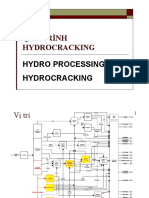
Hydrocracking
Hydrocracking
Download as docx, pdf, or txt
You might also like
- Catalytic Cracking PresentationDocument24 pagesCatalytic Cracking Presentationvarunkumar415No ratings yet
- AGCO Beauvais Engineering: General Specification For Cast IronsDocument8 pagesAGCO Beauvais Engineering: General Specification For Cast IronsRafa Lopez PuigdollersNo ratings yet
- Hydrocracking TechnologyDocument11 pagesHydrocracking TechnologyAsad SaeedNo ratings yet
- 3 Coking ProcessesDocument26 pages3 Coking ProcessesFranklin Revill100% (1)
- HydrocrackingDocument33 pagesHydrocrackingNikita SeleznevNo ratings yet
- Thermal and Catalytic Convesion ProcessDocument54 pagesThermal and Catalytic Convesion ProcessSaiPavanNo ratings yet
- Assignment NO 3:: Question 1: Define Cracking. Classify Cracking OperationsDocument6 pagesAssignment NO 3:: Question 1: Define Cracking. Classify Cracking OperationsMilan MoradiyaNo ratings yet
- Tolaz Yasin. Reactor ReportDocument11 pagesTolaz Yasin. Reactor ReportAram Nasih MuhammadNo ratings yet
- Fluid Catalytic Cracking and HydrocrackingDocument31 pagesFluid Catalytic Cracking and HydrocrackingIntanti Mulana PutriNo ratings yet
- W6 HydrocrackingDocument36 pagesW6 HydrocrackingIkhmal FirdausNo ratings yet
- Module 3: Liquid Fossil Fuel (Petroleum) Lecture 22: Secondary ProcessingDocument7 pagesModule 3: Liquid Fossil Fuel (Petroleum) Lecture 22: Secondary Processingapi-256504985No ratings yet
- Cracking, Visbreaking, Coking and PropertiesDocument12 pagesCracking, Visbreaking, Coking and Propertiesteyiv23540No ratings yet
- Hydrogen Production: P A R T 6Document34 pagesHydrogen Production: P A R T 6Bharavi K SNo ratings yet
- 8 Hydrocracking Vs Catalytic CrackingDocument2 pages8 Hydrocracking Vs Catalytic CrackingAbhinav ShankarNo ratings yet
- Chapter 5a - HydrocrackingDocument26 pagesChapter 5a - Hydrocrackingazizia harmes0% (1)
- Module 3: Liquid Fossil Fuel (Petroleum) Lecture 22: Secondary ProcessingDocument7 pagesModule 3: Liquid Fossil Fuel (Petroleum) Lecture 22: Secondary Processingaditya kumarNo ratings yet
- Hydrogen ProductionDocument31 pagesHydrogen ProductionSajid Ali100% (1)
- 0.2 HydrocrackingDocument26 pages0.2 HydrocrackingEsteban Lopez Arboleda100% (1)
- Uop Unicracking Process For Hydrocracking: Donald AckelsonDocument12 pagesUop Unicracking Process For Hydrocracking: Donald AckelsonBharavi K SNo ratings yet
- Thermal CrackingDocument6 pagesThermal CrackingShashank SrivastavaNo ratings yet
- 1 s2.0 092058618785006X MainDocument21 pages1 s2.0 092058618785006X MainAnelisa Lima das MercesNo ratings yet
- Catalytic Reforming: KnownDocument14 pagesCatalytic Reforming: KnownPriscilaPrzNo ratings yet
- Introduction To Petroleum Technology - 3Document21 pagesIntroduction To Petroleum Technology - 3Anish VazeNo ratings yet
- Petroleum Technology Two MarkDocument26 pagesPetroleum Technology Two Markdhanagopal saiNo ratings yet
- Petroleum Refinery: Soran University Petroleum Engineering DepartmentDocument24 pagesPetroleum Refinery: Soran University Petroleum Engineering Departmentmustafa sfNo ratings yet
- Module 3: Liquid Fossil Fuel (Petroleum) Lecture 20: Secondary ProcessingDocument8 pagesModule 3: Liquid Fossil Fuel (Petroleum) Lecture 20: Secondary Processingapi-256504985No ratings yet
- CrackingDocument32 pagesCrackingMuhammad HAmAd QureshiNo ratings yet
- Nguyễn Đức Bình - 2112900 Role of the gasifier?Document8 pagesNguyễn Đức Bình - 2112900 Role of the gasifier?thien.le1811No ratings yet
- Wikiepdia - Cracking Chemistry)Document6 pagesWikiepdia - Cracking Chemistry)Azrul NizamNo ratings yet
- Chương 5 HydroCrackingDocument23 pagesChương 5 HydroCrackingAn Lê TrườngNo ratings yet
- HydrotreatingPoster PDFDocument1 pageHydrotreatingPoster PDFekosmind100% (2)
- Design of Dieselmax UnitDocument168 pagesDesign of Dieselmax Unitengr_aqeel0% (1)
- Background And: Introducti OnDocument173 pagesBackground And: Introducti Onengr_aqeelNo ratings yet
- Chương 5 HydroCracking (TT)Document35 pagesChương 5 HydroCracking (TT)An Lê TrườngNo ratings yet
- HD Ro FinishingDocument6 pagesHD Ro FinishingMuhammad sherazNo ratings yet
- Uop Unicracking Process For Hydrocracking: Donald AckelsonDocument12 pagesUop Unicracking Process For Hydrocracking: Donald AckelsonNguyễn Hoàng Bảo TrânNo ratings yet
- Hydrocracking TechnologyDocument12 pagesHydrocracking TechnologyAlaa El-sherbinNo ratings yet
- CH414 PRE (Hydrocracking)Document22 pagesCH414 PRE (Hydrocracking)Ali Daniyal AwanNo ratings yet
- Lecture6 - Hydro Cracking Operation in RefineryDocument3 pagesLecture6 - Hydro Cracking Operation in RefineryBipradeep GhoshNo ratings yet
- Hydrogen Production by Steam Reforming Chemical Engineering ProcessingDocument8 pagesHydrogen Production by Steam Reforming Chemical Engineering ProcessingviettiennguyenNo ratings yet
- HDTB SectorDocument7 pagesHDTB SectorPartha AichNo ratings yet
- CrackingDocument28 pagesCrackingzaraNo ratings yet
- Hydroprocessing Pilot PlantsDocument4 pagesHydroprocessing Pilot PlantsNattapong PongbootNo ratings yet
- Hydro ProcessingDocument24 pagesHydro Processingjeygar12No ratings yet
- AfesDocument12 pagesAfesSwaminathan KalimuthuNo ratings yet
- Coking and Thermal ProcessesDocument8 pagesCoking and Thermal ProcessesWulandariNo ratings yet
- Process DescriptionDocument9 pagesProcess DescriptionnoelNo ratings yet
- Cong Nghe ButamerDocument21 pagesCong Nghe Butamertunganh1110No ratings yet
- Coal LiquificationDocument10 pagesCoal Liquificationfaizfrasat123No ratings yet
- Alhaji Massoud Juma - Petroleum AssignmentDocument9 pagesAlhaji Massoud Juma - Petroleum AssignmentAlhaj MassoudNo ratings yet
- Refinery BasicsDocument31 pagesRefinery Basicsanurag100% (1)
- Catalytic Cracking3Document12 pagesCatalytic Cracking3Abdurabu AL-MontaserNo ratings yet
- Unit - II Process in Organic Chemical manufacture-II HydrogenationDocument15 pagesUnit - II Process in Organic Chemical manufacture-II HydrogenationMaahir AppNo ratings yet
- Petrochemical Technology: Boä Moân CNCB Daàu Khí, Khoa CNHH, ÑH Baùch Khoa Tp. HCMDocument21 pagesPetrochemical Technology: Boä Moân CNCB Daàu Khí, Khoa CNHH, ÑH Baùch Khoa Tp. HCMviettiennguyenNo ratings yet
- UOP Fluidized Catalytic Cracking Process: Presented byDocument31 pagesUOP Fluidized Catalytic Cracking Process: Presented byLaurensNo ratings yet
- Penex Process PDFDocument49 pagesPenex Process PDFAhmed Mohamed KhalilNo ratings yet
- HydroprocessingDocument18 pagesHydroprocessinghala mrayanNo ratings yet
- Catalytic Hydrocracking Mechanisms and VDocument15 pagesCatalytic Hydrocracking Mechanisms and Vhidrastar123No ratings yet
- Catalytic Conversion of Methane To Hydrogen Using Nickle Catalyst in A Palladium Membrane ReactorDocument15 pagesCatalytic Conversion of Methane To Hydrogen Using Nickle Catalyst in A Palladium Membrane ReactorRakeshKumarNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- User Manual 1039Document16 pagesUser Manual 1039marina.kozinaNo ratings yet
- European Steel and Alloy Grades: S235JRG2 (1.0038)Document2 pagesEuropean Steel and Alloy Grades: S235JRG2 (1.0038)farshid KarpasandNo ratings yet
- Gpoe 2022 PDFDocument341 pagesGpoe 2022 PDFApper kumariNo ratings yet
- Company Profile Updated June 2022Document13 pagesCompany Profile Updated June 2022taufiq_hidayat_1982No ratings yet
- ISO 1461 en ISO 1461 Standard Galvanizing SpecificationsDocument6 pagesISO 1461 en ISO 1461 Standard Galvanizing Specificationsakiruna.001No ratings yet
- Aisi 1018 Carbon Steel (Uns g10180)Document4 pagesAisi 1018 Carbon Steel (Uns g10180)Parvendar ratheeNo ratings yet
- 2019 - 1.17. Postupci Spajanja Plastičnih MasaDocument33 pages2019 - 1.17. Postupci Spajanja Plastičnih MasaticmaNo ratings yet
- Kepital F20 - 03Document2 pagesKepital F20 - 03Kumaar RanjanNo ratings yet
- Mateen Bolt Flyer - Feb 28 15Document1 pageMateen Bolt Flyer - Feb 28 15sean.hoffmanNo ratings yet
- Anti-Corrosion Methods and Materials: Article InformationDocument17 pagesAnti-Corrosion Methods and Materials: Article Informationsrinidhikumar7No ratings yet
- AB-036914 - Support Details of Nozzle & Manways For Castable - SAUDI ARAMCODocument1 pageAB-036914 - Support Details of Nozzle & Manways For Castable - SAUDI ARAMCOAkhil GeorgeNo ratings yet
- A732a732m 12247Document6 pagesA732a732m 12247Ilham PaneNo ratings yet
- Gemi - N - Ada Kullan - Lan Metalik Malzemeler - Retim Teknikleri, Klaslama Ve Sertifikaland - Rma (#877972) - 1568759Document9 pagesGemi - N - Ada Kullan - Lan Metalik Malzemeler - Retim Teknikleri, Klaslama Ve Sertifikaland - Rma (#877972) - 1568759Mario Enrique RojasNo ratings yet
- GEHO Experience Autoclave Feed-May 2016Document2 pagesGEHO Experience Autoclave Feed-May 2016Sandy ZhangNo ratings yet
- 2022 Brochure - Bomanite MicrotopDocument2 pages2022 Brochure - Bomanite MicrotopGemma LamosteNo ratings yet
- Unit - II - Composite Materials (A)Document47 pagesUnit - II - Composite Materials (A)patlninadNo ratings yet
- Gek9250 70-70-00Document4 pagesGek9250 70-70-00ZakiHaunaNo ratings yet
- Structuro W420 QTRDocument2 pagesStructuro W420 QTRm.basim.technitalNo ratings yet
- Lesson 2 Engg Materials MEEN 30233 March 11 2024Document21 pagesLesson 2 Engg Materials MEEN 30233 March 11 2024Marc Efren RoxasNo ratings yet
- Group One Final ReportDocument240 pagesGroup One Final ReportshafikNo ratings yet
- Unit 4 Revision Powerpoint.154259368Document56 pagesUnit 4 Revision Powerpoint.1542593689672No ratings yet
- Lisca - Lingerie Catalog II Autumn Winter 2013Document76 pagesLisca - Lingerie Catalog II Autumn Winter 2013OvidiuNo ratings yet
- Particleboard Lec. 4Document10 pagesParticleboard Lec. 4aree.adelNo ratings yet
- List of Handicraft ExportersDocument38 pagesList of Handicraft ExportersMSME Chamber of Commerce and Industry of IndiaNo ratings yet
- Apollo Industries - WireMesh - TrayDocument13 pagesApollo Industries - WireMesh - Trayaryan banchhorNo ratings yet
- Engg Management - Chapter - 10Document9 pagesEngg Management - Chapter - 10John Rexel CaroNo ratings yet
- Tle-Ia 6Document9 pagesTle-Ia 6Fhem YahNo ratings yet
- Cadangan Naiktaraf Tapak Senaman Di Taman Permainan S.ODocument28 pagesCadangan Naiktaraf Tapak Senaman Di Taman Permainan S.Ohazwan ramliNo ratings yet
- JSS 3 Basic TecDocument3 pagesJSS 3 Basic TecTriplejayartNo ratings yet