Cirrus: Fastener Identification and Torque Data
Cirrus: Fastener Identification and Torque Data
Download as pdf or txt
You might also like
- Kioti PX1002-AU Tractor Parts ManualDocument10 pagesKioti PX1002-AU Tractor Parts ManualLisakoly100% (1)
- SDLG958L Parts ManualDocument347 pagesSDLG958L Parts ManualBhawani Copy100% (1)
- Part ListDocument9 pagesPart ListMuhammad GaneshaNo ratings yet
- MAN 6G60ME-C9.5 Code BookDocument190 pagesMAN 6G60ME-C9.5 Code BookTech - Safe SeasNo ratings yet
- Swagelok Pipe FittingsDocument24 pagesSwagelok Pipe Fittingsgacm98100% (1)
- Cirrus: Fastener Identification and Torque DataDocument16 pagesCirrus: Fastener Identification and Torque Datar4airsalvageNo ratings yet
- FT Valvula Acero 300 LBS Crane 33xu.fDocument1 pageFT Valvula Acero 300 LBS Crane 33xu.fFernando CarreñoNo ratings yet
- Actuador neumatico SVF A2S-160-10-2 (2)Document12 pagesActuador neumatico SVF A2S-160-10-2 (2)Alberto aranaNo ratings yet
- Fig 47xu F Gate Cranefs Ds 1702 p136 1Document1 pageFig 47xu F Gate Cranefs Ds 1702 p136 1RonaldNo ratings yet
- 47XU F Gate CraneFS DS 1021 p103Document1 page47XU F Gate CraneFS DS 1021 p103Alexander HuamanNo ratings yet
- Brochure For AE3K 'True' Three-Way Block Body Threaded Ball ValvesDocument2 pagesBrochure For AE3K 'True' Three-Way Block Body Threaded Ball Valvesfrancis_15inNo ratings yet
- Brochure For AE3K 'True' Three-Way Block Body Threaded Ball ValvesDocument2 pagesBrochure For AE3K 'True' Three-Way Block Body Threaded Ball ValvesAsa ReidNo ratings yet
- Av2 SeriesDocument2 pagesAv2 SeriesAsa ReidNo ratings yet
- LViDocument3 pagesLViPauloHenriq99No ratings yet
- SR Series: J Flow ControlsDocument5 pagesSR Series: J Flow ControlsJimmy RojasNo ratings yet
- Fig 143XU Globe CraneFS DS 1702 P153 - 1Document1 pageFig 143XU Globe CraneFS DS 1702 P153 - 1atnkpr_vn9368No ratings yet
- Bellows Sealed Matering Valves BM Series (Ms-01-23) R3Document4 pagesBellows Sealed Matering Valves BM Series (Ms-01-23) R3herysyam1980No ratings yet
- Valv. Comp. Ansi 150 Crane Fig. 47xuDocument2 pagesValv. Comp. Ansi 150 Crane Fig. 47xujulio sanchez camonesNo ratings yet
- Api 602 Forged Steel Valve PDFDocument4 pagesApi 602 Forged Steel Valve PDFThomasFrenchNo ratings yet
- Api Check Valve CatalogDocument5 pagesApi Check Valve CatalogYony MarcianoNo ratings yet
- Series Ls SsDocument1 pageSeries Ls SsErik SitioNo ratings yet
- 143XU Globe CraneFS DS 1021 p121Document1 page143XU Globe CraneFS DS 1021 p121Cesar PlataNo ratings yet
- SankarDocument49 pagesSankarRavikumara TNo ratings yet
- Apecs 0250 Series Actuators: Spring ChartDocument2 pagesApecs 0250 Series Actuators: Spring Chartpan - panNo ratings yet
- CRANE-Ficha Tecnica-Valvula CompuertaDocument1 pageCRANE-Ficha Tecnica-Valvula CompuertaWillyam JiménezNo ratings yet
- Catalogue-Sprinkler Flexible HoseDocument8 pagesCatalogue-Sprinkler Flexible Hose조주현No ratings yet
- Glenfield 3700 ES 50-300Document2 pagesGlenfield 3700 ES 50-300huzaifaksa435No ratings yet
- Ms 01 147 PDFDocument17 pagesMs 01 147 PDFrinthusNo ratings yet
- Pipe Fittings - SwagelokDocument24 pagesPipe Fittings - SwagelokJagadish KumarNo ratings yet
- MS 01 147Document24 pagesMS 01 147Nabil ShaikhNo ratings yet
- Body Front End: Section 9RDocument14 pagesBody Front End: Section 9RJarry PotterNo ratings yet
- Gate Valves - Class 1500 - A105N - LRF PDFDocument1 pageGate Valves - Class 1500 - A105N - LRF PDFismailNo ratings yet
- FNW.60RDocument3 pagesFNW.60RMichael MarroquinNo ratings yet
- Swing Check Valve Submittal Sheet Series 1106Document4 pagesSwing Check Valve Submittal Sheet Series 1106Imtiyaz KhanNo ratings yet
- 02b Globe Valves Pressure SealDocument3 pages02b Globe Valves Pressure SealAndri AjaNo ratings yet
- Glenfield 3800 ES 350-600 2005)Document2 pagesGlenfield 3800 ES 350-600 2005)huzaifaksa435No ratings yet
- Grapa Tipo Pistola - MACLEAN AR-A0930Document1 pageGrapa Tipo Pistola - MACLEAN AR-A0930RogerNo ratings yet
- 8320 Dribble R1Document2 pages8320 Dribble R1jinaya5599No ratings yet
- Page 31 34Document4 pagesPage 31 34ISHAN VERMANo ratings yet
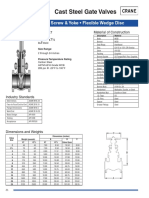
- Cast Steel Gate Valves: Class 150 - Outside Screw & Yoke - Flexible Wedge DiscDocument3 pagesCast Steel Gate Valves: Class 150 - Outside Screw & Yoke - Flexible Wedge DiscMina MagdyNo ratings yet
- Brosur Katalog Valve Flange Fitting Elbow Reducer Tee JakartaDocument13 pagesBrosur Katalog Valve Flange Fitting Elbow Reducer Tee JakartaAlvindo Catur SentosaNo ratings yet
- SMG Folder Emea EngDocument4 pagesSMG Folder Emea EngsyNo ratings yet
- Esw DSW 275362Document14 pagesEsw DSW 275362aptureinc100% (1)
- Steam Distribution and Condensate Collection Manifolds Usdm / UccmDocument2 pagesSteam Distribution and Condensate Collection Manifolds Usdm / UccmsiddheshNo ratings yet
- US Series W X F (New) 8-19Document1 pageUS Series W X F (New) 8-19Heriberto MejiaNo ratings yet
- Bellows-Sealed Metering Valves 5 BLZDocument5 pagesBellows-Sealed Metering Valves 5 BLZcarolyn58No ratings yet
- Fig 147XU Check CraneFS DS 1702 P100 1Document1 pageFig 147XU Check CraneFS DS 1702 P100 1Juan Carlos FernandezNo ratings yet
- KSEVKDocument2 pagesKSEVKngomanhlinh2009No ratings yet
- FP 700 EngineeringDocument8 pagesFP 700 EngineeringCarlos Alberto VargasNo ratings yet
- V4-CWD-A200: Double Door Check ValveDocument1 pageV4-CWD-A200: Double Door Check ValveArthur DeiparineNo ratings yet
- Data Sheet - UPRV R2-5Document4 pagesData Sheet - UPRV R2-5vipulsingh130No ratings yet
- 109 112 Ring Joints RTJDocument5 pages109 112 Ring Joints RTJDerick LopesNo ratings yet
- Forged Steel Gate Valve/Globe Valve/Check ValveDocument4 pagesForged Steel Gate Valve/Globe Valve/Check ValveNot BadNo ratings yet
- H RV100 e 2002 01 PDFDocument2 pagesH RV100 e 2002 01 PDFMELEK MECHRINo ratings yet
- Outfitting Quality StandardsDocument82 pagesOutfitting Quality Standardsdeepak.vectormarineNo ratings yet
- Catalogo Bombas AzcueDocument11 pagesCatalogo Bombas AzcueKate KingNo ratings yet
- 20090327134609-Meba Steel BrochureDocument4 pages20090327134609-Meba Steel BrochurezhorvatovicNo ratings yet
- Welding Inspection - SteelDocument154 pagesWelding Inspection - SteelRaj AryanNo ratings yet
- Ball Valve Full PortDocument2 pagesBall Valve Full PortHardik ShahNo ratings yet
- Ms Blind Bolts: Alloy Steel and A-286 StainlessDocument19 pagesMs Blind Bolts: Alloy Steel and A-286 StainlessJuan Fernando Quintero BalcazarNo ratings yet
- Threaded Piping: Carbon Steel Threaded Piping. Calculation of Man Hours with ExamplesFrom EverandThreaded Piping: Carbon Steel Threaded Piping. Calculation of Man Hours with ExamplesNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- SmppdataDocument2 pagesSmppdataMarco NiNo ratings yet
- Bott RaoulDocument19 pagesBott RaoulMarco NiNo ratings yet
- PHYS30201Document97 pagesPHYS30201Marco NiNo ratings yet
- QM Slides Eng 03Document13 pagesQM Slides Eng 03Marco NiNo ratings yet
- 同调代数 (周伯壎)Document380 pages同调代数 (周伯壎)Marco NiNo ratings yet
- GB3098 13Document5 pagesGB3098 13Marco NiNo ratings yet
- Stand Alone Munitions List 2022 1Document42 pagesStand Alone Munitions List 2022 1Marco NiNo ratings yet
- Lecture Notes UpdatesDocument51 pagesLecture Notes UpdatesMarco NiNo ratings yet
- Lendell - Engine CatalogueDocument27 pagesLendell - Engine CatalogueRommel Orozco CastellónNo ratings yet
- Lavadora Meka - Manaul de OperacionesDocument22 pagesLavadora Meka - Manaul de OperacionesJonathan Ramos PalominoNo ratings yet
- WHEEL BRAKE GROUP S/N 12V622-12V685 AND 13V1171-13V1520 Pg. 9.09 V150 SEBN2581-03E CAT LIFT TRUCK BRAKES 697329 WHEEL BRAKE GROUP S/N 12V622-12V685 AND 13V1171-13V1520 Pg. 9.09Document2 pagesWHEEL BRAKE GROUP S/N 12V622-12V685 AND 13V1171-13V1520 Pg. 9.09 V150 SEBN2581-03E CAT LIFT TRUCK BRAKES 697329 WHEEL BRAKE GROUP S/N 12V622-12V685 AND 13V1171-13V1520 Pg. 9.09اشرف صابرNo ratings yet
- Method of Dry Construction of Prefabricated ReinfoDocument8 pagesMethod of Dry Construction of Prefabricated Reinfokartikai sharmaNo ratings yet
- Etl01 CCS5000-GB1Document61 pagesEtl01 CCS5000-GB1Darko TrpkovskiNo ratings yet
- Procedure To Install A New Starter Motor For Certain 216B3 and 226B3 Skid Steer Loaders (1453) (M0095483-00)Document14 pagesProcedure To Install A New Starter Motor For Certain 216B3 and 226B3 Skid Steer Loaders (1453) (M0095483-00)Guido Emanuel SteinbachNo ratings yet
- 5 1 Calpak Products Mark5 ManualDocument55 pages5 1 Calpak Products Mark5 ManualΑΝΑΣΤΑΣΙΟΣ ΣΑΦΡΙΔΗΣ100% (1)
- GSUS EN CLIPS RailLok-Clip-BG20 2017-10 R3.0-1Document2 pagesGSUS EN CLIPS RailLok-Clip-BG20 2017-10 R3.0-1Jani BondNo ratings yet
- Sur Ron Light Bee Service ManualDocument55 pagesSur Ron Light Bee Service Manualglc2.inozaNo ratings yet
- Rev - A - Asp 10011 - SPC - 07-08-2020Document134 pagesRev - A - Asp 10011 - SPC - 07-08-2020Cuong Nguyen100% (2)
- Takeuchi TB153FR Book BJ2Z000 PM 03200Document320 pagesTakeuchi TB153FR Book BJ2Z000 PM 03200rok.feleNo ratings yet
- Dump Vessel DV15: Without TAIL GATEDocument33 pagesDump Vessel DV15: Without TAIL GATEAqshoNo ratings yet
- 00.83 & 82 Hardware ListDocument3 pages00.83 & 82 Hardware ListAjaykumar VaidyaNo ratings yet
- 1206 2WD Rigid TractorDocument167 pages1206 2WD Rigid TractorPieter Botha100% (1)
- MXIIA AssemblymanualDocument79 pagesMXIIA AssemblymanualAndy SetiawanNo ratings yet
- Offset Flail Mowers: OFM3678, OFM3690 & OFM3698Document38 pagesOffset Flail Mowers: OFM3678, OFM3690 & OFM3698gomezcabellojosemanuelNo ratings yet
- Flange Bolt DesignDocument8 pagesFlange Bolt DesignAsit SuyalNo ratings yet
- hm126 ManualDocument84 pageshm126 ManualManuel SchimenzNo ratings yet
- PPM 526Document28 pagesPPM 526muhammad puatNo ratings yet
- 450MT 全车零件装配手册-带编号Document86 pages450MT 全车零件装配手册-带编号jiaavi21No ratings yet
- Manual Información Técnica de Makita EBH252UDocument40 pagesManual Información Técnica de Makita EBH252Umanuel carrilloNo ratings yet
- Mud Pump Gardner Denver PZ-7 PZG99EDocument22 pagesMud Pump Gardner Denver PZ-7 PZG99EPrajna Satya100% (1)
- CPI SI 150cc FRAMEDocument49 pagesCPI SI 150cc FRAMEhellomotos68370No ratings yet
- DSS Cie 2 2023Document1 pageDSS Cie 2 2023Ujwal UjwalNo ratings yet
- Manual Starter: Section 8A - Recoil StarterDocument16 pagesManual Starter: Section 8A - Recoil Starteribrahimvisham99No ratings yet
- 80 Ton Spare Part List DurmaDocument9 pages80 Ton Spare Part List DurmaMarchenko AlexejNo ratings yet
- IO-540-J-K-M-N-P-R Parts Catalog PC-215-2Document122 pagesIO-540-J-K-M-N-P-R Parts Catalog PC-215-2Mark Jerome HernandezNo ratings yet