Crystallization
Crystallization
Download as pptx, pdf, or txt
At a glance
Powered by AI
Crystallization is a solid-liquid separation process where solute transfers from liquid solution to solid crystalline phase. It is used commercially to produce materials like sugar, MSG, and sodium hydroxide.
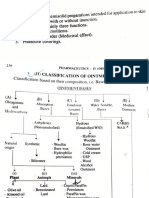
There are different types of crystal geometries including cubical, tetragonal, orthorhombic, hexagonal, monoclinic, triclinic and trigonal systems. Crystallization can also be classified based on how supersaturation is achieved.
Factors like temperature, solubility, nucleation and growth rates affect crystallization. Higher temperatures generally increase solubility while lower temperatures favor crystallization.
You might also like
- 2018 H2 Chemistry Paper 4 (Ans)Document8 pages2018 H2 Chemistry Paper 4 (Ans)Justin GohNo ratings yet
- CHEM PP2 KCSE 2024 PREDICTION TRIALS With AnswersDocument132 pagesCHEM PP2 KCSE 2024 PREDICTION TRIALS With AnswersMusa Leiyagu100% (1)
- LC-2010 Maintenance Training (Customer) PDFDocument109 pagesLC-2010 Maintenance Training (Customer) PDFDhiraj SagarNo ratings yet
- DesloratadineDocument2 pagesDesloratadineMulayam Singh Yadav100% (1)
- Chapter#8 CrystallizationDocument49 pagesChapter#8 Crystallization07216738950% (1)
- MUCLecture 2023 1123221Document19 pagesMUCLecture 2023 1123221Diana LillipadNo ratings yet
- Lecture 6 - CrystallizationDocument29 pagesLecture 6 - CrystallizationRA Memije33% (3)
- Lec (9) CrystallizationDocument37 pagesLec (9) Crystallization201801173No ratings yet
- Mto I Class 9 10Document128 pagesMto I Class 9 10Mriganabh SarmaNo ratings yet
- Crystallization: Ms Noor Rosyidah Binti Sajuni School of EngineeringDocument27 pagesCrystallization: Ms Noor Rosyidah Binti Sajuni School of Engineeringhels24550% (2)
- Crystallization (Latest)Document31 pagesCrystallization (Latest)Lin Xian Xing100% (1)
- Crystallisation Types and Its Industrial Purpose: A Technical Report Submitted byDocument16 pagesCrystallisation Types and Its Industrial Purpose: A Technical Report Submitted byVanitha E100% (1)
- CrystallizationDocument29 pagesCrystallizationUsman KhanNo ratings yet
- Crystallization of Paracetamolin Acetone-Water MixturesDocument7 pagesCrystallization of Paracetamolin Acetone-Water Mixturesishwarya rNo ratings yet
- Lecture 6 CrystallizationDocument29 pagesLecture 6 CrystallizationRonak AdrojaNo ratings yet
- Chapter 8 CrystallizationDocument31 pagesChapter 8 CrystallizationarufatoNo ratings yet
- Membrane Based Evaporation CrystallizationDocument6 pagesMembrane Based Evaporation CrystallizationBhurman Pratama PutraNo ratings yet
- Mass Transfer PartDocument31 pagesMass Transfer Partoctoviancletus100% (2)
- Lab SolubilityDocument8 pagesLab SolubilitystephenbwogoraNo ratings yet
- Crystallisation and PrecipitationDocument19 pagesCrystallisation and PrecipitationNestorNo ratings yet
- Mass Transfer Operation 1 (2150501) : Crystallization Concept, Techniques and ProcessesDocument18 pagesMass Transfer Operation 1 (2150501) : Crystallization Concept, Techniques and Processesvashu patelNo ratings yet
- Lecture 4 CRYSTALLIZATION 2017 PDFDocument31 pagesLecture 4 CRYSTALLIZATION 2017 PDFPritam Patil100% (1)
- CCB 2063 Separation Processes: CrystallisationDocument35 pagesCCB 2063 Separation Processes: Crystallisationeja70No ratings yet
- Crystallisation Lec 38,39Document23 pagesCrystallisation Lec 38,39Adheep DasNo ratings yet
- PHT 432) ) Industrial Pharmacy: Dr. Fars AlanaziDocument48 pagesPHT 432) ) Industrial Pharmacy: Dr. Fars AlanaziMelisa JuradoNo ratings yet
- Lec-40 CrystallisationDocument15 pagesLec-40 CrystallisationgoldironmannaranjaNo ratings yet
- CrystallizationDocument6 pagesCrystallizationabuahnfNo ratings yet
- Fluent UseCFDtoimprovecrystallizationDocument5 pagesFluent UseCFDtoimprovecrystallizationSi HamNo ratings yet
- Crystallization NotesDocument42 pagesCrystallization NotesKTINE0894% (16)
- Experiment 1Document13 pagesExperiment 1lemmaejigu762No ratings yet
- Unit Ops CrystallizationDocument32 pagesUnit Ops CrystallizationJahz ChannelNo ratings yet
- Calculation of The Rate Constant For The Ultrasonic Degradation of Aqueous Solutions of Polyvinyl Alcohol by ViscometryDocument5 pagesCalculation of The Rate Constant For The Ultrasonic Degradation of Aqueous Solutions of Polyvinyl Alcohol by ViscometryAdonilson FreitasNo ratings yet
- Crystallization Theory For Practice IntroductionDocument12 pagesCrystallization Theory For Practice Introductiontroitrang100% (1)
- Jurnal Evap 121 PDFDocument8 pagesJurnal Evap 121 PDFanon_628260182No ratings yet
- 1a CrystallizationDocument46 pages1a CrystallizationLiew Wen XuanNo ratings yet
- Caking PowderDocument4 pagesCaking PowderDodiet ElNo ratings yet
- SolutionDocument58 pagesSolutionsupriopaul461No ratings yet
- 474 - CHM 703Document25 pages474 - CHM 703permata100% (1)
- Name: Date Performed: October 7, 2014 Section: Group: Date Submitted: November 4, 2014Document7 pagesName: Date Performed: October 7, 2014 Section: Group: Date Submitted: November 4, 2014apaulitikoNo ratings yet
- Viscosity of Solutions of MacromoleculesDocument5 pagesViscosity of Solutions of MacromoleculesRonald ChandraNo ratings yet
- Chapter 7 Science of CryobiologyDocument27 pagesChapter 7 Science of CryobiologyAmir IqbalNo ratings yet
- Solution and colloid(short)Document73 pagesSolution and colloid(short)robinson007896No ratings yet
- A. Title of ExperimentDocument15 pagesA. Title of ExperimentYuniWahyuniNo ratings yet
- Gravimetric Analysis...Document21 pagesGravimetric Analysis...Sheldon Miller100% (1)
- TheoryDocument26 pagesTheoryVishal Singh ChauhanNo ratings yet
- Crystallization-Part IDocument14 pagesCrystallization-Part IAnonymous JDXbBDBNo ratings yet
- Principles of Gravimetric AnalysisDocument41 pagesPrinciples of Gravimetric Analysistomjerry004411No ratings yet
- NL Whitepaper About OsmolalityDocument5 pagesNL Whitepaper About OsmolalityRico TenguNo ratings yet
- 05diffsep07 PDFDocument38 pages05diffsep07 PDFNaomi Lizzy FluegelNo ratings yet
- 05 Diffsep 07Document38 pages05 Diffsep 07whmonkeyNo ratings yet
- Gravimetric Analysis - TaggedDocument34 pagesGravimetric Analysis - TaggedAakash IyengarNo ratings yet
- Experimental CookeryDocument17 pagesExperimental CookeryElaine Krystel AbuanNo ratings yet
- MBM362 3 PDFDocument17 pagesMBM362 3 PDFzeybek_144649143No ratings yet
- Solidification of Metals (To Be Completed) : Prof. H. K. Khaira Professor, Deptt. of MSME M.A.N.I.T., BhopalDocument62 pagesSolidification of Metals (To Be Completed) : Prof. H. K. Khaira Professor, Deptt. of MSME M.A.N.I.T., BhopalIndranil Bhattacharyya100% (1)
- Lect No (4) ThermodynamicDocument9 pagesLect No (4) Thermodynamicnovaone249No ratings yet
- Modeling of Crystallization Processes FinalDocument18 pagesModeling of Crystallization Processes FinalSunil HansdaNo ratings yet
- Nucleation and Crystal Growth: Metastability of Solutions and MeltsFrom EverandNucleation and Crystal Growth: Metastability of Solutions and MeltsNo ratings yet
- Thermal Modelling of Power Transformers Using Computational Fluid DynamicsFrom EverandThermal Modelling of Power Transformers Using Computational Fluid DynamicsNo ratings yet
- Chapter 7a Mass Transfer Coefficients For Various GeometriesDocument31 pagesChapter 7a Mass Transfer Coefficients For Various GeometriesMuhamadYazid100% (2)
- Taklimat Pngetue MeritDocument6 pagesTaklimat Pngetue MeritMuhamadYazidNo ratings yet
- No .Of Moles of Formaldehyde Produced No - of Molesof Methanol Converted No - of Moles Methanolconverted No .Of Moles of Methanolbeen FedDocument32 pagesNo .Of Moles of Formaldehyde Produced No - of Molesof Methanol Converted No - of Moles Methanolconverted No .Of Moles of Methanolbeen FedMuhamadYazidNo ratings yet
- Sem 1 2011-2012Document126 pagesSem 1 2011-2012MuhamadYazidNo ratings yet
- Sem 1 2012-2013Document150 pagesSem 1 2012-2013MuhamadYazidNo ratings yet
- Sem 2 2013-2014Document170 pagesSem 2 2013-2014MuhamadYazid0% (2)
- Mini Project Handout Sem I 2015-2016Document11 pagesMini Project Handout Sem I 2015-2016MuhamadYazidNo ratings yet
- Sem 1 2009-2010 Company ListDocument64 pagesSem 1 2009-2010 Company ListMuhamadYazidNo ratings yet
- Mini Project For BKF3553 - RAR - Sem11415Document2 pagesMini Project For BKF3553 - RAR - Sem11415MuhamadYazidNo ratings yet
- InsulatorDocument5 pagesInsulatorMuhamadYazidNo ratings yet
- Cream Formulation and StabilityDocument17 pagesCream Formulation and StabilityKho Siong Thong100% (2)
- Solution 1176952Document4 pagesSolution 1176952arb88279No ratings yet
- REPORT - Water DesalinationDocument35 pagesREPORT - Water DesalinationAhmed SalmanNo ratings yet
- Lu 4 Chemical WeatheringDocument18 pagesLu 4 Chemical WeatheringgengkapakNo ratings yet
- Cytec Cymel ResinsDocument9 pagesCytec Cymel ResinsHarshad PorwalNo ratings yet
- 0620 s14 QP 62Document12 pages0620 s14 QP 62BrianChanNo ratings yet
- Geo BotanicalDocument12 pagesGeo BotanicalNehaNo ratings yet
- Liovac 504 (MSDS)Document5 pagesLiovac 504 (MSDS)diego mendozaNo ratings yet
- Chemistry Practical Exam 9 QuestionsDocument13 pagesChemistry Practical Exam 9 Questionsgiftonnakholi500No ratings yet
- Acgih Guidelines 1987Document592 pagesAcgih Guidelines 1987Barbara GeraldinoNo ratings yet
- How To Properly Clean Laboratory GlasswareDocument3 pagesHow To Properly Clean Laboratory Glasswarealessandro8265No ratings yet
- Organic Acids & Organic BasesDocument20 pagesOrganic Acids & Organic BasesCheng KathyNo ratings yet
- Cleaning Validation Article Step by Step PDFDocument22 pagesCleaning Validation Article Step by Step PDFcarlosNo ratings yet
- Chem F4 Mid Term KingsDocument6 pagesChem F4 Mid Term KingsBryan MasikaNo ratings yet
- Lect 14Document60 pagesLect 14Sayan BiswasNo ratings yet
- OintmentDocument20 pagesOintmentsn4s7nyxcbNo ratings yet
- Amendment List-02 To IP 2022Document15 pagesAmendment List-02 To IP 2022SivaNo ratings yet
- Qualities of Full-Cream Powdered Milk of Different Brands Available in Retail Markets of BangladeshDocument7 pagesQualities of Full-Cream Powdered Milk of Different Brands Available in Retail Markets of BangladeshSaajed Morshed JaigirdarNo ratings yet
- Journal of Bioremediation & BiodegradationDocument11 pagesJournal of Bioremediation & BiodegradationakshayNo ratings yet
- Lab 1 CE 2015Document60 pagesLab 1 CE 2015Doaa BadarnehNo ratings yet
- Liquid Liquid ExtractionDocument16 pagesLiquid Liquid ExtractionShahrizatSmailKassim100% (1)
- Chem-Solution (USHA)Document23 pagesChem-Solution (USHA)lpratikshya57No ratings yet
- Assignment AC U2 Final eDocument28 pagesAssignment AC U2 Final eYuenHei KwokNo ratings yet
- Selective Extraction of Acetophenone From The Mixture Obtained by Enzymatic Conversion of MethylbenzylamineDocument7 pagesSelective Extraction of Acetophenone From The Mixture Obtained by Enzymatic Conversion of MethylbenzylamineManasvin suryaNo ratings yet
- Refining of GoldDocument39 pagesRefining of GoldCarlos Mario Agudelo CastrillonNo ratings yet
- Sythesization and Purification of Acetanilide by Acetylation and Re CrystallizationDocument4 pagesSythesization and Purification of Acetanilide by Acetylation and Re CrystallizationToni Sy EncinaresNo ratings yet