(8D) Format
(8D) Format
Download as xlsx, pdf, or txt
You might also like
- Anjali: ASUS Product Service FormDocument1 pageAnjali: ASUS Product Service FormSagar KingerNo ratings yet
- Gaurav: ASUS Product Service FormDocument1 pageGaurav: ASUS Product Service FormSagar KingerNo ratings yet
- Shubham Kumar (Flipkart: ASUS Product Service FormDocument1 pageShubham Kumar (Flipkart: ASUS Product Service FormShubham Kumar100% (1)
- Shubham Kumar (Flipkart: ASUS Product Service FormDocument1 pageShubham Kumar (Flipkart: ASUS Product Service FormShubham KumarNo ratings yet
- Minutes of MRM: STANDARD: IATF 16949: 2016Document7 pagesMinutes of MRM: STANDARD: IATF 16949: 2016Raja Durai100% (2)
- Minutes of MRM: STANDARD: IATF 16949: 2016Document7 pagesMinutes of MRM: STANDARD: IATF 16949: 2016Raja Durai100% (2)
- Engineering Change / Process Change Request Form: MDT ApprovalDocument4 pagesEngineering Change / Process Change Request Form: MDT ApprovalRaja Durai100% (2)
- Computer Science: Project FileDocument11 pagesComputer Science: Project FileharpriyaminhasNo ratings yet
- Preview API Architecture BookDocument26 pagesPreview API Architecture BookMatthias Biehl100% (1)
- Flash Report & OPLDocument3 pagesFlash Report & OPLqa1.tubexindiaNo ratings yet
- Surface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODDocument7 pagesSurface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODBALACHANDAR SNo ratings yet
- 8D Front Map Pocket Short MoldDocument10 pages8D Front Map Pocket Short MoldNirmal polyplastic100% (1)
- TI EXCAT 07 Bucket Crack (Halqi Marupa)Document2 pagesTI EXCAT 07 Bucket Crack (Halqi Marupa)Jack SetengahNo ratings yet
- 03.05.08.2021-SP2I U2 Jumper-Stud MixupDocument4 pages03.05.08.2021-SP2I U2 Jumper-Stud MixupjmohamednabiNo ratings yet
- Cartoner Cdi 73Document22 pagesCartoner Cdi 73Ritche Lim BragaisNo ratings yet
- BS-VI Projects For Panipat Refinery - Hydrogen Generation Unit (HGU) Daily Progress ReportDocument1 pageBS-VI Projects For Panipat Refinery - Hydrogen Generation Unit (HGU) Daily Progress ReportsusantaNo ratings yet
- Ld-001 Cambio de Sello Vidrio Puerta LHDocument1 pageLd-001 Cambio de Sello Vidrio Puerta LHJuan PerezNo ratings yet
- Mal MSHE C194 Side Discoloration IR 2019.03.28 Rev.01Document11 pagesMal MSHE C194 Side Discoloration IR 2019.03.28 Rev.01mohd irshahrezal muhamad rasidiNo ratings yet
- Problem Solving 8D Report: D1: Form The TeamDocument16 pagesProblem Solving 8D Report: D1: Form The TeamgalaxycomponentsqualityNo ratings yet
- Moaa Francesca Osano: ASUS Product Service FormDocument1 pageMoaa Francesca Osano: ASUS Product Service FormPaul John MayoNo ratings yet
- Trucks Service Program Trucks: PI0734, Fuse Identification Decal CorrectionDocument4 pagesTrucks Service Program Trucks: PI0734, Fuse Identification Decal CorrectionAndre Paul MektronikNo ratings yet
- 'Ac Ae 2024 015Document4 pages'Ac Ae 2024 015Anthony GalindoNo ratings yet
- Abnormality Report For 2GS AM Dent ProblemDocument1 pageAbnormality Report For 2GS AM Dent ProblemKumaravelNo ratings yet
- KWPG2-EN-FRM-009 REV C FMEA-Bracket KUDocument8 pagesKWPG2-EN-FRM-009 REV C FMEA-Bracket KUMyst ToganNo ratings yet
- RAPPORT 8D SoverepDocument7 pagesRAPPORT 8D SoverepSarah ADNANENo ratings yet
- BS-VI Projects For Panipat Refinery - Hydrogen Generation Unit (HGU) Daily Progress ReportDocument1 pageBS-VI Projects For Panipat Refinery - Hydrogen Generation Unit (HGU) Daily Progress Reportsusanta100% (1)
- 21-01-19 JSS PROGRESS WA500-3 PT. Adimitra Baratama NusantaraDocument25 pages21-01-19 JSS PROGRESS WA500-3 PT. Adimitra Baratama Nusantarabigar bernadhusNo ratings yet
- 8D Double Punch in WW 17mmDocument1 page8D Double Punch in WW 17mmmoonlight toolsNo ratings yet
- Initial Punch List - WWTP - 17.12.2018 - Final FinalDocument10 pagesInitial Punch List - WWTP - 17.12.2018 - Final FinalBebe BucătaruNo ratings yet
- Mahindra Bolt Loosening Issue 3.10.2017Document24 pagesMahindra Bolt Loosening Issue 3.10.2017Sridharan VenkatNo ratings yet
- Cpar NCR 06 Ykk TWNDocument1 pageCpar NCR 06 Ykk TWNAhmad Rais RuliNo ratings yet
- CM-ELEC - (61 and 73) - SEND TO MGPS AT (04-11-2020) ReprintDocument2 pagesCM-ELEC - (61 and 73) - SEND TO MGPS AT (04-11-2020) Reprintali morisyNo ratings yet
- 10-Qua-15 F01 Deviation Request Format-01.12.2019Document1 page10-Qua-15 F01 Deviation Request Format-01.12.2019Rohit SoniNo ratings yet
- Adobe Scan Apr 25, 2023Document1 pageAdobe Scan Apr 25, 2023Dîo ÂrûñNo ratings yet
- 8D Report: Vasanth - Production Engineer Vijaykumar - Quality Head Prabhakaran - Final in Charge Premkumar-CNC OperatorDocument4 pages8D Report: Vasanth - Production Engineer Vijaykumar - Quality Head Prabhakaran - Final in Charge Premkumar-CNC OperatorVasanth KumarNo ratings yet
- GM Machining CP REV 03Document17 pagesGM Machining CP REV 03Suraj RawatNo ratings yet
- Cm-Elec - (10 To 10) - Send To MGPS at (20-01-2021)Document1 pageCm-Elec - (10 To 10) - Send To MGPS at (20-01-2021)Ali AlmorisyNo ratings yet
- Pdir B0y46408Document1 pagePdir B0y46408Shankar JadhavNo ratings yet
- Control Plan-06Document2 pagesControl Plan-06PARI VALLALNo ratings yet
- Machining PFMEADocument8 pagesMachining PFMEASuraj RawatNo ratings yet
- Cm-Mech - (42 To 43) - Send To MGPS at ( 27-07-2020)Document2 pagesCm-Mech - (42 To 43) - Send To MGPS at ( 27-07-2020)ali morisyNo ratings yet
- Complaint AnalysisDocument8 pagesComplaint AnalysisJKP OperationNo ratings yet
- 2953 Thrad TightDocument6 pages2953 Thrad TightRohit QualityNo ratings yet
- D10414410a Fmea CastingDocument7 pagesD10414410a Fmea CastingSuraj RawatNo ratings yet
- MOAA Ulysis Geraldino: ASUS Product Service FormDocument1 pageMOAA Ulysis Geraldino: ASUS Product Service FormPaul John MayoNo ratings yet
- Workshop BD Report 30-APR-2020Document23 pagesWorkshop BD Report 30-APR-2020Rohit Om TiwariNo ratings yet
- Painting Procedure Rev02Document23 pagesPainting Procedure Rev02bouchoucha2019jebaliNo ratings yet
- Cm-Elec - (07 To 07) - Send To MGPS at (15-01-2021)Document1 pageCm-Elec - (07 To 07) - Send To MGPS at (15-01-2021)Ali AlmorisyNo ratings yet
- DESCON HSE Report FormatDocument66 pagesDESCON HSE Report FormatMustafa Ricky Pramana Se100% (1)
- Atac 113 Pfmea R10 IatfDocument50 pagesAtac 113 Pfmea R10 IatfAzlan MustaphaNo ratings yet
- Replacement FormDocument2 pagesReplacement Formkumarvarun3162No ratings yet
- Without Punch Part Mix: Customer/Supplier / in Plant Quality Problem Analysis and Countermeasure Sheet (5 - Rule)Document13 pagesWithout Punch Part Mix: Customer/Supplier / in Plant Quality Problem Analysis and Countermeasure Sheet (5 - Rule)Rohtash fastnerNo ratings yet
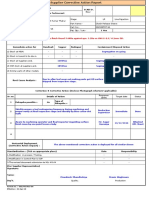
- VERIFICATION / CHECK POINTS (Implementation of Countermeasures in Process & Documentation With Date)Document1 pageVERIFICATION / CHECK POINTS (Implementation of Countermeasures in Process & Documentation With Date)amritanshuNo ratings yet
- 8D A1390908101 Problem - Fitment IussueDocument22 pages8D A1390908101 Problem - Fitment IussuePANKAJ CHAUHANNo ratings yet
- Saudi Aramco Oil Company: SECTION 03210 Epoxy Coated Concrete ReinforcementDocument8 pagesSaudi Aramco Oil Company: SECTION 03210 Epoxy Coated Concrete Reinforcementsaneela bibiNo ratings yet
- Title Front Wheel Was Not Stability: QIC Report Identification 2NCXM2020059-00Document3 pagesTitle Front Wheel Was Not Stability: QIC Report Identification 2NCXM2020059-00Rt OpNo ratings yet
- Ge Sill PFD PDFDocument1 pageGe Sill PFD PDFRavikumar BojjaNo ratings yet
- Workshop BD Report 21-APR-2020Document16 pagesWorkshop BD Report 21-APR-2020Rohit Om TiwariNo ratings yet
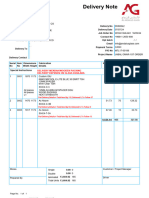
- Delivery Note: Delivery-Mekkah/Wooden Packing Delivery Depends On Glass AvailabilDocument1 pageDelivery Note: Delivery-Mekkah/Wooden Packing Delivery Depends On Glass AvailabilMOHAMMAD HESHAM ALMUALLIMNo ratings yet
- Kaizen 2Document1 pageKaizen 2Venkatesh BmNo ratings yet
- Hyva 149 End Cover Fitment Direction WrongDocument1 pageHyva 149 End Cover Fitment Direction WrongRenju ChandranNo ratings yet
- HSIN-200122-19 LC42A220032J CT Pad Over - Peel OffDocument1 pageHSIN-200122-19 LC42A220032J CT Pad Over - Peel OffIQC HEESUNGNo ratings yet
- Failure Analysis Report DT2377 Engine DamperDocument14 pagesFailure Analysis Report DT2377 Engine DamperEng PLM ACPNo ratings yet
- p21mcm Up Lg-Tail-1 Lop Aesthetic 02062023Document8 pagesp21mcm Up Lg-Tail-1 Lop Aesthetic 02062023Salma Elle mangadNo ratings yet
- CST ProblemsDocument47 pagesCST ProblemsRaja DuraiNo ratings yet
- QA-R-30 Interim Containment Action (ICA)Document2 pagesQA-R-30 Interim Containment Action (ICA)Raja DuraiNo ratings yet
- QA-R-12 Calibration History CardDocument1 pageQA-R-12 Calibration History CardRaja DuraiNo ratings yet
- Ip Whitelisting ProcessDocument7 pagesIp Whitelisting ProcessRaja DuraiNo ratings yet
- Sigma Forging & Forming PVT LTD.,: First Off Middle Off Last OffDocument2 pagesSigma Forging & Forming PVT LTD.,: First Off Middle Off Last OffRaja Durai100% (1)
- Work PlanDocument2 pagesWork PlanRaja DuraiNo ratings yet
- QA-R-25 Sorting or Resorting Record SheetDocument6 pagesQA-R-25 Sorting or Resorting Record SheetRaja DuraiNo ratings yet
- Stock Status (RM + WIP + Plating + FG)Document2 pagesStock Status (RM + WIP + Plating + FG)Raja DuraiNo ratings yet
- Master List of RecordsDocument21 pagesMaster List of RecordsRaja DuraiNo ratings yet
- QA-R-26 Rework Record SheetDocument6 pagesQA-R-26 Rework Record SheetRaja DuraiNo ratings yet
- Process Validation Record: Format No.: - DateDocument2 pagesProcess Validation Record: Format No.: - DateRaja DuraiNo ratings yet
- CR Appointment LetterDocument1 pageCR Appointment LetterRaja DuraiNo ratings yet
- 06 Production Handing Over ReportDocument1 page06 Production Handing Over ReportRaja DuraiNo ratings yet
- Ico Appointment LetterDocument1 pageIco Appointment LetterRaja DuraiNo ratings yet
- Part Submission Warrant: Yes NoDocument1 pagePart Submission Warrant: Yes NoRaja DuraiNo ratings yet
- 04 Alternate Process ControlDocument24 pages04 Alternate Process ControlRaja DuraiNo ratings yet
- Designation: Engineer Time Work Contents Dept Name: DateDocument6 pagesDesignation: Engineer Time Work Contents Dept Name: DateRaja DuraiNo ratings yet
- 02 Manufacturing Process Design InputsDocument3 pages02 Manufacturing Process Design InputsRaja DuraiNo ratings yet
- Calibration List FormatDocument7 pagesCalibration List FormatRaja DuraiNo ratings yet
- Resignation LetterDocument1 pageResignation LetterRaja DuraiNo ratings yet
- Denso MSIL VSA Followup Audit Finding DT 06.11.2020Document3 pagesDenso MSIL VSA Followup Audit Finding DT 06.11.2020Raja DuraiNo ratings yet
- Quote Ref:CMMT/CH/19-20/1421-A1: QuotationDocument1 pageQuote Ref:CMMT/CH/19-20/1421-A1: QuotationRaja DuraiNo ratings yet
- Sieves V GrainsizeclassificationDocument1 pageSieves V GrainsizeclassificationDamaries Velázquez GalarzaNo ratings yet
- !python Scripting For Spatial Data Processing PDFDocument194 pages!python Scripting For Spatial Data Processing PDFSiAgam DevinfoNo ratings yet
- PolicyCenter 10 Data Sheet Whats New enDocument2 pagesPolicyCenter 10 Data Sheet Whats New enDineshDevaNo ratings yet
- Product DatasheetDocument1 pageProduct Datasheetأبو أميرNo ratings yet
- TM 1 1680 361 10 PDFDocument117 pagesTM 1 1680 361 10 PDFAntonius448No ratings yet
- Delonghi Magnifica S Ecam 21117bDocument21 pagesDelonghi Magnifica S Ecam 21117bFrancisco José Valtuille RamosNo ratings yet
- T4E Brochure (US Version)Document12 pagesT4E Brochure (US Version)VCNo ratings yet
- CT Sizing Calculation of 11kV System Rev0 Ver3Document91 pagesCT Sizing Calculation of 11kV System Rev0 Ver3rajinipre-1100% (2)
- PLanta Casa Update No SeleccionaDocument1 pagePLanta Casa Update No SeleccionaangieNo ratings yet
- Number System: Name - Nishika Swami Class - 7 B Roll No. 30Document6 pagesNumber System: Name - Nishika Swami Class - 7 B Roll No. 30Vansh SwamiNo ratings yet
- Generic Data Access Layer in ADODocument25 pagesGeneric Data Access Layer in ADOanandnathtiwariNo ratings yet
- Lec 01 - Steel and Introduction To AISC Steel ManualDocument26 pagesLec 01 - Steel and Introduction To AISC Steel ManualbilalNo ratings yet
- 38 Evans Street, Fairfield Heights (Structure)Document2 pages38 Evans Street, Fairfield Heights (Structure)patel nikunj rNo ratings yet
- Design, Layout and Construction of Food Premises and EquipmentsDocument5 pagesDesign, Layout and Construction of Food Premises and EquipmentsSharifah Farhana Al-KhairedNo ratings yet
- The Chopper Builders Handbook Notch-O-Matic' Tube Notcher The DesignDocument26 pagesThe Chopper Builders Handbook Notch-O-Matic' Tube Notcher The Designgww25100% (2)
- 6 Electromagnetic Fields and WavesDocument25 pages6 Electromagnetic Fields and WavesGuruhEkoHarySaputroNo ratings yet
- Microsoft MB2-716 ExamDocument10 pagesMicrosoft MB2-716 Examexamkiller0% (2)
- StsDocument7 pagesStsStiffany GibagaNo ratings yet
- Volvo Penta Tamd61a-72j-A WM Fuelsystem PDFDocument44 pagesVolvo Penta Tamd61a-72j-A WM Fuelsystem PDFOzgyur MehmedovNo ratings yet
- BBDM2153 Tutorial 2 (Ans)Document4 pagesBBDM2153 Tutorial 2 (Ans)Jing KangNo ratings yet
- Water Technology-2Document16 pagesWater Technology-2Anjan Prasad100% (1)
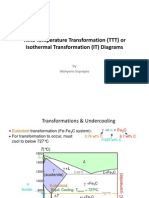
- Time Temperature Transformation (TTT) or IsothermalDocument26 pagesTime Temperature Transformation (TTT) or IsothermalAfredo TrilasetyaNo ratings yet
- Mechanics Homemade CNC Machine PDFDocument14 pagesMechanics Homemade CNC Machine PDFNdhyana Ratna SusantiNo ratings yet
- Design of Rigid PavementDocument35 pagesDesign of Rigid PavementAzman Samer0% (1)
- HOSSAINDocument26 pagesHOSSAINMohammad HossainNo ratings yet
- UserGuide Trimax TX 40Document14 pagesUserGuide Trimax TX 40nifaldi88No ratings yet
- ComPacT NSX - New Generation - C25N3TM250Document3 pagesComPacT NSX - New Generation - C25N3TM250Izzi Al-AkbarNo ratings yet
- ZFP - Wearing Parts On+tractor Axles 01 - IN - 2009Document39 pagesZFP - Wearing Parts On+tractor Axles 01 - IN - 2009flytorahulNo ratings yet