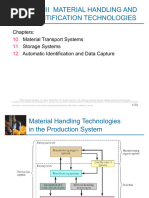
CH 10 Material Transport Systems
CH 10 Material Transport Systems
Download as pdf or txt
You might also like
- 10 - Material Transport SystemDocument50 pages10 - Material Transport SystemMas Ehsan Ehsan100% (2)
- Second Quarter Summative Test in MAPEH 8Document3 pagesSecond Quarter Summative Test in MAPEH 8Jeaneth Raquepo92% (51)
- Part Iii Material Handling and Identification TechnologiesDocument50 pagesPart Iii Material Handling and Identification TechnologiesTooling ganeshNo ratings yet
- Index Fossils of The PhilippinesDocument3 pagesIndex Fossils of The PhilippinesAlgin Michael SabacNo ratings yet
- Crispus Attucks Anniversary Special SectionDocument30 pagesCrispus Attucks Anniversary Special SectionmatteyerNo ratings yet
- Part Iii Material Handling and Identification TechnologiesDocument50 pagesPart Iii Material Handling and Identification TechnologiesMuhammad Owais AwanNo ratings yet
- Material Handling GrooverDocument50 pagesMaterial Handling GrooverMiguel Angel GarcíaNo ratings yet
- Lecture 3 - Material Handling and Identification TechnologiesDocument50 pagesLecture 3 - Material Handling and Identification Technologieskien.le2008No ratings yet
- Cad/Cam/Cim: Unit - VDocument61 pagesCad/Cam/Cim: Unit - VAravind MohanNo ratings yet
- CH 11 Storage SystemsDocument20 pagesCH 11 Storage Systemssrinathgudur11No ratings yet
- Ch11Document20 pagesCh11Anonymous gcnVYyUb1No ratings yet
- Unit 1 CHDocument44 pagesUnit 1 CHSumeet JadhavNo ratings yet
- Ch01 IntroductionDocument33 pagesCh01 IntroductionNsovo ShimangeNo ratings yet
- Ch11Document20 pagesCh11raamNo ratings yet
- Automation in Production Systems - GDLCDocument33 pagesAutomation in Production Systems - GDLCAjinkya DeshmukhNo ratings yet
- Ch01 PpttihtuhggDocument33 pagesCh01 PpttihtuhggMr. Laraib AliNo ratings yet
- ISE324 Ch01Document33 pagesISE324 Ch012777100% (1)
- CH 01 AhmadDocument34 pagesCH 01 AhmadAhmad RamahiNo ratings yet
- Ch01Document33 pagesCh01sakali aliNo ratings yet
- Ch01Document33 pagesCh01Akcent AdrianNo ratings yet
- P Grover 1Document33 pagesP Grover 1Annisa Puspa MustikaNo ratings yet
- Ch01Document33 pagesCh01giri123aeroNo ratings yet
- Chapter 1 P.GrooverDocument33 pagesChapter 1 P.GrooverSeptiyan Adi NugrohoNo ratings yet
- Sand Casting: Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. GrooverDocument38 pagesSand Casting: Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. GrooverShoaib HassanNo ratings yet
- 1 IntroductionnDocument34 pages1 IntroductionnMahra AlfalasiNo ratings yet
- Week1 Intro To Production SystemsDocument33 pagesWeek1 Intro To Production Systemssireetharan99100% (1)
- Ch19Document52 pagesCh19Naseeb Ullah TareenNo ratings yet
- Storage SystemsDocument46 pagesStorage SystemscharukantraoNo ratings yet
- Automated Assembly systems-Part2-Ch19-studentDocument53 pagesAutomated Assembly systems-Part2-Ch19-studentbasma osamaNo ratings yet
- Lecture 5 - FMSnota FMSDocument44 pagesLecture 5 - FMSnota FMSInvictus SevenfoldNo ratings yet
- 1-Lect9-Automated Production Lines - StudentDocument50 pages1-Lect9-Automated Production Lines - Studentbasma osamaNo ratings yet
- 01.automated Production LinesDocument28 pages01.automated Production Linesk.ghanemNo ratings yet
- ppt01-214919Document28 pagesppt01-214919khalil alhatabNo ratings yet
- CH 1 IntroductionDocument28 pagesCH 1 IntroductionhammamNo ratings yet
- 02.automated Assembly SystemsDocument28 pages02.automated Assembly SystemsAnuragShrivastavNo ratings yet
- Ch02 AhmadDocument39 pagesCh02 AhmadAhmad RamahiNo ratings yet
- 67047-Ch14 BaruDocument48 pages67047-Ch14 BaruDanielNo ratings yet
- 4.1 CMM and MVDocument30 pages4.1 CMM and MVSRI RAMNo ratings yet
- Chapter 3 Manufacturing Metrics and EconomicsDocument15 pagesChapter 3 Manufacturing Metrics and Economicstomocih624No ratings yet
- CH 24Document22 pagesCH 24jaumeserretpujol72No ratings yet
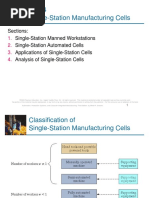
- CH 14 Single-Station Manufacturing CellsDocument41 pagesCH 14 Single-Station Manufacturing CellsMuhammad Owais AwanNo ratings yet
- UNIT 1 - Introduction To Material Handling EquipmentsDocument21 pagesUNIT 1 - Introduction To Material Handling Equipmentsayalsewdres21No ratings yet
- UNIT 1 - Introduction To Material Handling EquipmentsDocument20 pagesUNIT 1 - Introduction To Material Handling EquipmentsAdugna GosaNo ratings yet
- Manual Assembly LinesDocument55 pagesManual Assembly LinesPraveen P JoseNo ratings yet
- 01.automated Production LinesDocument28 pages01.automated Production LinesRanjanNo ratings yet
- Day 2 - Packaging & Material HandlingDocument25 pagesDay 2 - Packaging & Material Handlingyannickdion17No ratings yet
- 1 Material Handling and Identification TechnologiesDocument75 pages1 Material Handling and Identification TechnologiesPavan Teja100% (1)
- Ise314 ch24Document22 pagesIse314 ch24Sourav AhmedNo ratings yet
- 21MT53 Module 2 NotesDocument9 pages21MT53 Module 2 NotesShashank ShashankNo ratings yet
- Overview of Manufacturing: Chapters: Manufacturing Operations Manufacturing Models and MetricsDocument49 pagesOverview of Manufacturing: Chapters: Manufacturing Operations Manufacturing Models and MetricsAnuragShrivastavNo ratings yet
- Ch14Document46 pagesCh14Hildandi NlgögmhnNo ratings yet
- Materials HandlingDocument6 pagesMaterials HandlingRose LopezNo ratings yet
- CH 18 Transfer Lines and Similar Automated Manufacturing SystemsDocument28 pagesCH 18 Transfer Lines and Similar Automated Manufacturing SystemsNabeel AhmadNo ratings yet
- 11-Flexible ManufacturingDocument58 pages11-Flexible ManufacturingMahra AlfalasiNo ratings yet
- Material Handling & PackagingDocument20 pagesMaterial Handling & PackagingHarshitha ReddyNo ratings yet
- Group TechnologyDocument39 pagesGroup Technologyanon_106272691No ratings yet
- Cellular Manufacturing - CH 18Document38 pagesCellular Manufacturing - CH 18hamba allahNo ratings yet
- A Study On Stress Management With SpeciaDocument64 pagesA Study On Stress Management With SpeciaajmalkahnNo ratings yet
- Material Handling Repair and Maintenance of Equipment: Insider Secrets to SuccessFrom EverandMaterial Handling Repair and Maintenance of Equipment: Insider Secrets to SuccessNo ratings yet
- Robot Operating System (ROS): The Complete Reference (Volume 3)From EverandRobot Operating System (ROS): The Complete Reference (Volume 3)No ratings yet
- Architecture and Design of the Linux Storage Stack: Gain a deep understanding of the Linux storage landscape and its well-coordinated layersFrom EverandArchitecture and Design of the Linux Storage Stack: Gain a deep understanding of the Linux storage landscape and its well-coordinated layersNo ratings yet
- Course SyllabusDocument2 pagesCourse SyllabusNader MedhatNo ratings yet
- 4 13 PBDocument17 pages4 13 PBhebroniswell126No ratings yet
- The Enmity Cycle (One Shot Nível 4 - PF2E)Document68 pagesThe Enmity Cycle (One Shot Nível 4 - PF2E)Pedro HenriqueNo ratings yet
- Nashua Plainfield CSD Old Middle School Demolition SpecificationsDocument107 pagesNashua Plainfield CSD Old Middle School Demolition SpecificationsTina EvansNo ratings yet
- Islamic Relief USA Is Expensive Zakat - by Ahmed ShaikhDocument7 pagesIslamic Relief USA Is Expensive Zakat - by Ahmed ShaikhAbe E.A.No ratings yet
- Lions The Majestic Predators of The SavannaDocument3 pagesLions The Majestic Predators of The Savannamagaheg439No ratings yet
- George Lamming's "The Occasion For Speaking" - A Postcolonial DiscourseDocument2 pagesGeorge Lamming's "The Occasion For Speaking" - A Postcolonial DiscourseIJELS Research Journal100% (1)
- Managerial Economics in A Global Economy, 5th Edition by Dominick SalvatoreDocument21 pagesManagerial Economics in A Global Economy, 5th Edition by Dominick SalvatoreDianja ApriandaNo ratings yet
- The 7 Main Story Elements and Why They MatterDocument11 pagesThe 7 Main Story Elements and Why They MatterΠΡΟΔΡΟΜΟΣ100% (3)
- UCL Enrolment Form 0Document1 pageUCL Enrolment Form 0kimngkq96No ratings yet
- Aircraft Noise Management WEBDocument16 pagesAircraft Noise Management WEByudisomadinataNo ratings yet
- Mental Health of Higher Education Students (Cr231)Document93 pagesMental Health of Higher Education Students (Cr231)MrxNo ratings yet
- Araling Panlipunan4Document11 pagesAraling Panlipunan4rudy fed cruzNo ratings yet
- Types of Feature ArticlesDocument3 pagesTypes of Feature ArticlesRosalinda EsternonNo ratings yet
- Comment On The Significance of The Title of The Novel TamasDocument4 pagesComment On The Significance of The Title of The Novel TamasPramodKumarSinghNo ratings yet
- Arthurs Bar Menu September 2022Document1 pageArthurs Bar Menu September 2022AlforrecawwwwwNo ratings yet
- Numbers GameDocument2 pagesNumbers GameKarenliambrycejego RagragioNo ratings yet
- SQA As Service DumpsDocument5 pagesSQA As Service Dumpsrajneesh302No ratings yet
- Dakshinamurthy Stotram: Dhyanam and Original TextDocument16 pagesDakshinamurthy Stotram: Dhyanam and Original TextTur111No ratings yet
- Azure PaaSDocument3 pagesAzure PaaSNew sonNo ratings yet
- Q3: PRS 412 2 / 6 / 2014: Faculty of Dentistry Removable Prosthodontics DepartmentDocument3 pagesQ3: PRS 412 2 / 6 / 2014: Faculty of Dentistry Removable Prosthodontics DepartmentHassan TantawyNo ratings yet
- Electrical PartsDocument135 pagesElectrical PartsTaller Núñez RepuestosNo ratings yet
- Abdomen-Clinicals - PDF Version 1Document11 pagesAbdomen-Clinicals - PDF Version 1hamzabhayatNo ratings yet
- BOOKSDocument11 pagesBOOKSlagiabao890No ratings yet
- 3.del Rosario vs. Far East Bank & Trust Company, 537 SCRA 571, October 31, 2007Document18 pages3.del Rosario vs. Far East Bank & Trust Company, 537 SCRA 571, October 31, 2007Eyah LoberianoNo ratings yet
- Assignment 4: 7 EditionDocument1 pageAssignment 4: 7 EditionMuhammad Bilal JunaidNo ratings yet
- Toolkit S Installation GuideDocument49 pagesToolkit S Installation GuideΓιώργος ΚαΐτσαςNo ratings yet