Valves For Industrial Applications
Valves For Industrial Applications
Download as pdf or txt
You might also like
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- Valve Types and ApplicationsDocument82 pagesValve Types and Applicationsrajeshn1100% (1)
- Valve Case StudyDocument10 pagesValve Case StudycynthiaNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- Darcy's Law Exercise and ProblemsDocument23 pagesDarcy's Law Exercise and ProblemsWandy Gunawan100% (7)
- Plug ValveDocument5 pagesPlug ValveNyoman RakaNo ratings yet
- Control Valve TypesDocument30 pagesControl Valve Typesgad480No ratings yet
- Gate ValvesDocument13 pagesGate Valvesyessa gamuedaNo ratings yet
- Valves Used in Fire Protection SystemDocument20 pagesValves Used in Fire Protection SystemrashalNo ratings yet
- SectionDocument14 pagesSectionFelicia TanNo ratings yet
- Product Range: Gate Valve / Sluice ValveDocument6 pagesProduct Range: Gate Valve / Sluice ValveTanmoy DuttaNo ratings yet
- Making of Most of ValvesDocument12 pagesMaking of Most of ValvesShaikh MateenNo ratings yet
- BioChem Pinch Valve User ManualDocument33 pagesBioChem Pinch Valve User ManualthynameisraymondNo ratings yet
- A Needle Valve Is A Type of Valve Having A Small Port and A ThreadedDocument3 pagesA Needle Valve Is A Type of Valve Having A Small Port and A ThreadedNhat Thanh DangNo ratings yet
- A Ball Valve À Boisseau SphériqueDocument5 pagesA Ball Valve À Boisseau Sphériqueفوزي بنصرNo ratings yet
- Different Valve Types, Applications & SuitabilityDocument10 pagesDifferent Valve Types, Applications & SuitabilityGrazel MDNo ratings yet
- Isolation Valves - Linear MovementDocument9 pagesIsolation Valves - Linear MovementEmad A.AhmadNo ratings yet
- Piping AuxiliariesDocument12 pagesPiping AuxiliariesarchitNo ratings yet
- These Are Two Different Types of Ball ValvesDocument18 pagesThese Are Two Different Types of Ball Valvesgabi_nanaNo ratings yet
- Ball ValveDocument3 pagesBall ValveSwapvaibNo ratings yet
- Process Valv HandbookDocument14 pagesProcess Valv Handbookdenim89100% (2)
- Isolation Valve Linear MovementDocument8 pagesIsolation Valve Linear MovementAjit PatilNo ratings yet
- Design and Analysis of High Pressure Globe Valve Body With Two ElementsDocument6 pagesDesign and Analysis of High Pressure Globe Valve Body With Two ElementsCarlos HinostrozaNo ratings yet
- ValvesDocument82 pagesValvespuru55980100% (1)
- 1.1 Introduction To Gate ValveDocument15 pages1.1 Introduction To Gate ValveSURESHNo ratings yet
- Valve & Type of ValesDocument82 pagesValve & Type of Valesvipinct83% (6)
- Additional_Valves and Control ValvesDocument113 pagesAdditional_Valves and Control ValvesNiña GabrielleNo ratings yet
- Ball ValvesDocument14 pagesBall ValvesMalik DaniyalNo ratings yet
- Types of FittingsDocument22 pagesTypes of Fittingsroronoa zoro100% (1)
- Butterfly ValveDocument8 pagesButterfly Valveswapnil PATIL100% (1)
- ValvesDocument108 pagesValvesGautam Wayse100% (1)
- Types of ValvesDocument6 pagesTypes of ValvesersgdNo ratings yet
- Diaphragm ValveDocument4 pagesDiaphragm ValveNyoman RakaNo ratings yet
- ASCEDocument14 pagesASCEpaulo_rieloffNo ratings yet
- 4 Guidance On Valve Type SelectionDocument86 pages4 Guidance On Valve Type SelectionKrista OneillNo ratings yet
- Butterfly ValveDocument4 pagesButterfly ValveKannan Kris100% (1)
- Isolation ValvesDocument10 pagesIsolation ValvesnotiadraNo ratings yet
- Asce PDFDocument14 pagesAsce PDFpaulo_rieloffNo ratings yet
- Butterfly Valve Info PDFDocument14 pagesButterfly Valve Info PDFCS100% (1)
- ValvesDocument22 pagesValvesimsarvesh05No ratings yet
- (A) 12.02 Pipeline Ancillaries - Isolation Valves - Rotary Movement (Spirax-Sarco, 2005)Document14 pages(A) 12.02 Pipeline Ancillaries - Isolation Valves - Rotary Movement (Spirax-Sarco, 2005)lyly209No ratings yet
- ValvesDocument42 pagesValvesSundara MoorthyNo ratings yet
- Fisher Control Valve Sourcebook - Power and Severe ServiceDocument220 pagesFisher Control Valve Sourcebook - Power and Severe Servicemtrj59100% (1)
- Check Valves (83BS)Document2 pagesCheck Valves (83BS)Anwar SyedNo ratings yet
- Gate Valve For Piping (Api 600, 602, 603) : Key SpecificationsDocument14 pagesGate Valve For Piping (Api 600, 602, 603) : Key Specificationsswapnil PATILNo ratings yet
- Introduction To ValvesDocument6 pagesIntroduction To ValvesMohamed Al-OdatNo ratings yet
- Large Size Quarter Turn Control Valves Can Improve Safety in PipelinesDocument19 pagesLarge Size Quarter Turn Control Valves Can Improve Safety in PipelinesgpuzoneNo ratings yet
- Valves: Training Centre Monday, April 21, 2014Document77 pagesValves: Training Centre Monday, April 21, 2014Abdullah Sabry Azzam100% (1)
- Globe ValveDocument6 pagesGlobe ValveNyoman RakaNo ratings yet
- Well HeadDocument13 pagesWell Headmuhammadtayyab_87100% (1)
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- Centrifugal PumpDocument16 pagesCentrifugal PumpJag MasterNo ratings yet
- SDM 143 eDocument20 pagesSDM 143 eseaqu3st100% (1)
- Text Book List 2006 - 2007: University of Bristol Department of Civil EngineeringDocument9 pagesText Book List 2006 - 2007: University of Bristol Department of Civil EngineeringAssad Mohammed AliNo ratings yet
- Concentric Reducer (FRP)Document3 pagesConcentric Reducer (FRP)Zed WangNo ratings yet
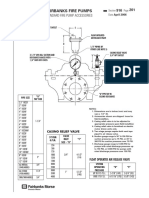
- Fire Pump AccessoriesDocument23 pagesFire Pump AccessoriesMuhammad ArslanNo ratings yet
- Operation & Maintenance: Period Highlight: Manpower PlanningDocument1 pageOperation & Maintenance: Period Highlight: Manpower PlanningMuhammad Prima JayaNo ratings yet
- Sub Module 13.14 HYDRAULIC (ATA 29)Document55 pagesSub Module 13.14 HYDRAULIC (ATA 29)UMAMA ALEEMNo ratings yet
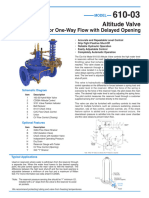
- Altitude Valve: For One-Way Flow With Delayed OpeningDocument4 pagesAltitude Valve: For One-Way Flow With Delayed Openingramon duldulaoNo ratings yet
- Lecture 8 - Control ValvesDocument35 pagesLecture 8 - Control ValvesMohamed SalaheldinNo ratings yet
- Salah MansiaDocument5 pagesSalah Mansiakhalel shalaldahNo ratings yet
- Wet Riser NewDocument19 pagesWet Riser NewFaiz SalimNo ratings yet
- Experiment 1 Control ValvesDocument26 pagesExperiment 1 Control Valvesabu hassan100% (1)
- 7235 EngDocument1 page7235 EngMarlon TurnerNo ratings yet
- Check ValvesDocument8 pagesCheck ValvesNilesh MistryNo ratings yet
- Valve Standard TableDocument8 pagesValve Standard TableAmit PandeyNo ratings yet
- DACE Labour Norms Plastic Piping Tables V2Document3 pagesDACE Labour Norms Plastic Piping Tables V2Amir AbazaNo ratings yet
- ML11139A273 - Owner's Report of Inservice Inspection, Form NIS-1San Onofre Nuclear Generating Station, Unit 3 - 2011Document255 pagesML11139A273 - Owner's Report of Inservice Inspection, Form NIS-1San Onofre Nuclear Generating Station, Unit 3 - 2011EnformableNo ratings yet
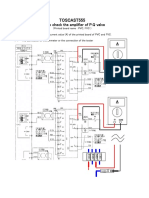
- PQ TOS555 How To Check PQ Amplifier (During Pump Run)Document3 pagesPQ TOS555 How To Check PQ Amplifier (During Pump Run)mike100% (1)
- LS-32001-BCR Benchtop Reactor Teaching Unit Process Flow Dia PDFDocument1 pageLS-32001-BCR Benchtop Reactor Teaching Unit Process Flow Dia PDFMohammad Amir AliNo ratings yet
- Hydraulics 1Document50 pagesHydraulics 1Vivek Verma100% (2)
- Hydraulics in Civil and Environmental EngineeringDocument3 pagesHydraulics in Civil and Environmental EngineeringDanNo ratings yet
- Brake SystemDocument3 pagesBrake SystemThahirullah KhalidNo ratings yet
- Perhitungan Buble To SCFH SCFMDocument1 pagePerhitungan Buble To SCFH SCFMCold HeartNo ratings yet
- DM-2208-0626A - DC Mobile HydraulicsDocument7 pagesDM-2208-0626A - DC Mobile HydraulicsARIEF PRIYANTONo ratings yet
- Scc500e Hyd SchematicDocument34 pagesScc500e Hyd Schematicبيشوى هيبةNo ratings yet
- Mahalakshmi Service Station - Majjigepura PesoDocument1 pageMahalakshmi Service Station - Majjigepura PesoDileep K MahadevaiahNo ratings yet
- Project Name Mount Meru India PVT - LTD Date Project No 447 Rev. No System Softener System Preapared By: BOQ Checked byDocument1 pageProject Name Mount Meru India PVT - LTD Date Project No 447 Rev. No System Softener System Preapared By: BOQ Checked byKunjan SutharNo ratings yet
- CE309 Water Resources Engineering PDFDocument3 pagesCE309 Water Resources Engineering PDFAshker DxNo ratings yet
- 6 P 54202Document1 page6 P 54202Robles DreschNo ratings yet