SPTRS4257
SPTRS4257
Download as pdf or txt
You might also like
- Ranmj 05Document44 pagesRanmj 05itamarmarvitNo ratings yet
- LLBF 122FDocument1 pageLLBF 122FYefrain J. ArzolayNo ratings yet
- Description: Polypropylene 3273Document1 pageDescription: Polypropylene 3273ChivuAlexandruNo ratings yet
- HD Smooth Geomembrane MetricDocument1 pageHD Smooth Geomembrane MetricAndreas Erdian WijayaNo ratings yet
- DTM Bonding Primer: Protective & Marine CoatingsDocument4 pagesDTM Bonding Primer: Protective & Marine CoatingsAna CabreraNo ratings yet
- TDS (CPP Lamination-30Document1 pageTDS (CPP Lamination-30Zaheer AbbasNo ratings yet
- PolycarbonateDocument2 pagesPolycarbonatepuvitta sudeshilaNo ratings yet
- PolycarbonateDocument2 pagesPolycarbonateAdnan KhanNo ratings yet
- Magnum 3416 SC: Product InformationDocument2 pagesMagnum 3416 SC: Product InformationDridi BadredineNo ratings yet
- Special Characteristics:: Innoplus Ll7420DDocument1 pageSpecial Characteristics:: Innoplus Ll7420DFahad MohamedNo ratings yet
- Progrid® GBS: Glass Fibre Asphalt Geogrid With Self-Adhesive BackingDocument1 pageProgrid® GBS: Glass Fibre Asphalt Geogrid With Self-Adhesive Backingsukhoi474614No ratings yet
- Mdpe Dx800: Application / Use CaseDocument1 pageMdpe Dx800: Application / Use CaseJaime222No ratings yet
- Novapol TF 0338 e NovaDocument2 pagesNovapol TF 0338 e NovaJulio GarcíaNo ratings yet
- Technical Data HPDE GeomembraneDocument1 pageTechnical Data HPDE Geomembranemariodiogo75No ratings yet
- Dogger Bank ADocument11 pagesDogger Bank AGRZEGORZ GNo ratings yet
- FLEXmount 344 Series AdhesivesDocument4 pagesFLEXmount 344 Series Adhesiveshuynh thi y viNo ratings yet
- Dow Elite 5400G TDSDocument2 pagesDow Elite 5400G TDSAli RazuNo ratings yet
- BPC - BG HD 7000fDocument1 pageBPC - BG HD 7000fSLKM Engineering & ConsultantsNo ratings yet
- Technical Datasheet - Solumer 851T - EngDocument1 pageTechnical Datasheet - Solumer 851T - EngLennart BrugginkNo ratings yet
- KXNEDocument2 pagesKXNEJan GawełNo ratings yet
- CG 210NA-enUS-ASTMDocument1 pageCG 210NA-enUS-ASTMCristian Tomas Del Solar EspoueysNo ratings yet
- LL7410D1Document1 pageLL7410D1Nitin MaheshwariNo ratings yet
- LL22501Document2 pagesLL22501MohamadMostafaviNo ratings yet
- Datasheet 2102TN PDFDocument1 pageDatasheet 2102TN PDFjavadmohammadiNo ratings yet
- Diclad Series: Ptfe/Woven Fiberglass LaminatesDocument5 pagesDiclad Series: Ptfe/Woven Fiberglass LaminatesmaamriaNo ratings yet
- Technical Datasheet - Solumer 871 - EngDocument1 pageTechnical Datasheet - Solumer 871 - EngCristhian Villegas OrtizNo ratings yet
- Mechanical Properties: Cast Acrylic Tube - ClearDocument1 pageMechanical Properties: Cast Acrylic Tube - ClearRajendra LabadeNo ratings yet
- Total Caprano TD 30 - 40Document1 pageTotal Caprano TD 30 - 40Emiliano BoggianoNo ratings yet
- Compound Specification Sheet: CSP-938 Diesel Grade, Vinyl Ester, Gray SMCDocument1 pageCompound Specification Sheet: CSP-938 Diesel Grade, Vinyl Ester, Gray SMCBrian García AguirreNo ratings yet
- Exact 8201Document2 pagesExact 8201Kashif MuhammadNo ratings yet
- LL22502Document2 pagesLL22502MohamadMostafaviNo ratings yet
- DP03HDocument1 pageDP03HDiadam SharmaNo ratings yet
- Product Data: Titanpro Sm198Document1 pageProduct Data: Titanpro Sm198李万福No ratings yet
- SABIC® LLDPE - 119ZJ - Global - Technical - Data - SheetDocument2 pagesSABIC® LLDPE - 119ZJ - Global - Technical - Data - SheetgavintiandyNo ratings yet
- Description: Polypropylene 3270Document1 pageDescription: Polypropylene 3270ChivuAlexandruNo ratings yet
- Hdpe Geomembrane PermatheneDocument3 pagesHdpe Geomembrane Permatheneomar.hassanin1997No ratings yet
- Geomembrane Technical DataDocument1 pageGeomembrane Technical DataYusufAliMuktiNo ratings yet
- Lldpe 22501aa22501kjDocument2 pagesLldpe 22501aa22501kj李万福No ratings yet
- UK NatureFlex NMDocument2 pagesUK NatureFlex NMjituniNo ratings yet
- Ldpe HP4025ZN TDSDocument2 pagesLdpe HP4025ZN TDSmittalplaschemNo ratings yet
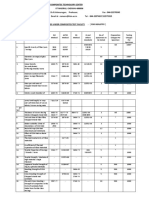
- Composites Test Facilities Madrass PDFDocument18 pagesComposites Test Facilities Madrass PDFNikesh ThammishettiNo ratings yet
- E Isoplast 302EZ ETPDocument1 pageE Isoplast 302EZ ETPaldozenNo ratings yet
- Bauma ATS Stage - V AGCOpdfDocument3 pagesBauma ATS Stage - V AGCOpdfNicolas WangNo ratings yet
- Nyco Grease GN 22 Air4222Document1 pageNyco Grease GN 22 Air4222muhammad_andinovaNo ratings yet
- RX 102 BLACK GREY 9141: Linear Low Density Polyethylene: ColourDocument1 pageRX 102 BLACK GREY 9141: Linear Low Density Polyethylene: ColourEetu SatosalmiNo ratings yet
- Acrylic Not Recc For ChlorinatedDocument2 pagesAcrylic Not Recc For ChlorinatedoktavNo ratings yet
- Titanpro 6531 MDocument1 pageTitanpro 6531 MErnesto CheguavaraNo ratings yet
- Dow Corning 813C Construction and Concrete Silicone Sealant: Product InformationDocument4 pagesDow Corning 813C Construction and Concrete Silicone Sealant: Product InformationVRVNo ratings yet
- H T NH A Lldpe 1002en TdsDocument1 pageH T NH A Lldpe 1002en TdsChu ChuNo ratings yet
- Ldpe HP0723JNDocument2 pagesLdpe HP0723JNChu ChuNo ratings yet
- LDF201FG R01Document1 pageLDF201FG R01Oscar Tan IIINo ratings yet
- Sabic Lldpe MG200024: PolymersDocument2 pagesSabic Lldpe MG200024: PolymersYoshie IwaiNo ratings yet
- Loctite 3D 3843 HDT60 High ToughDocument22 pagesLoctite 3D 3843 HDT60 High ToughShabi HadashNo ratings yet
- Technical Datasheet PRIMACOR 3460 EngDocument2 pagesTechnical Datasheet PRIMACOR 3460 EngarushtriumphNo ratings yet
- GM5340PRK enUS ASTMDocument2 pagesGM5340PRK enUS ASTMDuongthithuydungNo ratings yet
- 2024 Product CatalogDocument48 pages2024 Product CatalogSastro Achmad ApriyantoNo ratings yet
- Product Data: Titanpro For ThermoformingDocument1 pageProduct Data: Titanpro For ThermoformingFarah99hanNo ratings yet
- Certene L.A. LLBF-122D (Sustituto 11PG4) ActualizadaDocument1 pageCertene L.A. LLBF-122D (Sustituto 11PG4) ActualizadadianaNo ratings yet
- Lldpe FN810 (Octeno Sin Slip)Document2 pagesLldpe FN810 (Octeno Sin Slip)Hữu LộcNo ratings yet
- ELITE 5401G: Blown Film ResinDocument2 pagesELITE 5401G: Blown Film ResinEndayenew MollaNo ratings yet
- TAPPI - Sealing TheoryDocument29 pagesTAPPI - Sealing TheoryGeorge Derpl0% (1)
- 6 Defects To Avoid by Rightsizing Your Medical PackagingDocument2 pages6 Defects To Avoid by Rightsizing Your Medical PackagingGeorge DerplNo ratings yet
- EP 410 - Spring 2016 - PVD HomeworkDocument2 pagesEP 410 - Spring 2016 - PVD HomeworkGeorge DerplNo ratings yet
- PrimesDocument1 pagePrimesGeorge DerplNo ratings yet
- CodesDocument34 pagesCodesGeorge DerplNo ratings yet
- ConfigDocument1 pageConfigGeorge DerplNo ratings yet
- Search Google or Type URL: Gmail ImagesDocument1 pageSearch Google or Type URL: Gmail ImagesGeorge DerplNo ratings yet
- Design For Manufacturing Syllabus: ObjectivesDocument2 pagesDesign For Manufacturing Syllabus: ObjectivesGeorge DerplNo ratings yet
- Szasz - The Myth of Mental Illness PDFDocument6 pagesSzasz - The Myth of Mental Illness PDFGeorge Derpl100% (2)
- Pre-Class Preparation - Sheet MetalDocument1 pagePre-Class Preparation - Sheet MetalGeorge DerplNo ratings yet
- 101 SyllabusDocument5 pages101 SyllabusGeorge DerplNo ratings yet
- S2014 BE201 - Lecture 7 Filters - HandoutsDocument9 pagesS2014 BE201 - Lecture 7 Filters - HandoutsGeorge DerplNo ratings yet
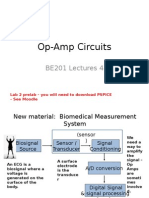
- Op-Amp Circuits: BE201 Lectures 4Document15 pagesOp-Amp Circuits: BE201 Lectures 4George DerplNo ratings yet
- Dehydrate Castor OilDocument1 pageDehydrate Castor OilherryNo ratings yet
- GlassDocument33 pagesGlassNeerajaNo ratings yet
- Segmental Concrete Bridges: International Case StudiesDocument4 pagesSegmental Concrete Bridges: International Case StudiesSantosoNo ratings yet
- Impression Material Book SummaryDocument1 pageImpression Material Book SummaryDR-RASHEED KHANNo ratings yet
- Quiruben M. Mera Engr. Landrito R. Pilao: S-1 Highline Builders CompanyDocument1 pageQuiruben M. Mera Engr. Landrito R. Pilao: S-1 Highline Builders CompanyHighline BuildersNo ratings yet
- Industrial Crops & Products: A A B B B ADocument8 pagesIndustrial Crops & Products: A A B B B ASiddharthBhasneyNo ratings yet
- An Experimentation Made On Plastic and Demolished Waste in Concrete MixDocument51 pagesAn Experimentation Made On Plastic and Demolished Waste in Concrete MixTarun Nayak SabavathNo ratings yet
- Cara Tiles ProfileDocument10 pagesCara Tiles ProfileHussain BagasrawalaNo ratings yet
- Air CellDocument3 pagesAir CellSathish Kumar ANo ratings yet
- Step-By-Step Guide For The Repair of Potholes Using The Romix Potfix Repair SystemDocument7 pagesStep-By-Step Guide For The Repair of Potholes Using The Romix Potfix Repair SystemStanley KouassiNo ratings yet
- Stone & Wood VeneerDocument18 pagesStone & Wood VeneerKanika AggarwalNo ratings yet
- HM 2019TableofContents PDFDocument64 pagesHM 2019TableofContents PDFPhuc Nguyen QuangNo ratings yet
- M V Great Concord Bunker Plan: DATE:-PORT: - TRIMDocument9 pagesM V Great Concord Bunker Plan: DATE:-PORT: - TRIMTharinSiriwardanaNo ratings yet
- Mae 1153 Mix Design With PfaDocument9 pagesMae 1153 Mix Design With PfaMohammad AL HaririNo ratings yet
- Stona Data 2020Document8 pagesStona Data 2020RahulNo ratings yet
- ME 118 Material Science Finals BAUTISTA BSME3BDocument2 pagesME 118 Material Science Finals BAUTISTA BSME3Bjethro ganeloNo ratings yet
- Flexure Behavior of Reinforced Masonry Assemblages Under Monotonic and Cyclic LoadingDocument12 pagesFlexure Behavior of Reinforced Masonry Assemblages Under Monotonic and Cyclic LoadingNanjund Rao KsNo ratings yet
- Mactex W2Document1 pageMactex W2Kyaw ThihaNo ratings yet
- Q245R PDFDocument2 pagesQ245R PDFAnonymous 9zykaX6T100% (1)
- Insolion FSDocument3 pagesInsolion FSkyn jessNo ratings yet
- Centoplex GLP 102 - 101 - 100 - 100 - 00 BHDocument2 pagesCentoplex GLP 102 - 101 - 100 - 100 - 00 BHsvntamil_159541837100% (4)
- SHABAN Booklet 11th EditionDocument224 pagesSHABAN Booklet 11th EditionEngineer Samih BarzaniNo ratings yet
- Metal Casting Design Considarations and EconomicsDocument31 pagesMetal Casting Design Considarations and EconomicsKishenNo ratings yet
- Coatings (E) FinalDocument8 pagesCoatings (E) FinalGhita-Mehedintu Gheorghe100% (1)
- Bill No. 6 - Blok Asrama LelakiDocument36 pagesBill No. 6 - Blok Asrama Lelakisitti drwsNo ratings yet
- Sport TechDocument34 pagesSport Techaqsa imranNo ratings yet
- Cement Manufacturing at A GlanceDocument2 pagesCement Manufacturing at A GlancelokeshkrjainNo ratings yet
- Learning Guide L1 Terminate and Connect WSDocument30 pagesLearning Guide L1 Terminate and Connect WSGizaw TadesseNo ratings yet
- Biomechanical Behaviour of Bulk-Fill Resin Composites in Class II RestorationsDocument7 pagesBiomechanical Behaviour of Bulk-Fill Resin Composites in Class II RestorationsBogdan HohaNo ratings yet