Manual 1 - Jishu-Hozen PDF
Manual 1 - Jishu-Hozen PDF
Download as pdf or txt
You might also like
- Wiring R15 V3Document2 pagesWiring R15 V3arrahmah 2140% (5)
- Audit Checklist - JH Steps 1-3Document13 pagesAudit Checklist - JH Steps 1-3Shantanu ShuklaNo ratings yet
- 02-Kobetsu KaizenDocument84 pages02-Kobetsu KaizenSuresh Babu100% (8)
- CII JH Step 4Document4 pagesCII JH Step 4Kumar Swami50% (2)
- JH Step 1 Audit SheetDocument2 pagesJH Step 1 Audit SheetSwayambhar Majumder75% (4)
- Jishu Hozen NotesDocument13 pagesJishu Hozen NotesPrathmesh AwasthiNo ratings yet
- PM PillarDocument56 pagesPM PillarNavneet Sharma80% (5)
- 5 KK PillarDocument54 pages5 KK Pillarazadsingh183% (6)
- Autonomous Maintenance Step 1-7Document18 pagesAutonomous Maintenance Step 1-7riade8886% (7)
- 7 Types of AbnormalitiesDocument34 pages7 Types of AbnormalitiesYoga Adi100% (1)
- JIPM TPM AwardsDocument23 pagesJIPM TPM AwardspreethishNo ratings yet
- Autonomous MaintenanceDocument38 pagesAutonomous Maintenancechusz100% (1)
- Jishu Hozen: Presentation By: V.P.SINGHDocument41 pagesJishu Hozen: Presentation By: V.P.SINGHAbhishek Xc57% (7)
- Introduction To TPM PDFDocument58 pagesIntroduction To TPM PDFArchan raj100% (1)
- Study of JH Implementation ReadyDocument27 pagesStudy of JH Implementation ReadyNaveen Jangid100% (1)
- Jishu Hozen Step 4Document3 pagesJishu Hozen Step 4vikki_sethi100% (1)
- JH PillarDocument39 pagesJH PillarshaktiNo ratings yet
- Kaizen KobetDocument19 pagesKaizen KobetShubham SharmaNo ratings yet
- TPM TRNGDocument28 pagesTPM TRNGSwapan Kumar DasNo ratings yet
- Training ON TPM: Rapl Production SystemDocument25 pagesTraining ON TPM: Rapl Production Systemabhijit bhattacherjeENo ratings yet
- World Class Manufacturing - 1Document46 pagesWorld Class Manufacturing - 1Prakash VermaNo ratings yet
- TPM Wabco-Tvs (India) LTDDocument46 pagesTPM Wabco-Tvs (India) LTDpnithiy_elecNo ratings yet
- JIPM MR Matsuda - TPM in The Connected Factory PDFDocument30 pagesJIPM MR Matsuda - TPM in The Connected Factory PDFSelvaraj Simiyon100% (2)
- Why TPM?Document65 pagesWhy TPM?Gopalakrishnan100% (54)
- Chapter 5. Jishu Hozen ManualDocument71 pagesChapter 5. Jishu Hozen ManualVivek Kumar100% (4)
- 7 Type AbnormalitiesDocument24 pages7 Type AbnormalitiesShantanu Shukla100% (2)
- TPM IntroductionDocument61 pagesTPM IntroductionDhriti GoswamiNo ratings yet
- TPM LessonsDocument10 pagesTPM LessonsAsanka ChathurangaNo ratings yet
- TPM JH PPT 01 JH AwarenessDocument28 pagesTPM JH PPT 01 JH AwarenessLakshmanan Venkatesan100% (1)
- Manual 5-Office TPMDocument8 pagesManual 5-Office TPMsaravanan_mvs8989100% (1)
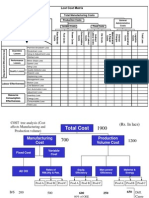
- Lost Cost MatrixDocument2 pagesLost Cost Matrixrecep1100% (5)
- JH TrainingDocument218 pagesJH TrainingMAngesh GadeNo ratings yet
- Training On 4M: Magneti Marelli Talbros Chassis Systems PVT - LTDDocument12 pagesTraining On 4M: Magneti Marelli Talbros Chassis Systems PVT - LTDGirish60100% (1)
- Jishu HozenDocument85 pagesJishu HozenRakesh Tigadi100% (1)
- KK PillarDocument30 pagesKK PillarshaktiNo ratings yet
- Jishu Hozen - AM PDFDocument48 pagesJishu Hozen - AM PDFDicky Hartanto100% (2)
- PM TrainingDocument97 pagesPM TrainingMAngesh GadeNo ratings yet
- Best Practice 5s TPM VisualsDocument75 pagesBest Practice 5s TPM VisualsWilliam Hinostroza100% (1)
- Autonomous Maintenance Step 1 7Document18 pagesAutonomous Maintenance Step 1 7Dũng Tây NinhNo ratings yet
- Autonomous Maintenance Step 3 Audit SheetDocument6 pagesAutonomous Maintenance Step 3 Audit Sheetrecep1No ratings yet
- She PillarDocument66 pagesShe Pillarazadsingh192% (13)
- 5S Visual Management Jun-20Document73 pages5S Visual Management Jun-20Vipul Jha100% (1)
- Example of TPM in Office EuropeDocument53 pagesExample of TPM in Office Europekingathur26681No ratings yet
- TPM Presentation 12 Steps 1 121Document46 pagesTPM Presentation 12 Steps 1 121Jyoti_Malik_874494% (17)
- World Class Manufacturing FinalDocument22 pagesWorld Class Manufacturing Finalshreepal19No ratings yet
- One Point LessonDocument6 pagesOne Point Lessonsadafan1100% (1)
- TPM Pillar Management Index & Activity IndexDocument12 pagesTPM Pillar Management Index & Activity Indexrarues9999No ratings yet
- TPM 1 IntroductionDocument54 pagesTPM 1 IntroductionEduardo L. Garcia100% (1)
- JH - Why-Why Training ModuleDocument24 pagesJH - Why-Why Training Moduleshariq warsiNo ratings yet
- Overall Equipment Effectiveness Simplified: Analyzing OEE to find the Improvement OpportunitiesFrom EverandOverall Equipment Effectiveness Simplified: Analyzing OEE to find the Improvement OpportunitiesRating: 5 out of 5 stars5/5 (1)
- Manual 3 - QMDocument8 pagesManual 3 - QMCleber RochaNo ratings yet
- 1interview Possible QuestionsDocument4 pages1interview Possible QuestionsAzzeddine BoukebireNo ratings yet
- TPM 8 PillarsDocument6 pagesTPM 8 PillarsSelvaraj BalasundramNo ratings yet
- Total Productive MaintenanceDocument6 pagesTotal Productive MaintenanceSuhaib AshrafNo ratings yet
- 2005 Us Army Heavy Construction Equipment Operator Course Phase 2 Grader Pmcs b01 16pDocument16 pages2005 Us Army Heavy Construction Equipment Operator Course Phase 2 Grader Pmcs b01 16pLo Shun FatNo ratings yet
- EMD Overhaul and Maintenance of MotorsDocument24 pagesEMD Overhaul and Maintenance of Motorssingenaadam0% (1)
- Service Manual - Centrifuge 5424 R - EngDocument88 pagesService Manual - Centrifuge 5424 R - Engpmrgyccx4wNo ratings yet
- Hitachi e 35 SBDocument40 pagesHitachi e 35 SBlis500No ratings yet
- En - ACS800 - Hardware ManualDocument158 pagesEn - ACS800 - Hardware ManualABDUL GHAFOORNo ratings yet
- L3 LV Written Assessments AE06 23-11-23Document12 pagesL3 LV Written Assessments AE06 23-11-23Adeel AtchaNo ratings yet
- Releu VE-5H5-KDocument6 pagesReleu VE-5H5-KPopescu StefanNo ratings yet
- Project OverviewDocument18 pagesProject OverviewtuyenNo ratings yet
- Sistema Eléctrico PDFDocument26 pagesSistema Eléctrico PDFJorge Cruz Parker100% (1)
- Quatrix K Installation DetailsDocument32 pagesQuatrix K Installation DetailsAdrian BuicaNo ratings yet
- Info - IEC60947 5 1 (Ed4.0) BDocument27 pagesInfo - IEC60947 5 1 (Ed4.0) BLuis CadenasNo ratings yet
- PDF Arl 300 User Manual v19 - CompressDocument16 pagesPDF Arl 300 User Manual v19 - CompressSalah SalahNo ratings yet
- Nautilus XMLG - Electronic Pressure Sensors Catalogue 2004.09 PDFDocument20 pagesNautilus XMLG - Electronic Pressure Sensors Catalogue 2004.09 PDFSarah RichardNo ratings yet
- English For AircraftDocument238 pagesEnglish For AircraftTráng Thắng100% (1)
- Metal Weather Proof SocketDocument5 pagesMetal Weather Proof SocketIbrahim SNo ratings yet
- Cat Wheel Loader Electrical SchematicDocument18 pagesCat Wheel Loader Electrical SchematicJavier AguiarNo ratings yet
- MULTIMOV Surge Diverters: Installation InstructionsDocument2 pagesMULTIMOV Surge Diverters: Installation InstructionshhtvnptNo ratings yet
- Sieg c1 Micro Lathe Mk2Document24 pagesSieg c1 Micro Lathe Mk2Anonymous f6goFflg3TNo ratings yet
- BEDIA CLS 4x enDocument36 pagesBEDIA CLS 4x enAli Tavakoli NiaNo ratings yet
- Relay: Chapter 1: What Is A Relay?Document19 pagesRelay: Chapter 1: What Is A Relay?Jason SonidoNo ratings yet
- KXNSERIESDocument6 pagesKXNSERIESJorge Martin Bejarano GonzalezNo ratings yet
- Fault Tracing-Module 4Document4 pagesFault Tracing-Module 4AbhithNo ratings yet
- Elec SPM CH02Document6 pagesElec SPM CH02FREDY BELLONo ratings yet
- Robot Safety Overview of Risk Assessment and Reduction 2168 9695 1000139Document5 pagesRobot Safety Overview of Risk Assessment and Reduction 2168 9695 1000139Isaac FaratyNo ratings yet
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Document28 pagesInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768RobertoNo ratings yet
- Megane Transmission 23ADocument250 pagesMegane Transmission 23AMakis Kouiroukidis80% (5)
- Automatic Retarder Control (ARC)Document5 pagesAutomatic Retarder Control (ARC)lisahun100% (1)
- Pegson Maxtrak 1000Document340 pagesPegson Maxtrak 1000Andres Pico Gordon100% (1)
- RCM Flow Meter3Document4 pagesRCM Flow Meter3Jairo FlechasNo ratings yet
- Electrical Troubleshooting ManualDocument52 pagesElectrical Troubleshooting ManualMohammed Shdiefat100% (1)
- Auma DataDocument2 pagesAuma Datasulejmanavdi100% (1)