Wps 22
Wps 22
Download as pdf or txt
You might also like
- BR Rozc Primer Is 2074Document1 pageBR Rozc Primer Is 2074Avishek GuptaNo ratings yet
- PQR Editable SampleDocument2 pagesPQR Editable SampleKoya ThangalNo ratings yet
- 121 T BW FPDocument4 pages121 T BW FPA. ΒρατσισταNo ratings yet
- EN 15614-1 Welding Procedure Qualification Record List: F - 7.5.1 - TI - (R00) - 02Document6 pagesEN 15614-1 Welding Procedure Qualification Record List: F - 7.5.1 - TI - (R00) - 02BasarNo ratings yet
- P. WpsDocument14 pagesP. WpsIsmiArdyNo ratings yet
- PQR (GMAW) - NotesDocument3 pagesPQR (GMAW) - Notesbibianamercado02No ratings yet
- WPS SS316Document4 pagesWPS SS316Budi Setia RahmanNo ratings yet
- WPS GmawDocument2 pagesWPS GmawBasel MohammadNo ratings yet
- WPS GTAW-SMAW h1Document1 pageWPS GTAW-SMAW h1Jesus Gabrielw Blanco GhostbustersIzNo ratings yet
- Sample Wps Carbon Steel GTAW SMAW PDFDocument2 pagesSample Wps Carbon Steel GTAW SMAW PDFirwanNo ratings yet
- Procedure Qualification Record (PQR)Document3 pagesProcedure Qualification Record (PQR)Njoku ChijiokeNo ratings yet
- PQR WPSDocument2 pagesPQR WPSMiguel Alejandro SierraNo ratings yet
- WPS-CS-113 Rev.1Document2 pagesWPS-CS-113 Rev.1Muhammad Bilal100% (2)
- Welding Record FormatDocument2 pagesWelding Record FormatGaurang PandyaNo ratings yet
- WPS - 004Document12 pagesWPS - 004MAT-LIONNo ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- 13794 MILL TEST CERTIFICATEDocument1 page13794 MILL TEST CERTIFICATEmousa.hrrawyNo ratings yet
- 03 WPS CS 1Document3 pages03 WPS CS 1mohammadNo ratings yet
- Welding Procedure Qualification Record: String or Weave Bead, Multipass, Single Electrode, Electrical Stick-Out:15-25mmDocument1 pageWelding Procedure Qualification Record: String or Weave Bead, Multipass, Single Electrode, Electrical Stick-Out:15-25mmBhanu Pratap ChoudhuryNo ratings yet
- Course Module 4Document6 pagesCourse Module 4Makise AghataNo ratings yet
- E WPQ Witness FormatDocument1 pageE WPQ Witness FormatBalkishan DyavanapellyNo ratings yet
- SF188 Rev 1 - Welder Qualification Test CertificateDocument1 pageSF188 Rev 1 - Welder Qualification Test CertificateMike BoyesNo ratings yet
- Prequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Document2 pagesPrequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Nuril VS theWorldNo ratings yet
- Procedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4Document4 pagesProcedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4tayyabNo ratings yet
- Afcons - WPS LIST For E410C Updated (31.08.2019)Document1 pageAfcons - WPS LIST For E410C Updated (31.08.2019)Neem LalNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- Final PQRDocument130 pagesFinal PQRAhamed Naufal CaNo ratings yet
- PQR FC-19-23.1Document2 pagesPQR FC-19-23.1cycsi02No ratings yet
- 316L CRO - SAW Study - Final ReportDocument24 pages316L CRO - SAW Study - Final ReportAshley JacksonNo ratings yet
- Joint Type: BW: Ikaw Na Maglagay NG DrawingDocument19 pagesJoint Type: BW: Ikaw Na Maglagay NG Drawingjiao longNo ratings yet
- PQRDocument2 pagesPQRRavi KumaranNo ratings yet
- CSM-QR-02-2, Medical Gas BPS TablesDocument8 pagesCSM-QR-02-2, Medical Gas BPS TablesaadmaadmNo ratings yet
- Welding Procedure Specification (WPS) Welding Procedure Specification No Supporting PQR Welding Process Preheat Applicable CodeDocument5 pagesWelding Procedure Specification (WPS) Welding Procedure Specification No Supporting PQR Welding Process Preheat Applicable Codeanon_499770No ratings yet
- 20-Samss-001 2019Document9 pages20-Samss-001 2019asimazami69No ratings yet
- Wps Non PWHTDocument193 pagesWps Non PWHTMaxwell G SihotangNo ratings yet
- WPS - 021Document13 pagesWPS - 021MAT-LIONNo ratings yet
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDocument7 pagesA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingNo ratings yet
- Welding Procedure Specification (WPS) : Page: 1/1Document5 pagesWelding Procedure Specification (WPS) : Page: 1/1Walid BdeirNo ratings yet
- Welding SAF2205 Tubes To CS TubesheetDocument2 pagesWelding SAF2205 Tubes To CS Tubesheetmasterdol1983No ratings yet
- Template BUTTDocument1 pageTemplate BUTTDylan TriggNo ratings yet
- Welders List - 11-01-2020Document4 pagesWelders List - 11-01-2020AhmedNo ratings yet
- EFR-190719-PQR-01 - Shell Vertical-Horizontal PDFDocument11 pagesEFR-190719-PQR-01 - Shell Vertical-Horizontal PDFIonut FloricaNo ratings yet
- WPS-PQR Gr. WCBDocument9 pagesWPS-PQR Gr. WCBansarmulla711No ratings yet
- Ornek PQR (ASME IX)Document2 pagesOrnek PQR (ASME IX)kaynakteknolojiNo ratings yet
- Welding Procedure Specification: WPS For Low Yeild Streght Carbon Steel Without PWHT (SMAW)Document1 pageWelding Procedure Specification: WPS For Low Yeild Streght Carbon Steel Without PWHT (SMAW)Lipika GayenNo ratings yet
- Data Sheet For Welding of Pressure Containing Equipment and PipingDocument9 pagesData Sheet For Welding of Pressure Containing Equipment and PipingPramod AthiyarathuNo ratings yet
- WPS106 6010 WPS 107 7024 Secondary and Post SecondaryDocument1 pageWPS106 6010 WPS 107 7024 Secondary and Post SecondaryahmedNo ratings yet
- Limak - Sawaed WpsDocument1 pageLimak - Sawaed WpsAlam MD SazidNo ratings yet
- 169 Gtaw Zug Asme (Fefri 5g) WPQDocument4 pages169 Gtaw Zug Asme (Fefri 5g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Quality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaDocument5 pagesQuality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaPetromat Oil and Gas Equipment Pvt. Ltd.No ratings yet
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- Saudi Aramco Test Report: Ultrasonic Test Report (Weld Overlay UT Examination) SATR-NDE-2006 24-Jul-18 NdeDocument9 pagesSaudi Aramco Test Report: Ultrasonic Test Report (Weld Overlay UT Examination) SATR-NDE-2006 24-Jul-18 Ndenadeem shaikhNo ratings yet
- QAP Seamless PipeDocument2 pagesQAP Seamless Pipechetan85No ratings yet
- Chem-Wps - PQR - WPQ-004 CS-SS 08-08 GtawDocument5 pagesChem-Wps - PQR - WPQ-004 CS-SS 08-08 Gtawvijay padaleNo ratings yet
- 177-Gmaw-Zug-Asme (Asep Wahyudi-3g) - WPQDocument4 pages177-Gmaw-Zug-Asme (Asep Wahyudi-3g) - WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Plantilla WPS (GMAW-MIG) Junta VDocument1 pagePlantilla WPS (GMAW-MIG) Junta Vjhojan garciaNo ratings yet
- SPL - PQR-WPS-SWPS SmawDocument7 pagesSPL - PQR-WPS-SWPS Smawgopuvinu4uNo ratings yet
- En10025 S355JRDocument2 pagesEn10025 S355JRananda_beloshe75100% (1)
- Wps 11Document2 pagesWps 11Avishek GuptaNo ratings yet
- WPS 19Document15 pagesWPS 19Avishek Gupta100% (1)
- Is 1367-Part 18-1996Document7 pagesIs 1367-Part 18-1996Avishek GuptaNo ratings yet
- Is 1367-Part 19-1997Document23 pagesIs 1367-Part 19-1997Avishek GuptaNo ratings yet
- Contractual - Overall Schedule - PEMEX - 88 Weeks - ATM Heaters - R8Document5 pagesContractual - Overall Schedule - PEMEX - 88 Weeks - ATM Heaters - R8Avishek GuptaNo ratings yet
- Is 1879-1987-Spec - For Malleable Ci Pipe FitingsDocument35 pagesIs 1879-1987-Spec - For Malleable Ci Pipe FitingsAvishek GuptaNo ratings yet
- Is 1367-Part Xii - 1981Document4 pagesIs 1367-Part Xii - 1981Avishek GuptaNo ratings yet
- Is 12427 - 2001-Fasteners For Transmission TowersDocument7 pagesIs 12427 - 2001-Fasteners For Transmission TowersAvishek GuptaNo ratings yet
- Berger Lumeros HR 123 Heat Resisting AluminiumDocument2 pagesBerger Lumeros HR 123 Heat Resisting AluminiumAvishek GuptaNo ratings yet
- IS 919 (Part 1) - 1993Document34 pagesIS 919 (Part 1) - 1993Avishek GuptaNo ratings yet
- File TopDocument1 pageFile TopAvishek GuptaNo ratings yet
- Is 1367-Part 14-1984Document12 pagesIs 1367-Part 14-1984Avishek GuptaNo ratings yet
- Dop Ce RGG - SignedDocument1 pageDop Ce RGG - SignedAvishek GuptaNo ratings yet
- Contractual - Overall Schedule - PEMEX - 88 Weeks - CDU Heaters - R8Document5 pagesContractual - Overall Schedule - PEMEX - 88 Weeks - CDU Heaters - R8Avishek GuptaNo ratings yet
- Contractual - Overall Schedule - PEMEX - 17months - CDU Heaters - R9Document5 pagesContractual - Overall Schedule - PEMEX - 17months - CDU Heaters - R9Avishek GuptaNo ratings yet
- Deoxaluminite Primer, 155-00: Johnson Manufacturing Company Safety Data SheetDocument4 pagesDeoxaluminite Primer, 155-00: Johnson Manufacturing Company Safety Data SheetAvishek GuptaNo ratings yet
- Berger Zinc Chromate Primer Pds - 9113Document2 pagesBerger Zinc Chromate Primer Pds - 9113Avishek GuptaNo ratings yet
- Berger Synthetic Enamel PaintDocument2 pagesBerger Synthetic Enamel PaintAvishek GuptaNo ratings yet
- JNKI-SOP-004-Welder Continuity Procedure - RevisionDocument3 pagesJNKI-SOP-004-Welder Continuity Procedure - RevisionAvishek GuptaNo ratings yet
- Jig Validation ProcedureDocument2 pagesJig Validation ProcedureAvishek Gupta100% (3)
- JNKI SOP 010 Visual Examination ProcedureDocument17 pagesJNKI SOP 010 Visual Examination ProcedureAvishek GuptaNo ratings yet
- JNKI-SOP-011-Holing ProcedureDocument2 pagesJNKI-SOP-011-Holing ProcedureAvishek GuptaNo ratings yet
- RT HandoverDocument26 pagesRT HandoverAvishek GuptaNo ratings yet
- Flame StraighteningDocument3 pagesFlame StraighteningAvishek Gupta100% (1)
- JNK India Pvt. LTD.: Radiographic Examination ReportDocument337 pagesJNK India Pvt. LTD.: Radiographic Examination ReportAvishek GuptaNo ratings yet
- JNK India Pvt. LTD.: Positive Material Identification ReportDocument84 pagesJNK India Pvt. LTD.: Positive Material Identification ReportAvishek GuptaNo ratings yet
- Radiant Coil Pass 2Document1 pageRadiant Coil Pass 2Avishek GuptaNo ratings yet
- 04a.cdu1b WTP RCDocument2 pages04a.cdu1b WTP RCAvishek GuptaNo ratings yet
- PP Aaa PP1 133Document24 pagesPP Aaa PP1 133Rabah AmidiNo ratings yet
- Control Engineering RevisionDocument4 pagesControl Engineering Revisionemlynmuriuki29No ratings yet
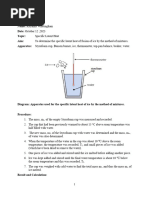
- CSEC Physics Expt. 8. Latent HeatDocument3 pagesCSEC Physics Expt. 8. Latent HeatWHITTINHGAM RAYANNANo ratings yet
- Quantum Engine of Vladimir LeonovDocument6 pagesQuantum Engine of Vladimir LeonovScatach Aoife100% (1)
- Compact Hydraulic Power PacksDocument31 pagesCompact Hydraulic Power PacksArslan Zulfiqar AhmedNo ratings yet
- Voe042 - en Climate in Perfection VT3 VC3Document170 pagesVoe042 - en Climate in Perfection VT3 VC3galhapretaNo ratings yet
- GDrive CURSOR 9 292 KWM at 1500 RPMDocument1 pageGDrive CURSOR 9 292 KWM at 1500 RPMНикита ВарзугинNo ratings yet
- Practice Test 016.2020Document6 pagesPractice Test 016.2020Dagny NguyenNo ratings yet
- Eds Sem Q.B FinalDocument70 pagesEds Sem Q.B FinalBalajeeNo ratings yet
- Race Tech - October 2021Document76 pagesRace Tech - October 2021fredNo ratings yet
- © Hatch Solar Co., Ltd. All Rights ReservedDocument3 pages© Hatch Solar Co., Ltd. All Rights ReservedPERONARDNo ratings yet
- 11: Quantum Physics - Topic Questions: Year Series Paper NumberDocument7 pages11: Quantum Physics - Topic Questions: Year Series Paper NumberVibhor PandeyNo ratings yet
- Research On The Type of Load of Accessing To Microgrid Based On ReliabilityDocument6 pagesResearch On The Type of Load of Accessing To Microgrid Based On ReliabilityPrisila DinantiNo ratings yet
- Energy Audit Literature ReviewDocument8 pagesEnergy Audit Literature Reviewbctfnerif100% (2)
- Isuzu Truck 4jb1 TC Engine Mechanical Specification StructureDocument6 pagesIsuzu Truck 4jb1 TC Engine Mechanical Specification Structureaudrey100% (54)
- District Cooling SystemsDocument29 pagesDistrict Cooling Systemsvikasverma20130No ratings yet
- Dual Fuel System: MLN Block 405, Algeria Operator TrainingDocument19 pagesDual Fuel System: MLN Block 405, Algeria Operator TrainingGUESSOUMANo ratings yet
- May MCQDocument304 pagesMay MCQH.D. MoDi.No ratings yet
- Comparative Study of GRIHA, LEED, BREEAM Rating Systems For Green BuildingDocument5 pagesComparative Study of GRIHA, LEED, BREEAM Rating Systems For Green BuildingMonika Gupta ce22m120No ratings yet
- 4btaa3 3G14Document3 pages4btaa3 3G14Dieselmotors ManNo ratings yet
- 8551G309 AscoDocument7 pages8551G309 AscoBrian YangNo ratings yet
- Design Criteria For Control System and InstrumentationDocument29 pagesDesign Criteria For Control System and InstrumentationkamelkolsiNo ratings yet
- Chemistry Grade 12 Electrochemical Reactions Part 1Document7 pagesChemistry Grade 12 Electrochemical Reactions Part 1mahafamorongwaNo ratings yet
- Unidad III Termo IDocument31 pagesUnidad III Termo IMusfirah AdeelNo ratings yet
- Electrical Power Distribution & Utilization: Practical Work BookDocument53 pagesElectrical Power Distribution & Utilization: Practical Work BookSagun KatuwalNo ratings yet
- Alaoji Pre-Comm & Comm ProcedureDocument15 pagesAlaoji Pre-Comm & Comm ProcedureIshola TaiwoNo ratings yet
- Fluid Mechanics & Fluid Machines (Book)Document271 pagesFluid Mechanics & Fluid Machines (Book)Shivam Agrahari0% (1)
- Poster PresentationsDocument7 pagesPoster PresentationsAkash KumarNo ratings yet
- Gkaffairs in GK Questions in English With Answers - CompressedDocument13 pagesGkaffairs in GK Questions in English With Answers - CompressedRaj B DNo ratings yet
- CIVIMEC Air Duct Design LectureDocument69 pagesCIVIMEC Air Duct Design LectureTroy DanielsNo ratings yet