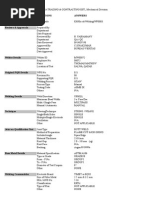
ASME Section IX - 2021 Company Name : PT STAINLESS STEEL PRIMAVALVE MAJUBERSAMA Welding Procedure Specification No. : WPS-SPV-017 Project Name : - Date : July 07, 2023 Supporting PQR No.(S) : PQR-SPV-019 Revision No. : 0 Welding Process(es) : GTAW Type(s) : Manual (Automatic, Manual, Machine, or Semi-Automatic) *JOINTS DETAILS (QW-402) Joint Design : V-GROOVE (BUTT JOINT) Root Spacing : 1-2 mm θ (Groove Angels: 60 ̊ Backing : N/A r (Root Gap) : 1-2 mm Backing Material (Type) : N/A f (Root Face) : 1-2 mm (Refer to both backing and retairners) T : 5-200 mm
*BASE METALS (QW-403)
P No : 6 Group No : 1 To P No. : 6 Group No : 1 Or Specification and type/grade or UNS number : SA-240 Gr.410 / S41000 To Specification and type/grade or UNS number : SA-240 Gr.410 / S41000 Or Chemical Analysis and Mechanical Properties : - to Chemical Analysis and Mechanical Properties : - Thickness Range Base Metal : Groove ALL Fillet Metal ALL Maximum Pass Thickness ≤ 1/2 in. (13 mm) : YES *FILLER METALS (QW-404) Welding Process GTAW Specification SFA No. SFA-5.9 AWS No. (Class) ER 410NiMo F No. 6 A No. 8 Size of Filler Metals Dia 2.4 mm Filler Metal Product Form Solid Supplemental Filler Metal N/A Weld Metal - Deposited Thickness Range - Groove ALL Fillet ALL Electrode-flux (Class) N/A Flux Type N/A Flux Trade Name N/A Consumable Insert N/A Other - *Each base metal-filler metal combination should be recorded individually POSITION (QW-405) POST WELD HEAT TREATMENT (QW-407) Position(s) of Groove 1G (Flat) Solution Treatment Welding Progression N/A Down N/A Heating Rate Temperature 200 ̊C/h Position(s) of Fillet ALL Holding Temperature 1000 ̊C - 1050 ̊C Holding Time 25 Minute PREHEAT (QW-406) Cooling Method Air Preheat Temparature, Minimum min 150 ̊C Interpass Temparatur, Maximum 300 ̊C Tempering 1 Preheat Maintenance Continuous Welding Heating Rate Temperature 200 ̊C/h Other Holding Temperature 600 ̊C - 630 ̊C Holding Time 6 Hours GAS (QW-408 Cooling Method Air in the furnace Percent Composition Gas(es) (Mixture) Flow Rate Tempering 2 Shielding Argon 99.99% 10-20 lt/min Heating Rate Temperature 200 ̊C/h Trailing N/A N/A N/A Holding Temperature 600 ̊C - 630 ̊C Backing Gas N/A N/A N/A Holding Time 6 Hours Cooling Method Air in the furnace PT. STAINLESS STEEL PRIMAVALVE MAJUBERSAMA Page 2 of 2
WELDING PROCEDURE SPECIFICATION (WPS)
ASME Section IX - 2021 WPS No. WPS-SPV-017 Rev. 0
Electrical Characteristic (QW-409)
Filler Metal Current Weld Layer Process Volt Range (V) Travel Speed (mm/min) Heat Input Size (mm) Class Type of Polarity Amperage Range (A) Root Pass GTAW 2.4 ER410NiMo DCEN 70-100 11-14 60-100 1,42 Kj/mm Hot Pass GTAW 2.4 ER410NiMo DCEN 100-130 14-17 90-120 1,42 Kj/mm Fill Pass GTAW 2.4 ER410NiMo DCEN 100-130 14-17 90-120 1,42 Kj/mm Cap Pass GTAW 2.4 ER410NiMo DCEN 130-175 17-19 110-140 1,42 Kj/mm Note : Above parameter are only recommendation, actual may be different Pulsing current N/A Tungsten Electrode Size Ø 2.4 Tungsten Electrode Type EWTh-2 (Pure Tungsten, 2% Thoriated, etc) Mode of Metal tranfer for GMAW (FCAW) N/A (Spray arc, Short Circuitng arc, etc)
Techniques (QW-410) String or Weave Bead String and Weaving Orifice, Nozzle, or Gas Cup Size 6-10 Initial and Interpass Cleaning (Brushing, Grinding, Etc) Brushing and Grinding Method of Back Gouging Arc air Gouging and / or Grinding if required Oscilation N/A Contact Tube to Work Distance N/A Multiple or Single Pass (Per Side) Multipass Multiple or Single Electrodes Single Electrode Electrodes Spacing N/A Peening N/A Closed to Out Chamber None Use of Thermal Process None
WELDING INSTRUCTION Before Welding 1. LPT shall be perform after thorough cleaning 2. The defects that can be repaired must be in a non-penetrating or non-through condition 5. Prepare the welding area by cleaning the surface from dirt, oil, paint, or other coatings and still fall within the qualification that allows for repair. 6. Perform preheat treatment. 3. Defect shall be marked from tip to tip 4. Traces of all penetrant shall be removed after completion
During Welding 1. Monitor the heat input during welding to prevent overheating and distortion of the workpiece. 2. Monitor the interpass temperature to avoid excessive heat buildup and maintain proper weld properties
After Welding 1. Perform a visual inspection of the weld to check for any visible defects. 2. Conduct non-destructive testing methods using LPT (Liquid Penetrant Testing) to detect any internal defects that may not be visible during visual inspection 3. Perform heat treatment according to the established procedure. 4. Grind or finish the weld to achieve the desired surface smoothness or contour.