nr400 Eng
nr400 Eng
Download as pdf or txt
You might also like
- Final Drawing DY152 DY153 - SperreDocument50 pagesFinal Drawing DY152 DY153 - SperreSimonaMauna50% (2)
- NFPADocument2 pagesNFPAmniarun100% (8)
- Lincoln baso48SPDocument2 pagesLincoln baso48SPbunkerfaust2No ratings yet
- RepTec-cast IronDocument2 pagesRepTec-cast IronSDS MANINo ratings yet
- Universalis: Rutile ElectrodeDocument2 pagesUniversalis: Rutile ElectrodeBeshoy RedaNo ratings yet
- LE B-255 H4R: ClassificationDocument2 pagesLE B-255 H4R: ClassificationVivien Emeraldo100% (1)
- Conarc 49C: Basic ElectrodeDocument2 pagesConarc 49C: Basic ElectrodeMark Williams100% (1)
- Ultramag Sg3: Mild Steel Solid WireDocument1 pageUltramag Sg3: Mild Steel Solid Wireabidaliabid1No ratings yet
- Conarc85 EngDocument2 pagesConarc85 EngRaviTeja Bhamidi100% (1)
- 4 Lincoln 7018-1Document2 pages4 Lincoln 7018-1cesar rodriguezNo ratings yet
- Categorie GMAW-GTAW Massieve Draad Type Applications: C MN Si CR Ni Mo NBDocument1 pageCategorie GMAW-GTAW Massieve Draad Type Applications: C MN Si CR Ni Mo NBabhishekNo ratings yet
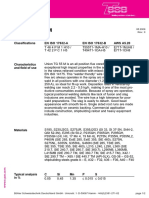
- Union TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20Document2 pagesUnion TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20brunizzaNo ratings yet
- Conarc49c EngDocument2 pagesConarc49c EngtNo ratings yet
- WG-WPS-0099 Rev 2Document1 pageWG-WPS-0099 Rev 2mb.pipingNo ratings yet
- ISO Standards On Mech Test of MetalsDocument1 pageISO Standards On Mech Test of MetalsKiran NikateNo ratings yet
- Fio Outershield 71e-HDocument2 pagesFio Outershield 71e-HJose NevesNo ratings yet
- Böhler Q 71 RC (C1) : Flux-Cored Wire, Mild Steel, RutileDocument1 pageBöhler Q 71 RC (C1) : Flux-Cored Wire, Mild Steel, RutileRaviTeja BhamidiNo ratings yet
- Fisa Electrozi Bazici 7018 - EngDocument2 pagesFisa Electrozi Bazici 7018 - EngGeorgeBungarzescuNo ratings yet
- Böhler Eas 2 PW-FDDocument1 pageBöhler Eas 2 PW-FDHAKANNo ratings yet
- Kryo1 EngDocument2 pagesKryo1 EngtNo ratings yet
- TDS - Nimrod C276KSDocument1 pageTDS - Nimrod C276KSImmalatulhusnaNo ratings yet
- AbcDocument2 pagesAbcsurendarNo ratings yet
- LINCOLN Nicromo 60-16Document2 pagesLINCOLN Nicromo 60-16AbdülHak ÖZkaraNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- s543b - Electrozi Basic 7018 Info ENGDocument2 pagess543b - Electrozi Basic 7018 Info ENGVlad AdrianNo ratings yet
- Cellulosic Electrodes: Brand AWS A/SFA 5.1/5.5 EN 499Document4 pagesCellulosic Electrodes: Brand AWS A/SFA 5.1/5.5 EN 499ashwini shuklaNo ratings yet
- PDS - Bohler Q 71 BC (C1)Document1 pagePDS - Bohler Q 71 BC (C1)RaviTeja BhamidiNo ratings yet
- CSF-81T en 2014Document1 pageCSF-81T en 2014NGUYEN VINHNo ratings yet
- Ebara CDX 2 Poles 50 en LDocument20 pagesEbara CDX 2 Poles 50 en LAdi AlsonNo ratings yet
- 31102015000000B - Boehler E 308 H PW-FD - CWDocument1 page31102015000000B - Boehler E 308 H PW-FD - CWKARLNo ratings yet
- sl502 EngDocument2 pagessl502 EngArsalan QutbiNo ratings yet
- Bohler Ti 52Document1 pageBohler Ti 52Anonymous nKOyHbNo ratings yet
- Bc63kb8a Dy152 - 153 Vendor Drawing n001 Air Compressors SperreDocument60 pagesBc63kb8a Dy152 - 153 Vendor Drawing n001 Air Compressors SperreSimonaMauna33% (3)
- Tetra V 309L-G: Technical Data Sheet Cored Welding WireDocument1 pageTetra V 309L-G: Technical Data Sheet Cored Welding WireawNo ratings yet
- Austfil Excel Technical ReportDocument12 pagesAustfil Excel Technical Reportsaleswim.boniNo ratings yet
- Data Sheet For Three-Phase Squirrel-Cage-MotorsDocument2 pagesData Sheet For Three-Phase Squirrel-Cage-MotorsKadehar4No ratings yet
- WPS 50-34Document2 pagesWPS 50-34rafaljt100% (1)
- 1LE1502-1EA23-4AA4-Z D22+D47 Datasheet enDocument2 pages1LE1502-1EA23-4AA4-Z D22+D47 Datasheet enmohamed gomaaNo ratings yet
- E10018d2-Eng LINCOLNDocument1 pageE10018d2-Eng LINCOLNBenfil ViernezNo ratings yet
- 1LE1003-1AA43-4FA4-Z B02 Datasheet enDocument2 pages1LE1003-1AA43-4FA4-Z B02 Datasheet enRefresh DrNo ratings yet
- BOEHLER Q T 309L TIG RodDocument1 pageBOEHLER Q T 309L TIG RodbrayanNo ratings yet
- Chromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelDocument2 pagesChromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelVVan TanNo ratings yet
- B - Boehler DMO-IG - Ss - en - 5 PDFDocument1 pageB - Boehler DMO-IG - Ss - en - 5 PDFDimitris NikouNo ratings yet
- 2754 - Pa 6 Technylstar s60g1 v30Document7 pages2754 - Pa 6 Technylstar s60g1 v30Bradz TalpoNo ratings yet
- Reciprocating Saws 0815E 02Document4 pagesReciprocating Saws 0815E 02agiepanjiNo ratings yet
- SL20GDocument2 pagesSL20Gridho_48No ratings yet
- Pic 150120Document1 pagePic 150120Juan RiosNo ratings yet
- 1LE1503-2AA43-4AA4 Datasheet enDocument1 page1LE1503-2AA43-4AA4 Datasheet enAndrei LupuNo ratings yet
- item22-LNT 502Document1 pageitem22-LNT 502VVan TanNo ratings yet
- CSF-71T en 2014Document1 pageCSF-71T en 2014Yousab CreatorNo ratings yet
- CSF-71T en 2014Document1 pageCSF-71T en 2014HoangNo ratings yet
- EurotrodDocument76 pagesEurotrodPedro SilvaNo ratings yet
- CSF-71T Technical Report EN - V2Document7 pagesCSF-71T Technical Report EN - V2Miroslav ThôngNo ratings yet
- Duplex UNS 32205Document1 pageDuplex UNS 32205Ercan YilmazNo ratings yet
- 1%ni For Improved Toughness: Data SheetDocument4 pages1%ni For Improved Toughness: Data Sheetmohamed AdelNo ratings yet
- Datasheet FOXcore 308L T0 DG Cored WireDocument1 pageDatasheet FOXcore 308L T0 DG Cored WireAHRAKNo ratings yet
- Primacore MW 71Document2 pagesPrimacore MW 71rjan7peNo ratings yet
- PDS-FILARC PZ6138-rev26Document2 pagesPDS-FILARC PZ6138-rev26umairNo ratings yet
- Boehler EAS 4 M-IG - Tig RodDocument1 pageBoehler EAS 4 M-IG - Tig RodbrayanNo ratings yet
- Material Safety Data Sheet: 1. Product InformationDocument4 pagesMaterial Safety Data Sheet: 1. Product InformationAngel CvetanovNo ratings yet
- E500 FD Rel11 Part1 OverviewDocument35 pagesE500 FD Rel11 Part1 OverviewЖорж КаназирскиNo ratings yet
- K 739498Document2 pagesK 739498Managam Hasibuan100% (1)
- t500 Hotbus Hazard Monitor PDFDocument13 pagest500 Hotbus Hazard Monitor PDFjeronimocastilhoNo ratings yet
- Plasite Thinner 71Document9 pagesPlasite Thinner 71Michelle JacoboNo ratings yet
- Hyoscine Hydrobromide PDFDocument3 pagesHyoscine Hydrobromide PDFNiluh Komang Putri PurnamantiNo ratings yet
- Manual Valves ENI - 15801E05Document516 pagesManual Valves ENI - 15801E05bureqq100% (7)
- 2SK118 Transistor DatasheetDocument5 pages2SK118 Transistor Datasheetbooklover2No ratings yet
- E Program Files An ConnectManager SSIS TDS PDF Interswift 6800HS Eng A4 20160419Document4 pagesE Program Files An ConnectManager SSIS TDS PDF Interswift 6800HS Eng A4 20160419shunanlatheefNo ratings yet
- All SPM Ch13Document128 pagesAll SPM Ch13dellaadlinaNo ratings yet
- 26-1995-01 Chemical Manufacturing Silicone Release Agents PDFDocument4 pages26-1995-01 Chemical Manufacturing Silicone Release Agents PDFPaula Andrea Hurtado VélezNo ratings yet
- J0263-Ff-El-Dsh-211 Data Sheet For LV Motors (Part Iia)Document7 pagesJ0263-Ff-El-Dsh-211 Data Sheet For LV Motors (Part Iia)jaikolangaraparambilNo ratings yet
- DataSheet For Carbon Steel LinepipesDocument17 pagesDataSheet For Carbon Steel LinepipesDaniel Dambo0% (1)
- Nitotile LM GroutDocument2 pagesNitotile LM Groutringlove97No ratings yet
- MSDS 245faDocument5 pagesMSDS 245faShelin Mitra Megamas IndonesiaNo ratings yet
- Danfoss Reciprocating Compressors: MT / MTZ / MPZ / NTZDocument11 pagesDanfoss Reciprocating Compressors: MT / MTZ / MPZ / NTZclopez5556No ratings yet
- F04 PDFDocument2 pagesF04 PDFJasmineNo ratings yet
- Sustamid 6GDocument5 pagesSustamid 6GmichelevassalloNo ratings yet
- Lenetol CBDW LQTH MSDS 0014Document4 pagesLenetol CBDW LQTH MSDS 0014psivakumar menakamills100% (1)
- Safety Data Sheet: Polyken 221, 231Document7 pagesSafety Data Sheet: Polyken 221, 231Jonatan JonatanBernalNo ratings yet
- Data Sheet: Skintop ST / STRDocument2 pagesData Sheet: Skintop ST / STRMarius BudauNo ratings yet
- Alvanone ExtraDocument14 pagesAlvanone ExtraSherman LangerNo ratings yet
- Supplier Performance Evaluation Data SheetDocument13 pagesSupplier Performance Evaluation Data SheetJohn StoltzNo ratings yet
- Touchwood NC Thinner: Architectural CoatingsDocument2 pagesTouchwood NC Thinner: Architectural CoatingsmuthukumarNo ratings yet
- BB809Document5 pagesBB809scribahoyosNo ratings yet
- Interzone 954Document4 pagesInterzone 954johnson_regoNo ratings yet
- A096 2441 2118 MR 0 PDFDocument119 pagesA096 2441 2118 MR 0 PDFMohsen Halweni100% (1)
- EngineeringDocument23 pagesEngineeringmgkvpr100% (1)
- 08 N 80Document13 pages08 N 80Ariel NavarreteNo ratings yet