Squeeze Casting
Squeeze Casting
Download as ppt, pdf, or txt
At a glance
Powered by AI
The key takeaways are that squeeze casting is a process to fabricate metal matrix composites using high pressure, and ultrasonic evaluation can be used to study the consolidation of these composites.
The squeeze casting process involves pouring molten metal into a die cavity located on a hydraulic press. The press then closes and applies high pressure to the liquid metal until solidification is complete.
Some advantages of squeeze casting include fine grain structure, dimensional accuracy, improved mechanical properties, and no need for feeding systems.
You might also like
- Jet Cooling English Presentationv2Document21 pagesJet Cooling English Presentationv2susu22200050% (2)
- Web043 Safe Reliable Die ClampingDocument40 pagesWeb043 Safe Reliable Die Clampingsinr100% (1)
- Study of Flow and Heat Transfer in High Pressure Die Casting Cooling ChannelDocument10 pagesStudy of Flow and Heat Transfer in High Pressure Die Casting Cooling ChannelSüleymanŞentürkNo ratings yet
- 7 Mould Materials PDFDocument8 pages7 Mould Materials PDFBa BuNo ratings yet
- Countermeasure For DC Defective Products: DC School Text BookDocument13 pagesCountermeasure For DC Defective Products: DC School Text Bookmike100% (2)
- The Effect of Jet-Cooling Application On Microstructural Properties of The Overheating Areas in High Pressure Die Casting PartsDocument4 pagesThe Effect of Jet-Cooling Application On Microstructural Properties of The Overheating Areas in High Pressure Die Casting PartsSüleymanŞentürkNo ratings yet
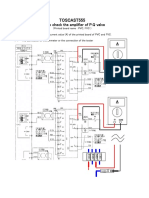
- PQ TOS555 How To Check PQ Amplifier (During Pump Run)Document3 pagesPQ TOS555 How To Check PQ Amplifier (During Pump Run)mike100% (1)
- Die Cast Chill VentsDocument6 pagesDie Cast Chill VentsSunil SharmaNo ratings yet
- YSS Die Casting Die MaterialDocument14 pagesYSS Die Casting Die MaterialVishal BalkwadeNo ratings yet
- 001 Plunger PDFDocument4 pages001 Plunger PDFKmilo GiraldoNo ratings yet
- Effect of Melt Cleanliness On The Formation of Porosity Defects in Automotive Aluminium High Pressure Die Castings 2002 Journal of Materials ProcessinDocument12 pagesEffect of Melt Cleanliness On The Formation of Porosity Defects in Automotive Aluminium High Pressure Die Castings 2002 Journal of Materials ProcessinNwofor ChigoziNo ratings yet
- Casting Technology: DC School Text BookDocument22 pagesCasting Technology: DC School Text Bookhasan waqarNo ratings yet
- Toshiba Machine Co., Ltd. Die Cast Machine Engineering DivDocument25 pagesToshiba Machine Co., Ltd. Die Cast Machine Engineering DivmikeNo ratings yet
- Catalogo Die Cast DMEDocument24 pagesCatalogo Die Cast DMEkontacNo ratings yet
- Productivity Improvement High Pressure Die Casting: Presentation byDocument26 pagesProductivity Improvement High Pressure Die Casting: Presentation byNIMISHNo ratings yet
- ADSTEFAN Management Presentation - HPDCDocument21 pagesADSTEFAN Management Presentation - HPDCGeovanni Emmanuel Aguilar RangelNo ratings yet
- VacuumDocument6 pagesVacuum03sri03No ratings yet
- Die Casting ProcessDocument35 pagesDie Casting ProcessgarciarodrigoNo ratings yet
- Aluminum Die Casting Process FlowDocument13 pagesAluminum Die Casting Process FlowPrabish KumarNo ratings yet
- Numerical Simulation of Low Pressure Die-Casting Aluminum WheelDocument5 pagesNumerical Simulation of Low Pressure Die-Casting Aluminum WheelMostafaNo ratings yet
- Maintenance Checks of Your Bühler Die Casting Machine.: Ecoline SeriesDocument2 pagesMaintenance Checks of Your Bühler Die Casting Machine.: Ecoline SeriesMohamedNo ratings yet
- Web072 Die Casting Modeling CapabilitiesDocument33 pagesWeb072 Die Casting Modeling CapabilitiessinrNo ratings yet
- Mce451 - Lecture 2Document16 pagesMce451 - Lecture 2mohammedshahrukhbimNo ratings yet
- Introduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13Document13 pagesIntroduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13luisA1923No ratings yet
- Semi Solid & Squeeze CastingsDocument16 pagesSemi Solid & Squeeze Castingsvinny1978No ratings yet
- Die Casting GuidelinesDocument12 pagesDie Casting GuidelinesMichael Arvin GabineteNo ratings yet
- PQ2 RosmantDocument5 pagesPQ2 RosmantluisA1923No ratings yet
- Optimization of Cooling-Heating System in HPDC Tools: January 2016Document9 pagesOptimization of Cooling-Heating System in HPDC Tools: January 2016MostafaNo ratings yet
- Web073 Die Casting Modeling Capabilities2. Modeling DifferencesDocument27 pagesWeb073 Die Casting Modeling Capabilities2. Modeling DifferencessinrNo ratings yet
- Virtualization High Vacuum and High Performance HPDC Machine Top Quality Casting PDFDocument4 pagesVirtualization High Vacuum and High Performance HPDC Machine Top Quality Casting PDFAditheya Varthan MNo ratings yet
- 14 Chandan Deep SinghDocument8 pages14 Chandan Deep SinghVinod ChandranNo ratings yet
- Magnesium Die CastingDocument3 pagesMagnesium Die CastingReza ArdhyatamaNo ratings yet
- Die Cast Chill VentsDocument32 pagesDie Cast Chill Ventspurushothaman1234566No ratings yet
- Porosity Formation in AlSi9Cu3 Alloy Castings - The Influence of Iron, Strontium, Sodium, Antimony and BismuthDocument240 pagesPorosity Formation in AlSi9Cu3 Alloy Castings - The Influence of Iron, Strontium, Sodium, Antimony and BismuthSüleymanŞentürkNo ratings yet
- Casting DefectDocument5 pagesCasting DefectSaurabhNo ratings yet
- 15ae307j - Aees - Unit 3Document41 pages15ae307j - Aees - Unit 3Aahana KhannaNo ratings yet
- Casting SimulationDocument12 pagesCasting SimulationIshwar GuptaNo ratings yet
- MAGMA How To UseDocument113 pagesMAGMA How To Usepurushothaman1234566No ratings yet
- Mould HPDC RunnerDocument18 pagesMould HPDC RunnerSahri KarimNo ratings yet
- Prefil Footprinter FlyerDocument6 pagesPrefil Footprinter FlyerAmmarNo ratings yet
- Fondarex Vacuum System HIGHVAC Progress BrochureDocument22 pagesFondarex Vacuum System HIGHVAC Progress Brochurebertan dağıstanlı50% (2)
- Advantages of LPDCDocument2 pagesAdvantages of LPDCSuhas KrishnaNo ratings yet
- Toshiba Machine Co., Ltd. Die Cast Machine Engineering DivDocument23 pagesToshiba Machine Co., Ltd. Die Cast Machine Engineering DivmikeNo ratings yet
- MAG Design GuideDocument32 pagesMAG Design Guidekarthik_thanguduNo ratings yet
- Fast Flow Channel SimulationDocument4 pagesFast Flow Channel Simulationgrg_greNo ratings yet
- Biscuit Thickness Validation (HPDC)Document8 pagesBiscuit Thickness Validation (HPDC)IJRASETPublications100% (1)
- 2013-01 EM315 - EM311 CH02 Casting ProcessesDocument133 pages2013-01 EM315 - EM311 CH02 Casting ProcessesPrabu ÑÖnïtzNo ratings yet
- Dievar D20140715Document16 pagesDievar D20140715Keattikhun ChaichanaNo ratings yet
- Web003 Operator Training Class 3 - Die Casting Machine & Cell Area EquipmentDocument44 pagesWeb003 Operator Training Class 3 - Die Casting Machine & Cell Area EquipmentsinrNo ratings yet
- Aluminum Die Casting GuideDocument2 pagesAluminum Die Casting GuideAndrei Todea0% (1)
- TOS555 How To Adjust PQ AmplifierDocument4 pagesTOS555 How To Adjust PQ AmplifiermikeNo ratings yet
- LPDC Flow SimulationDocument5 pagesLPDC Flow SimulationDavid JendraNo ratings yet
- Study of Process Parameters in High Pressure Die CastingDocument9 pagesStudy of Process Parameters in High Pressure Die Castingruben6286No ratings yet
- Xii Sci It-Practicals Exp1 To 13Document24 pagesXii Sci It-Practicals Exp1 To 13kartiksormare2006No ratings yet
- Effect of Surface Nanostructure On Tensile and Low Cycle Fatigue Behavior of Al 2014 AlloyDocument17 pagesEffect of Surface Nanostructure On Tensile and Low Cycle Fatigue Behavior of Al 2014 AlloychamalNo ratings yet
- EDM With ECM PDFDocument8 pagesEDM With ECM PDFlogeshboy007No ratings yet
- Usw Review PaperDocument23 pagesUsw Review PaperRahul KumarNo ratings yet
- Microelectronic Engineering: Alexander Vladimirov GrigorovDocument9 pagesMicroelectronic Engineering: Alexander Vladimirov Grigorov135713571357No ratings yet
- AC4CDocument6 pagesAC4CTay Chu YenNo ratings yet
- Magnetic-Assisted Ultrasonic Nanocrystal Surface Modification InducedDocument13 pagesMagnetic-Assisted Ultrasonic Nanocrystal Surface Modification InducedfigueeroaaabelNo ratings yet
- Third Semester B.Tech Degree - Second Series Examination, JulyDocument2 pagesThird Semester B.Tech Degree - Second Series Examination, JulyjishnusNo ratings yet
- Nitrogen Stainless SteelsDocument7 pagesNitrogen Stainless SteelsjishnusNo ratings yet
- Nitrogen Stainless SteelsDocument7 pagesNitrogen Stainless SteelsjishnusNo ratings yet
- Annealing of 0.35% C Steel, Heating To Above UCT and Cooled in FurnaceDocument7 pagesAnnealing of 0.35% C Steel, Heating To Above UCT and Cooled in FurnacejishnusNo ratings yet
- National Institute of Technology Tiruchirappalli - 620 015, TAMIL NADUDocument5 pagesNational Institute of Technology Tiruchirappalli - 620 015, TAMIL NADUjishnusNo ratings yet
- A Novel Computational Method For Loop Gain and Phase Margins of TITO SystemsDocument18 pagesA Novel Computational Method For Loop Gain and Phase Margins of TITO SystemsjishnusNo ratings yet
- Barc Application FormDocument1 pageBarc Application FormjishnusNo ratings yet
- Casting notes-EME-1Document23 pagesCasting notes-EME-1AndrewNo ratings yet
- Machine Made Candles Processes and ManufacturingDocument10 pagesMachine Made Candles Processes and ManufacturingEldad AfeworkNo ratings yet
- Copper Alloy C95200Document11 pagesCopper Alloy C95200Lin DouaiNo ratings yet
- Basic Gating and Runner DesignDocument66 pagesBasic Gating and Runner DesignRockfort HarshaNo ratings yet
- Primary Aluminium Casting Alloys 2010 - Rheinfelden Alloys - ENDocument117 pagesPrimary Aluminium Casting Alloys 2010 - Rheinfelden Alloys - ENtahera aqeelNo ratings yet
- 677 Aluminium Products Brochure E4Document2 pages677 Aluminium Products Brochure E4MeteusNo ratings yet
- INVESTING AND CASTING-handoutDocument13 pagesINVESTING AND CASTING-handoutSara M AminNo ratings yet
- Data Sheet Tolerance For Concrete SurfacesDocument10 pagesData Sheet Tolerance For Concrete SurfacesPedro RYNo ratings yet
- Vertical and Flaskless MoldingDocument1 pageVertical and Flaskless MoldingcoorgtigerNo ratings yet
- Ceramics - Fundamentals of Material Science and EngineeringDocument6 pagesCeramics - Fundamentals of Material Science and Engineeringjohn rhen uyNo ratings yet
- Casting PlatinumDocument8 pagesCasting PlatinumCarlos Mario Agudelo CastrillonNo ratings yet
- Train SLK r171 IntroDocument98 pagesTrain SLK r171 IntroIvo Almeida100% (1)
- Weld Cracking PDFDocument5 pagesWeld Cracking PDFjuanNo ratings yet
- Recent Advances in Materials For All-Ceramic RestorationsDocument19 pagesRecent Advances in Materials For All-Ceramic RestorationsManishak YessayanNo ratings yet
- Unit Two: Injection Molding Text: Richardson and Lokensgard Pages 143 - 151Document32 pagesUnit Two: Injection Molding Text: Richardson and Lokensgard Pages 143 - 151Anonymous q9eCZHMuSNo ratings yet
- Properties of Foundry SandDocument6 pagesProperties of Foundry Sandtouseefamin124100% (1)
- Effect of Chills On Tribological Behavior of Aluminum-Garnet-Carbon Hybrid CompositesDocument8 pagesEffect of Chills On Tribological Behavior of Aluminum-Garnet-Carbon Hybrid CompositesTJPRC PublicationsNo ratings yet
- NX Mold Training Material v181Document670 pagesNX Mold Training Material v181Anupam Kumar100% (1)
- Weber 2016Document6 pagesWeber 2016charon lastNo ratings yet
- (George C. Phillips (Auth.) ) A Concise IntroductionDocument164 pages(George C. Phillips (Auth.) ) A Concise IntroductionAvinash KumarNo ratings yet
- Twagirimana Evaluation 2014Document189 pagesTwagirimana Evaluation 2014osval2ioccNo ratings yet
- Determining Your Binder WorktimeDocument3 pagesDetermining Your Binder Worktimeagbajelola idrisNo ratings yet
- Listagem ASTM Volume 01 02 Ferrous Castings FerroalloysDocument6 pagesListagem ASTM Volume 01 02 Ferrous Castings FerroalloysCamilla BragançaNo ratings yet
- Sect 26 Transfer Troubleshooting GuideDocument10 pagesSect 26 Transfer Troubleshooting Guidearmando.bastosNo ratings yet
- Lecture 7-8 (ME664)Document26 pagesLecture 7-8 (ME664)Moloy SarkarNo ratings yet
- 101 Special Materials & Power ComponentsDocument31 pages101 Special Materials & Power ComponentsParakee100% (2)
- Steel Manufacturing ProcessDocument28 pagesSteel Manufacturing ProcesstranngNo ratings yet
- Casting SimulationDocument12 pagesCasting SimulationIshwar GuptaNo ratings yet
- Mil B 24480a (SH)Document8 pagesMil B 24480a (SH)Jeff95TANo ratings yet
- Moldflow: A Tool To Predict Post-Molding ProblemsDocument47 pagesMoldflow: A Tool To Predict Post-Molding ProblemspraveenmanturNo ratings yet