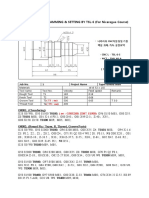
Write the part program for manufacturing the part below.
The material is a block 100 x 100 x 25
mm made of St 50. The feed used is 50 mm / min, the rotational speed is 300 rpm, the depth of cut is not to exceed 30% of tool diameter and the step over is 80% of tool diameter. The work offset is at 150 mm above the part top surface at the machine home zero. The tools available are:
- 20 mm slot drill fitted in turret face no. 3 has T.L.O. of 40 mm
- 6 mm slot drill fitted in turret face no. 1 has T.L.O. of 35 mm - 10 mm twist drill fitted in turret face no. 5 has T.L.O. of 60 mm - Centre drill fitted in turret face no. 2 has T.L.O. of 20 mm - 8 mm twist drill fitted in turret face no. 4 has T.L.O. of 45 mm Note: The machine is equipped with fixed cycles, no finishing is required. C3 C4 C2
C5 C1
% O002
N05 G90 G17 G21 G40 G49 G80 G15 G50;
N10 G54 S300 F50 M03; Work offset, speed 300 rpm, feed 50 mm/min, Spindle on (CW). N15 G28 Z0; Homing. N20 T04 G43 H04 M06; Calling ø8 twist drill. N25 G52 X50 Y50 Z-150; Shift the active coordinate system G54. N30 G16 G00 X35 Y30; Polar system on, Approach to the center of hole C1. N35 Z5 M08; Approach to the start plane, coolant on. N40 G98 G82 Z-18 P500; Drilling the first hole. N45 G91 Y30 L4; Drilling holes C2, C3, C4, and C5. N50 G80 G90 G15 G49 G28 Z100; Cancel cycle and T.L.O, Polar system off, homing. N55 T03 G43 H03 D03 M06; Calling ø20 slot drill. N60 G52 X0 Y0; Cancel shift the active coordinate system. N65 G00 X25 Y25; Approach to the center of the circular pocket. N70 Z5; Approach to the reference plane. N75 G98 G88 I-10 D5 J20 B6 C16 V50; Milling the pocket. N80 G80 G49 G28 Z100; Cancel cycle and T.L.O, homing. N85 T01 G43 H01 D01 M06; Calling ø6 slot drill. N90 G00 X75 Y25; Approach to the center of the rectangular pocket. N95 Z5 Approach to the reference plane. N100 G87 I-8 D5 A55 J20 K6 M0 B1.5 C4.8 V50; Milling the pocket. N105 G80 G49 G28 Z100 M09; Cancel cycle and T.L.O, homing, coolant off. N110 M05; Spindle off. N115 M30; End of program.
Another solution
% O002
N05 G90 G17 G21 G40 G49 G80 G15 G50;
N10 G54 S300 F50 M03; Work offset, speed 300 rpm, feed 50 mm/min, Spindle on (CW). N15 G28 Z0; Homing. N20 T04 G43 H04 M06; Calling ø8 twist drill. N25 G52 X50 Y50 Z-150; Shift the active coordinate system G54. N30 G16 G00 X35 Y30; Polar system on, Approach to the center of hole C1. N35 Z5 M08; Approach to the start plane, coolant on. N40 G98 G82 Z-18 P500; Drilling the first hole. N45 G91 Y30 L4; Drilling holes C2, C3, C4, and C5. N50 G80 G90 G15 G49 G28 Z100; Cancel cycle and T.L.O, Polar system off, homing. N55 T03 G43 H03 D03 M06; Calling ø20 slot drill. N60 G00 X-25 Y-25; Approach to the center of the circular pocket. N65 Z5; Approach to the reference plane. N70 G98 G88 I-10 D5 J20 B6 C16 V50; Milling the pocket. N75 G80 G49 G28 Z100; Cancel cycle and T.L.O, homing. N80 T01 G43 H01 D01 M06; Calling ø6 slot drill. N85 G00 X25 Y-25; Approach to the center of the rectangular pocket. N90 Z5; Approach to the reference plane. N95 G87 I-8 D5 A55 J20 K6 M0 B1.5 C4.8 V50; Milling the pocket. N100 G80 G49 G28 Z100 M09; Cancel cycle and T.L.O, homing, coolant off. N105 M30; End of program.