5 KK Pillar
5 KK Pillar
Download as ppt, pdf, or txt
At a glance
Powered by AI
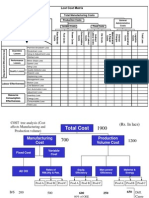
The document discusses targets and metrics for improving production efficiency through a Kaizen (continuous improvement) approach. It aims to reduce setup times, changeover times, downtime and other losses to improve output per person.
The document discusses targets for increasing production per hour, reducing setup/adjustment times, tool change times, startup times, and measurement times. It aims to reduce variable conversion costs and improve outputs per person.
The methodology described for reducing losses includes defining current losses, creating a loss tree, identifying applicable losses for each process, and developing countermeasures like quick change tools, auto adjustments, presetting, and improving maintenance processes.
You might also like
- Loss Cost MatrixDocument2 pagesLoss Cost Matrixrecep188% (16)
- DM Pillar of TPMDocument26 pagesDM Pillar of TPMVinay80% (5)
- 02-Kobetsu KaizenDocument84 pages02-Kobetsu KaizenSuresh Babu100% (8)
- E&T PillarDocument63 pagesE&T PillarJage Ram Kashyap100% (4)
- Audit Checklist - JH Steps 1-3Document13 pagesAudit Checklist - JH Steps 1-3Shantanu ShuklaNo ratings yet
- Power MillDocument158 pagesPower Millazadsingh1100% (3)
- Vag-Com Codes v2 (Part 1)Document9 pagesVag-Com Codes v2 (Part 1)Miloš Stijelja100% (3)
- EP802 Printer Driver Manual, Ver20220421Document20 pagesEP802 Printer Driver Manual, Ver202204210d serviceNo ratings yet
- 01.11 Pillars in Saint-GobainDocument12 pages01.11 Pillars in Saint-GobainSathish Kumar P100% (1)
- PM PillarDocument56 pagesPM PillarNavneet Sharma80% (5)
- Jishu Hozen NotesDocument13 pagesJishu Hozen NotesPrathmesh AwasthiNo ratings yet
- E & Tpillar: Education & Training Pillar ActivitiesDocument21 pagesE & Tpillar: Education & Training Pillar Activitiessamkaria rajesh100% (1)
- 0 Target Kmi, Kpi & Kai Linkage-FinalDocument8 pages0 Target Kmi, Kpi & Kai Linkage-FinalJagdish PalariyaNo ratings yet
- JH Step 1 Audit SheetDocument2 pagesJH Step 1 Audit SheetSwayambhar Majumder75% (4)
- Autonomous Operator Training Step 0Document17 pagesAutonomous Operator Training Step 0JESUSAA36100% (1)
- Jisu Hozen PillarDocument98 pagesJisu Hozen PillarAndrei MarinNo ratings yet
- Slide TPM SHEDocument14 pagesSlide TPM SHEhdjdjNo ratings yet
- Keikaku Hozen Master PlanDocument9 pagesKeikaku Hozen Master PlanHarshad_SNo ratings yet
- Samsung Service ManualDocument50 pagesSamsung Service ManualGuillermo Hernandez100% (7)
- LG Tromm Washing Machine Front Load Training Manual 2008Document112 pagesLG Tromm Washing Machine Front Load Training Manual 2008Salma Avila75% (8)
- Presstool Design Tutorial - MisumiDocument166 pagesPresstool Design Tutorial - Misumiazadsingh1No ratings yet
- Part Submission WarrantDocument2 pagesPart Submission Warrantazadsingh1100% (1)
- TPM JH PPT 01 JH AwarenessDocument28 pagesTPM JH PPT 01 JH AwarenessLakshmanan Venkatesan100% (1)
- KK PillarDocument30 pagesKK PillarshaktiNo ratings yet
- Jishu Hozen: Presentation By: V.P.SINGHDocument41 pagesJishu Hozen: Presentation By: V.P.SINGHAbhishek Xc57% (7)
- Kaizen KobetDocument19 pagesKaizen KobetShubham SharmaNo ratings yet
- KK Pillar PDFDocument91 pagesKK Pillar PDFdiwesh26decNo ratings yet
- JH PillarDocument39 pagesJH PillarshaktiNo ratings yet
- MT QM PillarDocument71 pagesMT QM Pillarazadsingh1No ratings yet
- TPM Basic TrainingDocument38 pagesTPM Basic TrainingRaj Singh80% (5)
- Example of TPM in Office EuropeDocument53 pagesExample of TPM in Office Europekingathur26681No ratings yet
- Pillar: Initial Control or Development ManagementDocument7 pagesPillar: Initial Control or Development ManagementNavneet Sharma100% (1)
- Introduction To TPM PDFDocument58 pagesIntroduction To TPM PDFArchan raj100% (1)
- Chapter 5. Jishu Hozen ManualDocument71 pagesChapter 5. Jishu Hozen ManualVivek Kumar100% (4)
- Manual 1 - Jishu-Hozen PDFDocument14 pagesManual 1 - Jishu-Hozen PDFvignesh88in2332No ratings yet
- E & T Final Audit - EnduranceDocument32 pagesE & T Final Audit - EnduranceManuNo ratings yet
- TPMDocument27 pagesTPMkathir100% (4)
- Autonomous Maintenance Step 1 7Document18 pagesAutonomous Maintenance Step 1 7Dũng Tây NinhNo ratings yet
- 08.DM Pillar FCDocument67 pages08.DM Pillar FCashutoshpal21100% (1)
- Training ON TPM: Rapl Production SystemDocument25 pagesTraining ON TPM: Rapl Production Systemabhijit bhattacherjeENo ratings yet
- JH - Hta & SocDocument31 pagesJH - Hta & SocAnkur100% (1)
- Q Star - (Waste Management)Document14 pagesQ Star - (Waste Management)Anonymous Y5cnLVYMG100% (1)
- Autonomous MaintenanceDocument38 pagesAutonomous Maintenancechusz100% (1)
- Jishu Hozen - AM PDFDocument48 pagesJishu Hozen - AM PDFDicky Hartanto100% (2)
- JH PPT 18.12.20Document46 pagesJH PPT 18.12.20MAngesh Gade0% (1)
- Chapter 6. Education & Training ManualDocument23 pagesChapter 6. Education & Training ManualVivek Kumar100% (1)
- Best Practice 5s TPM VisualsDocument75 pagesBest Practice 5s TPM VisualsWilliam Hinostroza100% (1)
- 5.6 Office TPM and Concept of PQCDSMDocument9 pages5.6 Office TPM and Concept of PQCDSMvenkata_776555228100% (2)
- Training JH PillarDocument41 pagesTraining JH PillarSelvamNo ratings yet
- Lost Cost MatrixDocument2 pagesLost Cost Matrixrecep1100% (5)
- Jishu HozenDocument85 pagesJishu HozenRakesh Tigadi100% (1)
- Training On 4M: Magneti Marelli Talbros Chassis Systems PVT - LTDDocument12 pagesTraining On 4M: Magneti Marelli Talbros Chassis Systems PVT - LTDGirish60100% (1)
- Productivity and Cost Analysis Process ReportDocument13 pagesProductivity and Cost Analysis Process ReportflabianoNo ratings yet
- DRYSTAR 3000 - Chapter 06.6 - Calibrations and Adjustments 1.0Document37 pagesDRYSTAR 3000 - Chapter 06.6 - Calibrations and Adjustments 1.0selvamejia100% (1)
- Group Technology: Pgdie 41Document31 pagesGroup Technology: Pgdie 41Saikat SahaNo ratings yet
- Construction Equipment ManagementDocument14 pagesConstruction Equipment ManagementSiddhartha Kamat100% (1)
- 1.pit OptimizationDocument42 pages1.pit OptimizationHeber Bladimir Cosme TorresNo ratings yet
- Objective - To Reduce Dimensional Variation in Deburring ProcessDocument19 pagesObjective - To Reduce Dimensional Variation in Deburring ProcessDevashish KotnalaNo ratings yet
- Initial DataDocument9 pagesInitial DataparulkbhatiaNo ratings yet
- MTBE Presintation For IMCODocument26 pagesMTBE Presintation For IMCOMaryam AlqasimyNo ratings yet
- Introduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1Document11 pagesIntroduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1BabuRaoThellaNo ratings yet
- Plant LayoutDocument65 pagesPlant Layoutsupriya127100% (1)
- Copy - of - Project - Deliver - Used - Machineries - PTS - (Pontianak, - Indonesia) - To - Thailand - and - Myanmar-1Document10 pagesCopy - of - Project - Deliver - Used - Machineries - PTS - (Pontianak, - Indonesia) - To - Thailand - and - Myanmar-1Edy GunawanNo ratings yet
- 04 MillingDocument21 pages04 MillingMKPashaPasha100% (1)
- Pdi 05 01.2015 Qad 28sample Inspection Report Mach. 74 100Document1 pagePdi 05 01.2015 Qad 28sample Inspection Report Mach. 74 100azad100% (1)
- Sheet Process: Technical Data ModificationDocument1 pageSheet Process: Technical Data Modificationazadsingh1No ratings yet
- Item Code: Minimum Inventory in Store/monthDocument1 pageItem Code: Minimum Inventory in Store/monthazadsingh1No ratings yet
- Sheet Process: Technical Data ModificationDocument1 pageSheet Process: Technical Data Modificationazadsingh1No ratings yet
- 7,-Qad-28sample Inspection Report Mach. 74-100Document1 page7,-Qad-28sample Inspection Report Mach. 74-100azadsingh1No ratings yet
- Hourly Report of Tata - Disc: Part: Tata Shift:-DATEDocument5 pagesHourly Report of Tata - Disc: Part: Tata Shift:-DATEazadsingh1No ratings yet
- Oee Machineshop March15Document8 pagesOee Machineshop March15azadsingh1No ratings yet
- FMEA1Document25 pagesFMEA1azadsingh1No ratings yet
- Non-Conformity Report & Corrective Action: Description of Non-ConformanceDocument1 pageNon-Conformity Report & Corrective Action: Description of Non-Conformanceazadsingh1No ratings yet
- Aluminum Foundry TechniqueDocument51 pagesAluminum Foundry Techniqueazadsingh1No ratings yet
- Happy Steels (P) LTD.: Qualification CriteriaDocument2 pagesHappy Steels (P) LTD.: Qualification Criteriaazadsingh1No ratings yet
- Cost Machine Shop-April 2015Document18 pagesCost Machine Shop-April 2015azadsingh1No ratings yet
- Cost-Machine Shop Mar-15 (Ram-Assy)Document7 pagesCost-Machine Shop Mar-15 (Ram-Assy)azadsingh1No ratings yet
- Trident Auto ProfileDocument17 pagesTrident Auto Profileazadsingh1No ratings yet
- PQCS Welding ProcessDocument22 pagesPQCS Welding Processazadsingh1No ratings yet
- Pqcs SampleDocument3 pagesPqcs Sampleazadsingh1100% (1)
- Process ChartDocument1 pageProcess Chartazadsingh1No ratings yet
- Supplier: Parveen Enterprises Customer - MEDICAMEN Biotech Limited Quotation - PE-01Document2 pagesSupplier: Parveen Enterprises Customer - MEDICAMEN Biotech Limited Quotation - PE-01azadsingh1No ratings yet
- Excels Keyboard Shortcuts: Menu Equivalent Comments AllDocument5 pagesExcels Keyboard Shortcuts: Menu Equivalent Comments Allazadsingh1No ratings yet
- Training Need IdentificationDocument2 pagesTraining Need Identificationazadsingh1No ratings yet
- Customer Satisfaction IndexDocument2 pagesCustomer Satisfaction Indexazadsingh1No ratings yet
- Problem Source of Problem Disposition: Corrective Action ReportDocument6 pagesProblem Source of Problem Disposition: Corrective Action Reportazadsingh1No ratings yet
- Process Qualification Record: Happy Steels Pvt. LTDDocument2 pagesProcess Qualification Record: Happy Steels Pvt. LTDazadsingh1No ratings yet
- Happy Steels P. LTD.: Supplier Assessment FormDocument1 pageHappy Steels P. LTD.: Supplier Assessment Formazadsingh1No ratings yet
- Design & Development of Seat ReclinerDocument34 pagesDesign & Development of Seat Reclinerazadsingh1No ratings yet
- Flip FlopsDocument25 pagesFlip FlopsNagul MeeraNo ratings yet
- Customer Perception On Dell LaptopsDocument78 pagesCustomer Perception On Dell LaptopsTarun Kathiriya50% (2)
- Houdini 2 Chess Engine - User's GuideDocument32 pagesHoudini 2 Chess Engine - User's GuideBojan KorićanacNo ratings yet
- Embedded Systems Design: A Unified Hardware/Software IntroductionDocument39 pagesEmbedded Systems Design: A Unified Hardware/Software IntroductionChaiw Fan ChaiNo ratings yet
- Hi3518E V20X Hi3516C V200 Hardware Design User GuideDocument58 pagesHi3518E V20X Hi3516C V200 Hardware Design User GuideMiu MiuNo ratings yet
- MC 18ec46 Mod1Document19 pagesMC 18ec46 Mod1kirthi bharadwajNo ratings yet
- Raspberry Pi PinoutDocument1 pageRaspberry Pi PinoutDiogo Henrique CorrêaNo ratings yet
- E110 Flame MonitorDocument48 pagesE110 Flame MonitorwilfredoNo ratings yet
- Quiz Cisco It Essential With AnswerDocument17 pagesQuiz Cisco It Essential With AnswerJessie Clarinda JoyceNo ratings yet
- Learning Autodesk Inventor 2016 Training VideoDocument6 pagesLearning Autodesk Inventor 2016 Training VideoprgilsonNo ratings yet
- Assignment 3: History of ComputersDocument2 pagesAssignment 3: History of Computersfrank lechidoNo ratings yet
- Bizhub c368 c308 c258 Spec Sheet enDocument4 pagesBizhub c368 c308 c258 Spec Sheet enjohnik3316No ratings yet
- Commodore World Issue 24Document36 pagesCommodore World Issue 24Steven DNo ratings yet
- FPS ManualDocument3 pagesFPS ManualJovizal AristianNo ratings yet
- What Is The Size of Visiting CardDocument2 pagesWhat Is The Size of Visiting CarddannyfennNo ratings yet
- VSCO Manual PDFDocument9 pagesVSCO Manual PDFpapilongreeneyeNo ratings yet
- MAG Digital High-Performance Ultrasonic GeneratorDocument4 pagesMAG Digital High-Performance Ultrasonic GeneratorAladin ZeribiNo ratings yet
- DLL - Tle 9 - Q1 - W6Document4 pagesDLL - Tle 9 - Q1 - W6Aubz Almelia NavarroNo ratings yet
- Ecoflex15 PlusDocument2 pagesEcoflex15 PlusAntonio CorreiaNo ratings yet
- Additional Setup Instructions For The M747 (Version 1.3) Motherboard With Integrated Soundpro Sound Card, and Integrated 3dpro Agp Video CardDocument1 pageAdditional Setup Instructions For The M747 (Version 1.3) Motherboard With Integrated Soundpro Sound Card, and Integrated 3dpro Agp Video CardRoccotronNo ratings yet
- CH No. 17 Information and Communication Technology Multiple Choice QuestionsDocument9 pagesCH No. 17 Information and Communication Technology Multiple Choice QuestionsUn KnownsNo ratings yet
- Project DreamcastDocument7 pagesProject Dreamcastanurag4u10No ratings yet
- SSLC JTC Elements of Electronics April 2011Document14 pagesSSLC JTC Elements of Electronics April 2011Prasad C MNo ratings yet
- MEEN461 - FA17 - LAB01 - Intro To PLCs and LogixProDocument10 pagesMEEN461 - FA17 - LAB01 - Intro To PLCs and LogixProAngel Exposito100% (1)
- Color Monitor: Service ManualDocument38 pagesColor Monitor: Service ManualJohn BoncalosNo ratings yet
- Embedded Based Industrial Security System With Auto DialerDocument49 pagesEmbedded Based Industrial Security System With Auto DialermdayyubNo ratings yet
- Panasonic Kx-Ut1user Guide 1Document5 pagesPanasonic Kx-Ut1user Guide 1e_gerlaNo ratings yet
- GE Digital RelaysDocument56 pagesGE Digital Relaysculjak_iNo ratings yet