02-Kobetsu Kaizen
02-Kobetsu Kaizen
Uploaded by
Suresh BabuCopyright:
Available Formats
02-Kobetsu Kaizen
02-Kobetsu Kaizen
Uploaded by
Suresh BabuCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Copyright:
Available Formats
02-Kobetsu Kaizen
02-Kobetsu Kaizen
Uploaded by
Suresh BabuCopyright:
Available Formats
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Kobetsu Kaizen
or
Focussed Improvements
PILLAR
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Losses and why they occur
Loss is defined as wastage of material, money, time and
energy. Some of the reasons for the wastage can be
summarized as below:
Whenever an operation exceeds its standard timings
Whenever an operation is intercepted
Whenever a non -value adding operation is performed
Whenever a machine is idle when it should have given the
rated output
When a machine and or man do not give the rated out put.
Consuming additional time, money, energy than the
specified norms etc.
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
KAIZEN
Kaizen Levels
Restoration
Betterment
Kaizen
Revolution
Renovation
Kaizen = Fill difference between present status and goal
- Aim at good condition in the past.
-Aim at achieving what the equipment
and the operation must be in the future.
Renovating Kaizen
Future Level
Difference
Present Level
Restorative
Difference
Past Level
Present Level
First, bring to a condition of the past,
another line or another company
Copying is also technology
Develop new ideas by changing conception
Importance is to train people who can maintain
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Kobetsu Kaizen Pillar
Target: 16 Major losses
1. Seven major losses that impede overall equipment
efficiency
2. Losses that impede equipment loading time
3. Five Major losses that impede workers efficiency
4. Three major losses that impede efficient use of
production subsidiary resources
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Definition of 16 Major losses 7.1 1-4
Losses due to defects & reworking
Failure losses
Losses due to failures. Types of failures include sporadic
function-stopping failures, and function-reduction failures in
which the function of the equipment drops below normal levels.
1
Setup and
adjustment losses
Stoppage losses that accompany setup changeovers
2
Cutting blade
change losses
Stoppage losses caused by changing the cutting blade due to
breakage, or caused by changing the cutting blade when the
service life of the grinding stone, cutter or bite has been
reached.
3
Start-up losses
When starting production, the losses that arise until equipment
start-up, running-in and production processing conditions
stabilize.
4
Minor stoppage
and idling losses
Losses that occur when the equipment temporarily stops or idles
due to sensor actuation or jamming of the work. The equipment
will operate normally through simple measures (removal of the
work and resetting).
5
Seven major losses that impede overall equipment efficiency
A
Speed losses
Losses due to actual operating speed falling below the designed
speed of the equipment.
6
Defect & rework loss 7
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Definition of 16 Major losses (Contd) 7.1 1-4
Losses that impede equipment loading time
B
Shutdown (SD)
losses
Losses that arise from planned equipment stoppages at the
production planning level in order to perform periodic inspection
and statutory inspection
8
Management
losses
Waiting losses that are caused by management, such as waiting
for materials, waiting for a dolly, waiting for tools, waiting for
instructions, waiting for repair of breakdowns, etc.
9
Motion losses
Mar-hour losses arising from differences in skills involved in
setup and adjustment work, cutting blade change work, etc.
10
Five Major losses that impede workers efficiency C
Line organization
losses
Idle time losses when waiting for multiple processes or multiple
platforms.
11
Distribution
losses
Distribution man-hour losses due to transport of materials,
products (processed products) and dollies.
12
Measurement and
adjustment losses
Work losses from frequent measurement and adjustment in
order to prevent the occurrence and outflow of quality defects.
13
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Definition of 16 Major losses (Contd) 7.1 1-4
Three major losses that impede efficient use of production
subsidiary resources
D
Energy losses
Losses due to ineffective utilization of input energy (electric, gas,
fuel oil, etc) in processing.
14
Die, jig and tool
losses
Financial losses (expenses incurred in production, regarding,
renitriding, etc.) which occur with production or repairs of dies,
jigs and tolls due to aging beyond services life or breakage.
15
Yield losses
Material losses due to differences in the weight of the input
materials and the weight of the quality products.
16
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
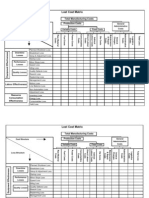
Loss Structure During Production Activities (16 Major Losses)
[Manpower
Efficiency]
[Equipment Efficiency]
5
M
a
j
o
r
L
o
s
s
e
s
P
r
e
v
e
n
t
i
n
g
E
f
f
i
c
i
e
n
c
y
o
f
M
a
n
p
o
w
e
r
Waiting
instruction loss
Waiting material
loss
Equipment
downtime loss
Equipment
performance
loss
Method/procedu
res loss
Skills and
morale loss
Line
organization
loss
Unautomated
system loss
9. Management
loss
12. Logistics loss
13. Measurement and
adjustment loss
Excluding man-
hour (Supported
by other
departments)
Production
Man-hour
loss
Line
organisa
-tion
man-
hour
loss
<Equipment>
Man-hour Elapsed time
<person>
8. Breakdown loss
1. Equipment
failure loss
2. Set-up loss
4. Start - up loss
Other downtime loss
5. Minor stoppage &
idling loss
6. Reduced speed
7. Defects and
rework loss
3. Cutting blade and
jig change loss
Operated man-hour
Duty hour
Loading man-hour Loading time
Net operational
Man-hour
Operating time
Effective
man-hour
Net Operating
time
Valued man-hour
(man-hour for
turnout)
Valued
operating time
Scheduled
downtime
Scheduled
downtime
Downti
me loss
Performa
nce loss
Defects
quality
loss
(Adjustment
of measurement)
Cleaning
checking
Waiting
instruction
Quality
confirmation
Waiting
personnel
distribution
Waiting
materials
Start-up loss
Overload loss
Radiation loss
15. Energy loss
Input energy
Loading time
Effective energy
No. of qualified
products
Weight of
qualified products
<Energy> <Materials>
Start-up loss
Cutting loss
Losses in weight
Losses in excesses
(increased commission)
14. Yield loss
Defects quality loss
[Efficiency of material and energy]
3 Major Losses Preventing Efficiency of Material and Energy.
16. Die and Tool loss
8
M
a
j
o
r
L
o
s
s
e
s
P
r
e
v
e
n
t
i
n
g
E
f
f
i
c
i
e
n
c
y
o
f
e
q
u
i
p
m
e
n
t
10. Operating
motions loss
Defects
in man-
hour
loss
11. Line organisation
loss
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Relationship between Six Major Losses on
Equipment and Overall Equipment Effectiveness
products quality of Rate
Performance
efficiency
Availability
equipment Overall
effectiveness
=
Loading
time
Operating
time
Net
operating
time
D
o
w
n
t
i
m
e
l
o
s
s
e
s
S
p
e
e
d
l
o
s
s
e
s
Valuable
operating
time
D
e
f
e
c
t
l
o
s
s
e
s
C Equipment
Failure
C Set up and
adjustment
CIdling and minor
stoppage
CReduced speed
C Defects in
process
Reduced yield
87% 100
460mins.
60mins. 460mins
ty Availabili
(e.g)
100
e loadingtim
downtime e loadingtim
ty Availabili
=
=
50% 100
400mins
400units x nit 0.5mins./u
e Performanc
efficiency
(e.g)
time Operating
amount processed x time cycle l theoretica
e Performanc
efficiency
= =
= 100
98% 100
units 400
units 8 - units 400
quality of Rate
products
(e.g)
100 100
amount processed
amount defect - amount processed
quality of Rate
products
= =
= =
42.6% 100 0.98 0.50 0.87 (e.g.) =
Equipment Six major losses
Calculation of overall equipment effectiveness
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Plant Total Efficiency = Availability x Performance x Rate of Quality pro ducts
efficiency
Plant Total Efficiency
Calendar hour (A)
Running hour (B)
Operation
hour(C)
L
o
s
s
b
y
s
u
s
p
e
n
s
i
o
n
L
o
s
s
b
y
s
t
o
p
p
a
g
e
Net
Operation
hour (D)
L
o
s
s
b
y
c
a
p
a
c
i
t
y
ty
(
hour
) -
ty =
% 100
(C)
(D)
e Performanc
efficiency
100%
(T/H) production Standard
(T/H) production average Actual
e Performanc
efficiency
=
=
% 100
(D)
(E)
quality of Rate
products
% 100
(T) Production
) ( - (T) Production
quality of Rate
products
=
=
C Planned maintenance
C Production control
C Equipment breakdown
C Process breakdown
C Regular Production
Irregular Production
; Process Deficiency
^ Reprocessing
Valued
operation
hour (E)
L
o
s
s
b
y
d
e
f
i
c
i
e
n
c
y
<Plant> <8 - major losses> <Calculation of the overall plant efficiency>
100%
ur Calenderho
100%
(A)
(C)
Availabili
Calender
Availabili
=
; ^ (T )
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Chronic loss Causes
Cause
Cause
Cause
Cause
Cause
Cause
Cause
Cause
Understanding
the cause
( Single cause) ( Several cause)
(Combination Several cause)
It is difficult to focus on and understand causes
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
BACKGROUND OF CHRONIC LOSSES
Chronic Losses Persistently Exist Data Cannot be gathered Do not know how to do it
Countermeasures cannot be taken
Scale of losses cannot be determined Measurement is not taken
Causes cannot be determined
Only temporary measures are taken
Countermeasures are not taken Did not know chronic losses
Characteristics of chronic
losses are not understood
Chronic losses cannot be reduced or eliminated
Did not know chronic losses occurred
All factors are not analysed
Too much concern with ratio
of influence which primarily
contributes to results
Countermeasures are taken,
but situation does not improve
All factors are
Not identified
Prejudiced by past experience
Lack of organisation-
Developed technology
Do not notice it
Chronic
Losses
Know chronic
Losses have
occurred
Do not know
Chronic losses
are occurring
Countermeasures are taken
Countermeasures cannnot be taken
Countermeasures are not taken
-Do not know what are chronic losses and have not perceived them.
Chronic losses occur mainly in minor stoppages, low speed, rework,
start-up loss, etc.
-Situation does not improve
-No sign of improvement
-Fundamental measures are not taken
Only temporary measures are taken
-Losses are not understood
quantitatively and
Scale of losses is not perceived.
- Occurrence of chronic losses itself is
underestimated
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Cannot be solved even if various actions are
taken. Renovating countermeasures are
needed.
Most cases can be solved on the spot.
Restorative measures will work.
Countermeasure
Causal sequence is not clear and cause
system is compounding. Past experience and
intuition do not work
Causal sequence is relatively monotonous.
Can be guessed by past experience and
intuition in many cases
Cause
Actualize as loss compared between
maximum value and technical level.
Recognized as loss compared with present
level
Actualization
Phenomenon always occurs within a certain
dispersion range.
- Repeated in short cycles
- Phenomenon always occurs with certain
quantitative dispersions
Entirely new phenomenon suddenly occurs.
Phenomenon suddenly occurs after
exceeding a certain dispersion range
Loss Mode
Chronic Loss Sporadic Loss Division
SPORADIC LOSS AND CHRONIC LOSS
JIPM, 1994
Chronic
Losses
Sporadic Losses
Pursuit of Maximum
(Reduction to Zero)
Loss
Rate
Time
Why - Why Analysis PM Analysis
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
CHRONIC LOSS SOLUTION APPROACH
Causes are unknown
Just address the cause
Theoretically trace root of cause
To be solved
Even if not solved, clue to the
solution is found
The approach to eliminate doubtful factors might take time, but it can be said from experience that the
method will be effective
Hypothetical verification method does not take time and is useful, but it does not work well when there are
many factors to be considered and the probability is small.
(1) Analyse the Phenomena
(2) Review the possible factors by Factor
system
(3) Point out all the defect factors
PM Analysis
Troubleshoot the defects
Study what the equipment must be
Think much on the slight defects
Prevent the defects
Restoration
JIPM, 1994
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Heinreich law
1
29
300
Major Defect
Medium Defect
Minor Defect
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
SLIGHT DEFECTS
JIPM, 1994
* Importance of Slight Defects
Major Defects
Major Failure will be caused if not troubleshot
Slight Defects
Further segmenting is difficult. Impacts on results are generally
considered to be slight. Rubbish, stains, play, rust, leaks,
scratches, wear, deformation, etc.
Medium Defects
Defects, minor stoppages and other troubles are caused
Slight Defects grow
Eliminate synergism caused by accumulation of slight defects
Synergism is action multiplied by actions of individual
factors when factors overlap
It is true that some causes work directly or indirectly in all
trouble phenomena. Sometimes, these phenomena cannot
be understood, even if human is gathered.
* Precautions for Identifying Slight Defects
1. Fundamental review starting
with principles and rules
2. Do not adhere to the ratio of
influence contributing to results
1. As a tendency, emphasis is placed on major and
medium defects, and slight defects are left neglected
2. In the initial stage, immediate effects can be obtained
and troubles can be reduced if major and medium defects
are attacked as a priority.
3. In many cases, chronic losses do not decrease.
4. It is no exaggeration to say that chronic losses are due
to negligence of slight defects.
Narrowing down of causes. Find clues to solution.
Law of Heinrich
Even if each factor has only
a very small probability
-Compounding causes
-Multiple causes.
- Compounding causes
For prevention
1. Other factors are included
2. Large impacts are caused if other
factors overlap.
3. Mutual chain reaction with other
factors
1. There are many causes that are
induced even though results are one.
2. Sometimes, results are caused by
compounding factors.
3. Combinations of factors change
each time
- Review phenomenon analysis from standpoint of principles and rules. Review correlation with equipment.
- Exercise care and openly examine if slight defects are overlooked or neglected, without looking at
phenomena only.
- Ratio of influence contributing to results should not be made an issue. (Efforts on slight defects will become
secondary)
- What is questionable and doubtful reasoning should be identified without sticking to ready-made ideas of the
past.
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
JIPM, 1994
WHY WHY ANALYSIS
Phenomenon
(Result)
Cause
Phenomenon
(Result)
Cause
Phenomenon
(Result)
Cause
Phenomenon
(Result)
Primary Secondary Tertiary . . .
Final cause is till mens
actions are expressed
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Why did you clean strainer Strainer was clogged
What is Your Final Action Replacing the o-ring
Repair error during maintenance work
Oil leaks from cylinder rod each time it operates
Question Answer
Why was hole made
Answer Question
Clean Strainer
Prevent Scattering of chips and cutting fluid
Why Strainer was Clogged Oil was Dirty Drain Oil and Clean
Why Oil was Dirty
ACTION WHY ANSWER
Standardise repairs
Example 2
Dirt entered the tank
upper plate of tank has hole and gap Plug hole and gap Why does dirt get in
WHY ANSWER ACTION
Yes After replacing the o-ring is it OK?
Why did you replace o-ring o-ring cut o-ring changed
Why o-ring out? rod has scratch scratch removed
chips were scattered and attached to rod
measures taken to prevent chips from
scattering
Why chips were attached on rod
Cylinder located within scattering range of
chips and rod cover is not plaed cyliners position changed and cover fixed
Why cylinder located within scatterign range
of chips and rod cover not replaced defective design and installation standard design and installation
Example 1
Cylinder Does Not Operate Smoothly
Cleaning Strainer
Yes
What is Your Final Action
After Cleaning Strainer, Is it OK
why rod has scratch
Why Why Analysis
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
PM ANALYSIS
These initials are taken for the work. PM analysis consists of the following steps:
Basic approaches to PM analysis
1) Seize phenomena by strictly following genba" and genbutsu" principles
2) Analyze mechanisms generating phenomena from the standpoint of physical
principles and rules
3) Understand functions and structures of machining principles, processes,
equipment and parts
4) Analyze minutely in relation to 4 M.
5) Abandon priority principle and ready-made ideas and thoroughly eliminate
ones which are dubious by reasoning.
What is PM Analysis?
The term PM analysis comes from the following origin,
Phenomena (non)
Physical
Mechanism
Relationship (Machine, Man, Material and method)
P
M
Analysis
JIPM, 1994
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Steps of PM Analysis
1. Clarify the phenomenon/problem Classify precisely the phenomenon /problem
2. Conduct physical analysis of the
phenomenon
List all contributing factors related to the phenomenon
4. Investigate relation to equipment,
man, materials and methods
5. Study what the normal conditions are
6. Plant the appropriate investigation
methods
7. Investigate malfunctions
8. Implement of improvements
List all contributing factors related to the phenomenon
Investigate the correlation between equipment, jigs and
tools under which failure conditions are generated and list
up the factors which might have cause and effect
relationship
Study the optimal conditions for each factor related to the
mechanism, actual equipment, drawings and various
standards
Study the methods to investigate the factors
List up the items which are deviating from the normal
conditions and items of incidental defects
Draw up and implement the improvement plan for the
malfunction points
3. List factors related to the
phenomenon
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
IDENTIFY CORRELATION WITH 4M
Identify all elements that can be considered by reasoning to compose individual contributing
conditions in order to establish these conditions.
Phenomenon View of Physics Contribution condition 4M (Primary) 4M (Secondary)
Factor
Brotherly
Relation
Brotherly
Relation
Brotherly
Relation
Relation of 1:1
Result
Parental
Relation
Factor,
Results
Parental
Relation
Factor,
Results
Parental
Relation
* Not necessarily confined to contributing factor and degree of impacts
* Correlation with equipment, jigs and tools
Go mechanisms and structures establishing contributing conditions upstream from tips
(machining points) of phenomena sequentially to the foundation which support them.
* List all items that can be thought of by reasoning about materials, methods and men also
* If a listed item occurs, read whether or not conditions will really become contributing conditions to
check a match
JIPM, 1994
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Practice : Physical Analysis
JIPM, 1994
3
2
1
(3) Into which state does
it get out of shape?
(2) What is the physical
quantity which
connects?
(1) Which conditions
contribute to the
phenomenon?
Phenomenon
Much leak within
valve at
specified
pressure and oil
temperature
Body
Spool
Shoe
Slips
Floor
Battery
Lamp
does
not light
up.
Lamp
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
PM ANALYSIS (AIR CYLINDER)
Air pressure is low
Air hose is ripped
Air hose is long
Air hose is bent
Excessive drainage is accumulated
Foreign matter clogged in joint
Air leak through joint
Piston packing blemish or wear
Needle gasket blemish or wear
Cushion packing blemish or wear
Rod packing blemish or wear
O ring blemish or wear
Cylinder gasket blemish or wear
Bushing blemish or wear
Rod cover blemish or crack
Cylinder tube blemish or rip
Piston packing mounted in reverse
Needle gasket mounted in reverse
Head cover packing mounted in reverse
Rod cover packing mounted in reverse
Piston rod deformation, blemish or rust
Rod cover deformation, blemish or rust
Misalignment between piston rod and rod
cover
Foreign matter inserted between piston rod
and rod cover
Insufficient lubrication
Defective 3-point set
Dust wiper deformation, blemish or rust
Needed air does not
reach needle
Air leaks inside cylinder
Resistance exists
between piston rod and
rod cover
Rod thrusting
force is small
Resistance
received by rod
is large.
Resistance received by rod is
larger than advancing force
of rod
Advancing in force of rod : f1
Resistance received by
rod : f2
f1 < f2
Piston rod
of air
cylinder
stops
halfway
Relation with 4M (Secondary)
Relation with
4M (Primary)
Contributing
Condition
Physically View
(Logical reasoning)
Pheno-
menon
42
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Rod packing deformation or deterioration
Cushion packing deformation or deterioration
Bushing deformation or rust
Piston deformation, blemish or rust
Misalignment between piston and rod
Cylinder tube deformation, blemish or rust
Foreign matter between piston and cylinder tube
Insufficient lubrication
Defective 3-point set
Piston packing deformation or deterioration
Misalignment between piston and cylinder tube
Head cover deformation, blemish or rust
Misalignment between piston and head cover
Defective solenoid valve
Clogged exhaust port
Spring trouble
Needle gasket deformation or clogging
Cushion packing deformation or deterioration
Resistance exist
between piston and
cylinder tube
Exhaust air remains
Relation with 4M (Secondary)
Relation with 4M
(Primary)
Contributing
Condition
Physically View
(Logical reasoning)
Pheno-
menon
43
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
How to advance Kobetsu Kaizen
Set model
equipment
Organize
the project
team
Sixteen
major
losses
Select theme
and plan
implementation
Individual
improvement
project
activities
Improvement of
reliability
inherent to the
equipment
I
m
p
r
o
v
e
m
e
n
t
o
f
e
q
u
i
p
m
e
n
t
e
f
f
i
c
i
e
n
c
y
Reliability in the
use Enhancement
Prevention :
Standard, Review
Line manager (Leader)
Production Engineering
Design
Maintenance men
Others
(1) Failure loss
(5) Minor stoppage and
idling loss
(6) Speed loss
(7) Defect & rework loss
(2) Setup and adjustment
loss
(10) Operation motionloss
(12) Logistics Loss
(3) Cutting blade & Jig
change loss
(8) Shut down (SD)loss
(13) Measurement &
Adjustment loss
(14) Yield loss
(9) Management loss)
(11) Line organisation loss
(4) Startup and yield
(15) Energy loss
(16) Die & jig loss
Sixteen
major
losses
Function
failure
Depression
of function
Reduction in
frequency
Failure analysis
technique
PM analysis
Horizontal
development
IE
QC
VE
Others
Bottleneck process
Large loss
More horizontal
development elements
For equipment and lines
Keep matching with the
autonomous maintenance
model
Criteria to give the priority on the theme chosen:
The one which has greater needs
The one which is expected to provide a greater
influence
The one which seems to be improved within
approximately three months
Challenge zero six major
losses through project
activities under each theme
Autonomous
maintenance system
Preventive
maintenance system
Hinshitsu Hozen
System
TPM in Office
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Systems of TPM Success Result Indexes
A
m
o
u
n
t
o
f
r
e
d
u
c
e
d
c
o
s
t
Improvement of
throughput per time
(Time, shift, day, month)
Reduction of input cost
Improvement of labor
productivity
Reduction of material
loss cost
Efficiency of equipment
Unmanned operation
Efficiency of man
Efficiency of base units
Equipment operation
factor
(Planned stoppage)
(Possible operation time)
General equipment
efficiency
(Stoppage loss)
(Loading time)
Time operation
factor
(Stoppage loss)
(Loading time)
Performance
operation factor
(Speed loss)
(Not operation time)
Good product
ratio
(Defective loss)
(Valuable operation time)
Minor stoppage
idling loss
Administration
loss
Reduced speed
loss
Process error
correction loss
Man-hour loss
Automation
replacement loss
Material yield
loss
Energy loss
Dies, jigs and
tools loss
(Sub material loss)
Planned stoppage
Shut down loss
SD stoppage
Minor stoppage cycles
Equipment idling time
Repairing time
Disposal defectives
Speed difference
Automation
Semi-automation
No man operation at night
No man operation in lunch time
Work group organization loss
Improvement of standard
time
Number of machines per
man
Planned waiting
Waiting in material distribution
Startup loss Startup time
Setup loss
Setup cycles
Setup times
Tool replacement
loss
Cutting tool replacing cycles
Cutting tool replacing time
Breakdown loss
Number of breakdowns
Time of breakdowns
Work efficiency
Labor saving
Efficiencies
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
KAIZEN GOALS FOR 7 MAJOR LOSSES
Utilize PM analysis.
Clarify standards and review criteria.
Zero.
Reduce range to zero or to PPM
Defect and
Rework
Restudy cycle graphs.
Review machining conditions.
Study rigidity of equipment and jigs
Zero.
Reduce difference with design specifications to zero.
Pursue theoretical machining speed
Speed
Determine quantitatively.
Identify and eliminate minor defects.
Zero.
Zero with all equipment and facilities.
Minor Stoppage
Study impacts of thermal displacement.
Pursue fluctuation factors for various process conditions.
Minimize.
Reduce to zero or to PPM
Start-up
Pre-setting Zero.
Adjust to produce non-defectives right from the
beginning, without trial machining
Cutting Blade and
Jig Adjustment
Pursue machining theories. Minimize.
Reduce changes by extending cutting blade life.
Cutting Blade and
Jig Change
Analyze adjustment items by reasoning.
Improve precision and rigidity of equipment, parts and
jigs.
Zero.
Adjust to produce non-defectives right from the
beginning without trial machining.
Adjustment
Review and standardize work.
Common use of jigs and tools.
One-touch operation.
Minimize.
Shortest possible time.
Single-step setup.
Setup
Understand as ones own problems
Learn equipment and part mechanisms.
Learn how to pursue causes.
Study corrective maintenance and predictive maintenance
Zero.
Zero for all equipment and facilities.
Failure
Measures Goal Loss Category
JIPM, 1994
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
LOSS - 1
EQUIPMENT
FAILURE
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
GENERAL PROBLEMS WITH FAILURES
Low interest by production sector
- Production thinks failure should be handled by maintenance
Weak attitude toward failure analysis
- Phenomena are not observed in detail
- Broken locations and places nearby are not examined fully.
- Enough Genbutsu is not collected and analyzed.
- Causes are not pursued fully and only actions are taken
- Measures for preventing recurrence are not taken.
- Failures are not analyzed at on-sight.
Maintenance system and operation of it are weak.
- Check criteria are not defined, e.g., checking frequency, locations, methods and
criteria
- Maintenance calendar easily showing parts replacement and overhauling periods,
oiling and oil
change, and other items and operation system for it are weak.
- Failure history system
Attitude towards predictive maintenance (CBM) is weak.
- Measured values fluctuate greatly and are not reliable.
- Measured values do not change for a long time and lose confidence in audit results.
- Periodic measurement and trend control are not implemented
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
KAIZEN PROGRAM FOR FAILURE LOSSES
- Identify failures which occur again based on
maintenance records
- Take permanent measures on failures on which
only temporary measures are taken (Causes are
known, but actions cannot be taken due to time,
technology or budget.)
- Understand and take actions on manufacturing
responsibilities, e.g., operational errors (Training, FP,etc.)
- Study failures which can be dealt with by Jishu Hozen
(Plan and prepare locations to be checked and skill
training)
Classify by line and equipment
Classify by failure location
Classify by failure mode
Classify by cause
Classify by type sporadic or repeated failure
Classify by ease ( If can be prevented by Jishu Hozen)
1. Classify and Rearrange Past Failures
- Thorough analysis and guidance
- Verify and take actions on repair errors (Skill
training)
- Analyze failures as our own problem
- Repeat WHY WHY Analysis
- Check similar equipment and locations and correct
Fuguai
Reanalyse failures that have occurred again
Through analysis of new failures
Steps for zero failures Production Roles Maintenance roles
2. Failure Analysis and General Checks
3. Eliminate Forced Deterioration and
Restore Deterioration Left Unattended
- Correct, train and guide Fuguai
- Consolidate and guide operating conditions
- Eliminate forced deterioration of invisible parts
- Find and restore Fuguai by cleaning
- Provide basic conditions
- Learn and observe operating conditions
4. Study and Improve Weaknesses
(Corrective Maintenance)
5. Prepare and Consolidate Standards
(Including Failures Involving Defects)
- Analyze and correct design weaknesses
- Study measures to lengthen life
- Improve mechanisms.
- Improve basic conditions so that they can be maintained
easily (Countermeasures on sources and places difficult
to check, clean and oil)
- Enforce visual control
- Make general checks of equipment.
6. Maintenance Efficiency
7. Explosion of Predictive Maintenance
JIPM, 1994
- Prepare periodical maintenance manual
- Determine lives of equipment and composite parts
- Determine deterioration pattern (DFR, CFR, IFR)
- Analyze relationship between equipment accuracy
and quality characteristics.
- Prepare Jishu Hozen manual
- Check by check list and restore deterioration
- Enhanced maintainability
- Maintenance (survey, preparations, work, etc.)
- Enhanced spare parts management
- Good housekeeping of drawings and other
documents
- Enhanced visual control
- Determine deterioration and predict life by
precision diagnostic equipment.
- Status monitoring and trend control by simple diagnostic
equipment.
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
KAIZEN IDEA - SHEET
Scope & plan for Horizontal Deployment :
Sl. No. M/c No. Target Dt. Responsibility Status
1 16 m/cs Jan 2000 BK Jha Completed
Problem/present Status :
Frequent break-down of MG welding machine (1304)
(Average 4/month) due to failure of wire feeder
Kaizen Theme :
Reduction of Break-down in welding
Bench mark 4 brush set/month
Target 0
Kaizen start November 1999
Kaizen Finish November 1999
Team members :
1. B K Jha 4. R K Yadav
2. R B Yadav
3. R Dhaiya
Result: Analysis :
Why 1 : Feeder motor not working
Why 2 : No power supply to armature of motor
Why 3 : DC motors carbon contact brush found
worn out and carbon deposited on
commutator
Why 4 : Sparking at roating contact while
operating and specially while breaking
Why 5 : Brush is operating at high voltage and
reverse current is applied while breaking
Idea : To provide DC Motor in wire feeder with low operating voltage and to provide breaking
with permanent magnet
Bharat Seats Limited
Countermeasures :
System changed to low voltage supply and
breaking by permanent magnet has reduced
break down and brush consumption to zero for
3 years
Benefits
Equipment failure reduced from 4 / month to 0
Saving in time loss = 80 min./machine/month
Productivity increased = 133 component/
machine
Carbon brush saved per month = 50 sets
Saving = Rs 110 x 50
= Rs 5500 per month/machine
42 Volts
Breaking by
Permanent Magnet
Field Magnetism by
Permanent Magnet
110 volts
DC current
Breaking by Reverse
DC Current
Field Magnetism by
DC Current
0
1
2
3
4
5
6
Oct'99 Nov'99 Oct'99 Jan'00
0
1
2
3
4
5
6
Oct'99 Nov'99 Dec'99 Jan'00
Brush
Consumption Equipment Failure
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Example of Why-Why Analysis.
TPM
(For Equipment Failure)
BIRLA TYRES
THEME:- IDEA:-
B.M.:-
TARGET:-
BEFORE:-
AFTER:-
ANALYSIS:- RESULT:- EQUIPMENT FAILURE DOWN TIME /
MONTH.
BENEFIT (J#4 M/c) :-
DATE:-
MACHINE :-
PERIOD:-
HORIZONTAL PLAN:-
BENEFIT (ALL MACHINE):-
59 J#4 TYRE BUILDING MACHINE
TO ELIMINATE EQUIPMENT FAILURE DUE
TO ROTORY COUPLING PIN BREAKAGE.
65' / 4 NUMBERS PER MONTH ZERO
PHYSICAL PHENOMENA :-
ROTORY COUPLING PIN BROKEN
Why -1 : ROTORY PIN SHEARING.
Why -2 : LESS STRENGTH OF PIN.
Why -3 : POOR DESIGN OF COUPLING.
TO PROVIDE CHAIN COUPLING TO AVOID PIN
BREAKAGE WITH HEIGHER FACTOR OF
SAFETY.
15/10/99
TO
15/03/00
31/07/2001
KAIZEN THEME IMPLEMENTATION SHEET
65
0
BEFORE AFTER
0
10
20
30
40
50
60
70
T
I
M
E
I
N
M
I
N
U
T
E
S
.
PIN TYPE COUPLING
MAX. TORQUE RATING = 2.8 NM.
CHAIN COUPLING
MAX. TORQUE RATING = 5 NM.
0
6
BEFORE AFTER
0
1
2
3
4
5
6
7
NUMBER OF TYRES PER MONTH
0
66
BEFORE AFTER
0
10
20
30
40
50
60
70
NUMBER OF TYRES PER MONTH
MACHINE PLAN COMPLETED
J# 4,9,1,2, OCT'99 OCT'99
J# 3,5,6 DEC'99 DEC'99
J# 7,8,10,11 FEB'00 FEB'00
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
LOSS - 2
SETUP &
ADJUSTMENT LOSS
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Sona
Sona Koyo Steering Systems Ltd. KAIZEN IDEA - SHEET
Kaizen Theme : TO REDUCE HIGH CHANGE- Idea : PUT A TROLLEY UNDER CHIP AND COOLANT TRAY SO THAT
OVER TIME ON RACK TEETH BROACHING
REMOVAL OF TRAY SHOULD BE EASY
Problem / present Status Counter measure : Bench mark 310 Secs.
Target 140 Secs.
Start 15/5/2001
Kaizen Finish 19/5/2001
Team members :
A.K. DASGUPTA
MANOJ SHARMA
R. BAJAJ
Benefits :
TROLLEY REMOVAL AND
Analysis : Result : FIXING TIME REDUCED
WHY : CHANGE OVER ON BROACHING M/C TO BE BY 170 Secs.
REDUCED
: DUE TO HIGH CHANGEOVER TIME ON M/C
: OPERATOR HAS TO USE CHAIN PULLEY FOR
REMOVAL OF TRAY
Scope & plan for Horizontal Deployment :
Sr.No. M/c No. Target Dt. Responsibility Status
310
140
0
100
200
300
400
BEFORE AFTER
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
TPM Plant : TSK Plant I SUNDARAM BRAKE LININGS LIMITED
Notching
Kaizen Theme : Idea :
To reduce setup time loss reduction in To provide setting stopper.
Notching machine
Problem / Present status Current status 480 seconds
Target 70 seconds
Setting stopper provided for easy alignment. Kaizen started on 05.04.2001
Notching setting time is more Kaizen finished on 07.04.2001
BEFORE AFTER Team Members
B.Vivekanandan G.Arunachalam
480 seconds
B.Munishkumar M.Santhakumar
Benefits :
Setting can be done by any producer.
No stopper Stopper
Analysis Results Scope & Plan for Horizontal Deployment
Setting time reduced by 80 seconds
Why 1 : S.No Machine Target Resp Status
Due to drill head alignment difficult. 1 Padi Plant
Why 2: 2
No setting stopper for drill head
alignment. 3
4
5
Counter Measure
KAIZEN IDEA - SHEET
480
100
0
100
200
300
400
500
600
BEFORE AFTER
I
n
s
e
c
o
n
d
s
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
PU: Foundry. REF NO:-
CELL: Core Room
LOSS : Set up
Kaizen Theme :
To reduce set up time for ejector plate
from 60 mins to 10 mins per occurance
Problem / present Status:
Team Members :
1. 4. Pramod Bhagat
2. 5.
3. 6.
1 Increase in output by 3 nos. per day
2 Reduction in consumption of washers
Analysis : 3 Reduction on cost of long studs
Set up time is more 90
80
70
Removal, fixing and adjustment 60
time more 50
40
Dismentling and assembly time more 30
as number of parts are more 20
Ejector plate gets warped due to heat 10
J F M A M J J A S
Faulty design Months
T
i
m
e
i
n
M
i
n
u
t
e
s
1. Std size spacers are welded to ejector plate. 2. Reinforcement to
ejector plate to avoid warpage elliminating use of washers. 3. Use of
small bolts in stead of long studs.
Result :
Counter Measure:
KAIZEN SHEET
Idea :
Re design upper ejector plate
Murdeshwar
60 minutes
Spacers and studs - 4 nos each and various
washers required for ejector plate set up
10 minutes
Jan-00
Bench Mark
Target
Start
Amar Patil
Lalit Sedani
Benefits:(Mention in PQCDSM as applicable)
HORIZONTAL DEPLOYMENT
M/C NO. PU
Mar-00
Kaizen Finish
Satish Sohoni
Foundry
22/2
22/3
M/C NO.
Foundry 22/1
PU
Foundry
Example of Set Up time reduction
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Sona
Sona Koyo Steering Systems Ltd. KAIZEN IDEA - SHEET
Kaizen Theme : TO REDUCE SET UP TIME
ON C-67 INJECTION MOULDING M/C
Problem / present Status Counter measure : Bench mark 1480 Secs.
Target 415 Secs.
Start 9/10/00
Kaizen Finish 10/03/00
Team members :
RAKESH GARG
G.R. YADAV
MANOJ SHARMA
S.K.GUPTA
CHINTESH
MOULD WAS REPLACED FOR SET UP ONLY REST BLOCKS ARE CHANGED FOR SET UP
Benefits :
Analysis : Result :
SET UP TIME REDUCED
BY 1065 Secs.
WHY:
Scope & Plan for Horizontal Deployment
BECAUSE DIFFERENT MOULDS ARE USED FOR Sr.No. M/c No. Target Dt. Responsibility Status
DIFFERENT MODELS
SET UP TIME IS MORE
Idea : COMMON MOULD TO BE USED BY REPLACING PARTS ONLY
OPERATOR'S FATIGUE
REDUCED
0
5
10
15
20
25
30
Before After
1480
415
0
500
1000
1500
2000
BEFORE AFTER
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
LOSS - 3
TOOL & JIG CHANGE
LOSS
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Sona
Sona Koyo Steering Systems Ltd. KAIZEN IDEA - SHEET
Kaizen Theme : QUICK FITMENT OF RUNNERIdea : MODIFICATION OF RUNNER PLATE BY PROVIDING CHAMFER
PLATE
Problem / present Status Counter measure : Bench mark 20 Secs.
Target 10 Secs.
Start 19/12/2000
Kaizen Finish 19/12/2000
Team members :
CHINTESH
PARMOD JAIN
JITENDER
RAKESH GARG
Benefits :
Analysis : Result :
WHY TAKE MORE TIME TO PUT RUNNER PLATE 10 SEC TIME REDUCED FOR
ON CAVITY CHANGEOVER
NO CHAMFER ON RUNNER PLATE & ACTIVITY
Scope & plan for Horizontal Deployment :
Sr.No. M/c No. Target Dt. Responsibility Status
20
10
0
5
10
15
20
25
BEFORE AFTER
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
LOSS - 4
START UP LOSS
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
LOSS - 5
MINOR STOPPAGE &
IDLING LOSS
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
GENERAL PROBLEMS ON MINOR STOPPAGES
Efforts to actualize as losses are not sufficient.
Actions taken are poor .
- Only emergency measures are taken as temporary measures.
Phenomena are not discerned fully.
Obstruction to unattendance operation.
- Operators are used for restoration.
- Minor stoppages keep operators from operating multiple stations or
machines.
- One minor stoppage will ruin the effects of unattendance operation
during breaks.
JIPM, 1994
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
KAIZEN PROGRAM TO IMPROVE MINOR STOPPAGE LOSS
Where they occur, how many, how frequently, with what product,
when, and in what condition (including condition by program)
* Survey the actual condition of phenomena
1. Understand present status
JIPM, 1994
* Stratify phenomena
* PM analysis
* List all Fuguai that can be considered
2. Analyze Phenomena
Attach Efu in place for each slight defect or Fuguai
Check during Jishu-Hozen activities
* Keep equipment and machines clean
* Attaching and removing Efu
3. Identify, Restore and Improve slight defect and Fuguai
* Verify effects
* Reflect in Jishu-Hozen criteria
* Select problems for zero minor stoppages
4. Verify Results
Timing, Installation angle, vacuum pressure, vibration
Acceleration and deceleration timing, sensor suitability, sensor
mounting conditions, chute shape, coolant condition, air blow
condition, positioning mechanism, clearance, accuracy of each
part, fitting accuracy, condition and method of disposing chips.
* Compare with design conditions
* Improve design weaknesses
5. Study optimal conditions
* Improve parts and members with short life
* Improve dirty locations. (Ideas to eliminate needs for cleaning)
6. Longer MTBF
Fixation of fluctuation factors, prediction of changes, and
automatic restoration of variations
* Zero minor stoppages
7. Challenge to Unattendance Operation (In Zero Minor Stoppages)
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Example of Minor Stoppage and Idling Loss
TPM Plant : TSK Plant I SUNDARAM BRAKE LININGS LIMITED
IDG 2
Kaizen Theme : Idea :
To eliminate Minor stoppage and idling loss in To increase end stopper height
ID Grinding machine.
Problem / Present status Current status 6 occurrences
Target 0
End stopper height increased Kaizen started on 10.07.2001
Product getting overlapped in rear end Kaizen finished on 11.07.2001
stopper after grinding. BEFORE Team Members
B.Vivekanandan G.Arunachalam
B.Munishkumar M.Santhakumar
Benefits :
AFTER
Product over lapping eliminated.
Analysis Results Scope & Plan for Horizontal Deployment
Minor stoppage Trend
Why 1 : S.No Machine Target Resp Status
Product slipped from its position 1 TSKP 2 25.07.2001 KK Comp
IDG
2
Why 2 :
End stopper height is less. 3
4
5
KAIZEN IDEA - SHEET
Counter Measure
6
0
0
1
2
3
4
5
6
7
BEFORE AFTER
O
c
c
u
r
e
n
c
e
s
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Believe in the Best
Kaiun Theme :
Problem / Present Status : Counter Measure :
Analysis : Result :
Benefits :
Sl.
No.
M/c. No.
Responsibilit
y
Status
Not applicable.
Scope & Plan for Horizontal Deployment
1. Minor stoppage reduced to zero .
2. Production Increased by 23400 nos per
month.
Target Dt.
3. Rejection reduced from 2075 Nos. to Zero per
month.
Kaizen Finish Date 02.07.00
Team Members :
Mahesh, Deepak, Jayaraj, Chandrashekar,
Nagaraju.
Kaizen Regn. No. R6/178/00
Kaizen Start Date 20.12.99
Department R6
Can getting stuck between star wheel &
hopper guide leading to stop the flow of cans
to tamping m/c.
Increased no of slots from 37 to 48 by
increasing the diameter of starwheel, there by
reduce the RPM of starwheel.
Location Tamping
Bench Mark 78min, /499 Occ/Month.
Target Zero
Idea :
To increase no of slots available for can locating.
To reduce the minor stoppage of Tamping.
Soft Energy Business Group
KAIZEN IDEA SHEET
DRY CELL DIVISION.
MADDUR.
1. Can not located in the star wheel slot.
2. No. of slots available for locating the can is
less.
3. RPM of the star wheel is more.
4. Machine designed that way.
BPL
0
10
20
30
40
50
60
70
80
90
May-00 Jun-00 Jul-00 Aug-00
Kaizen
Done
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
LOSS - 6
REDUCED SPEED
LOSS
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Example of Eliminating Operating Motion Loss
Time.
TPM
(Idling Loss)
BIRLA TYRES
THEME:- IDEA:-
B.M.:-
TARGET:-
BEFORE:-
AFTER:-
ANALYSIS:- RESULT:-
BENEFIT :-
DATE:-
MACHINE / PROCESS:-
PERIOD:-
HORIZONTAL PLAN:-
BENEFIT (ALL MACHINE):-
P#5 BAND BUILDING
TO REDUCE THE SPEED LOSS AT BAND
BUILDING MACHINE.
3.36 MINUTES PER CYCLE
CYCLE TIME OF P#5 BAND BUILDING M/C IS MORE.
Why -1 :PLY FEEDING TIME MORE.
Why -2 : MANUAL METHOD OF PLY FEEDING.
Why -3 : NO ARRANGEMENT FOR PLY FEEDING.
THE MANUAL PLY FEEDING SYSTEM TO
REPLACED BY MOTERISED SYSTEM.
APR.' -
MAY'2001
31/07/2001
3.36
2.83
BEFORE AFTER
0
1
2
3
4
C
Y
C
L
E
T
IM
E
IN
M
IN
U
T
E
S
.
KAIZEN THEME IMPLEMENTATION SHEET
N.A.-
2.83 MINUTES PER CYCLE
125
148
BEFORE AFTER
0
50
100
150
200
NO. OF BAND PRODUCTION PER SHIFT.
N.A.-
MANUAL PLY FEEDING
MOTERISED PLY FEEDING
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Example of Speed loss
Moving Bolster
Moulds
Manufacturer
recommended speed
85 mm/sec
But actual speed is
35 mm/sec
Before
Main Ram
Tie Rod
After
Machine restored as
per Manufacturer
recommended speed
of 85 mm/sec
Machine : Vertical Curing Press
Operation : Press Curing
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
LOSS - 7
DEFECT & REWORK
LOSS
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
JIPM, 1994
GENERAL PROBLEMS ON DEFECTS
Defects tend to be left as they are because the situation does not improve
even if countermeasures are taken
- Approaching method is wrong
Sporadic and chronic losses are not understood
- Errors by engineers who think only in the realm of organisation
developed
technologies
Actual conditions of on-site is not understood. ( Work, setup,
equipment, etc.)
Methods of seizing and exploring factors are poor
- Defects are not taken up as defects
- Defects are not considered to affect phenomena
Rework is not considered as losses
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
KAIZEN PROGRAM FOR DEFECT LOSSES
* Process and location where defect is generated
* Relations between equipment accuracy, method and conditions and quality.
* Comparative study (non-defectives, defectives and other machines)
* Study of mechanism
Mechanism, jigs, tools, setup and
machining conditions
1. Stratification of Defect Phenomena
JIPM, 1994
* List factors by cause and effect diagrams and 4M analytic charts
* List important factors and draft Kaizen Countermeasures
3. 4 M Analysis and Countermeasure Drafting
* Prepare a plan for Kaizen Implementation
* Implement Kaizen and set conditions
* Verify results
* Stratification of remaining defect phenomena
* Physical analysis of Phenomena
* Contributing conditions
* Analyze correlations with 4M
* Study of what the human resources and equipment condition must be
* Study machining conditions
4. Countermeasure Implementation and Result Verification
5. Implement PM Analysis
* Study of measuring method
* Survey accuracy
* Restore and improve Fuguai
6. Identification of Defects and Implementation of Countermeasures
* Verify results
* Study accuracy to be maintained
* Set and execute control criteria
7. Verifications of Results and Prevention of Recurrence
* Clarify quality standard and quality characteristic values
* Through stratification of defect modes
ABC analysis, time series data, Cp value,
unadjusted time series data
2. Survey of Defect Process and Location
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Example of Why-Why Analysis.
TPM
(For Quality Defect)
BIRLA TYRES
THEME:- IDEA:-
PHYSICAL PHENOMENON.:-
TARGET:-
BEFORE:-
AFTER:-
ANALYSIS:- RESULT:-
DATE:-
MACHINE / PROCESS:-
PERIOD:-
BENEFIT :-
TYRE CURING
ELIMINATION OF TRUCK TYRE
SCRAP DUE TO TREAD BLOW.
ZERO
Why -1 : AIR INBETWEEN TYRE CARCUS
AND BLADDER.
Why -2 : BLADDER NOT TOUCHING THE
TYRE CARCUS.
Why -3 : HEIGHER STRECH IN BLADDER
Why -4 : BLADDER SIZE LESS.
BLADDER HAVING LOWER STRECH (WITH RESPECT
TO TYRE) TO BE USED IN ORDER TO GET BETTER
CONTACT BETWEEN BLADDER AND TYRE AS WELL
AS TO AVOID TRED BLOW AFFECTED TYRES BY
INCREASING BLADDER SIZE.
15/10/99
TO
15/03/00
31/07/2001
30 27
0 0 0
9
8
-
9
9
9
9
-
0
0
0
0
-
0
1
A
P
R
'-
J
U
N
'0
1
J
U
L
'0
1
PERIOD
0
10
20
30
N
U
M
B
E
R
S
KAIZEN THEME IMPLEMENTATION SHEET
9
8
-
9
9
9
9
-
0
0
0
0
-
0
1
A
P
R
'-
J
U
N
'0
1
J
U
L
'0
1
PERIOD
0
20
40
60
80
100
120
T
h
o
u
s
a
n
d
s
R
U
P
E
E
S
550 SIZE
BLADDER
AIR BETWEEN BLADDER
AND TYRE
NO AIR BETWEEN BLADDER
AND TYRE
590 SIZE
BLADDER
TYRE
TYRE
B.M.:- 30 TYRES SCRAP PER MONTH
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
LOSS - 8
SHUT DOWN LOSS
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
BPL Limited B:ABZ:F: 0001
Alkaline Battery Division Eff.Date: 01/06/2001
EXCELL T P M Issue No: 2
Dept: CONSOLIDATED CAN
Name: Nataraj & S.M.Shrikanth Kaizen No: ABK / 674 / 2000
Pillar: PM Start Date: 20/01/01
Theme: TO Reduce Schedule Down Time *A - Adjustment / Parts change End Date: 25/01/01
Loss (8)
*B - No action *C - Setup / Trial
Machine / Line: Pellet Insertor / LR 6 - 1
Problem Description: Sensor Position Shifts During Maintenance Activity.
70 Mins / Month ' Zero '
WHY ? 1 : Sensor Position Changes During Sensor
Cleaning Process.
WHY ? 2 : Sensor Fixture Is Madeup Of 5 Pieces
And Tightened With 6 Screws.
Idea: Counter Measure :
1. Minimise The Number Of Screws In The Existing 1. 5 Piece Fixture Is Replaced With A Single Piece
Fixture. Fixture.
Action: Action:
How to Maintain? 1. Match Marking.
2. Checking Of Screw Tightness
Once / 15 Days.
Horizontal 1. LR 6 - 2 Apr - 2001
Deployment in :
Benefits: Production / Hr Increased To
8790 Pcs.
V. MANOJ
Page: 1 of 1
RESULTS GRAPH
IMPLEMENTATION
Type of Problem*
A / B / C
FOLLOW - UP
ANALYSIS
(Dept.Head) (Sub-Committee)
Bench Mark: Target:
Prepared By: Checked By : Approved By:
AFTER KAIZEN BEFORE KAIZEN
(Name)
K A I Z E N
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
LOSS - 10
MOTION LOSS
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Example of Operating Motion loss
Mix pockets kept away from the
workstation and operator need to
walk to take the mix pocket.
(Walking distance upto 1 meter)
3 secs per cycle
1 sec per cycle
Mix pockets kept near the the
workstation to reduce the
walking and easy collection of
mix pockets. (No walking)
Machine : Gang press-3
Operation : Curing
Before After
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
LOSS - 11
LINE ORGANISATION
LOSS
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Example of Organisation Loss Reduction
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
LOSS - 13
MEASUREMENT &
ADJUSTMENT LOSS
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Example of Adjustment Downtime Loss Reduction
TPM Plant : TSK Plant I SUNDARAM BRAKE LININGS LIMITED
PGrinder
Kaizen Theme : Idea :
To Reduce adjustment loss in Plunge To modify the design.
grinder 2
Problem / Present status Current status 60 secs
Target 30 secs
More time for arc length adjustment . Arc length adjustment handle length increased and handle Kaizen started on 16.02.2001
kept outside the machine guard for easy access & adjustment Kaizen finished on 28.02.2001
60 seconds BEFORE AFTER Team Members
B.Vivekanandan G.Arunachalam
Handle B.Munishkumar M.Santhakumar
Benefits :
Adjustment time reduced from 60
secs to 30 secs.
Difficult to adjust Easy to adjust
Analysis Results Scope & Plan for Horizontal Deployment
Adjustment time reduced
Why 1 : S.No Machine Target Resp Status
Difficult to adjust. 1 TSKP 2 10.03.2001 KK Comp
Why 2 : 2
Adjustment knob kept at inaccessible
position. 3
Why 3 : 4
Design Error.
5
KAIZEN IDEA - SHEET
Counter Measure
60
30
0
10
20
30
40
50
60
70
BEFORE AFTER
I
n
s
e
c
s
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
LOSS - 14
ENERGY LOSS
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Kaizen Theme :
TO REDUCE POWER CONSUMPTION
Problem / present Status: Counter Measure:
Team Members :
1.
2.
3.
Analysis : Result : = 31536 UINITS / YEARS ( 365 DAYS)
= Rs.133081 ( Rs.4.22 / KWH )
M/c. No Responsibility Status
Idea : TO CONVERT WATER COOLED PACKAGE A/C INTO USER FRIENDLY
AIR COOLED PACKAGE A/C.
Bench Mark 4.5 KW
PUMP & COOLER TOWER ELEIMINATED. Target
Kaizen Finish
M.V.AGASHE
KW OF WATER PUMP & COOLING TOWER FAN= 4.5 KW
= 4.5 KW X 0.80 ( LOAD FACTOR ) 24 HRS.
= 86.4 UNITS / DAY
Zero
Start
01-Mar-01
15-Apr-01
S.S.DIGHE
U.S.JOSHI
Benefits:
AS A SYSTEM IS WATER COOLED, IT IS
REQUIRED WATER PUMP, COOLING
TOWER AND WATER. ALSO SYSTEM IS
VERY OLD (15 YESRS) HENCE NOT VERY
EFFICIENT.
ELIMINATED 5 HP CONDENSOR WATER
PUMP AND 1 HP COOLING TOWER FAN
AND SAVEED IN ELECTRICAL POWER
CONSUMPTION.
Scope & Plan for Horizontal deployment :
Sr.No Target dt
1ST FL. AD. EDP DPET.WATER COOLED
A/C SYSTEM.USED.
WATER PUMP
COOLING
TOWER
CONDENSOR
A/C UNIT
A/C UNIT
CONDENSOR
WATER COOLED A/C SYSTEM AIR COOLED A/C SYSTEM
ELIMINATED 3000 LITERS/DAY WATER
AND SAVED MUNICIPAL COST
WATER.
COST OF INSTALLATION @ Rs. 85000
USER FRIENDLY OPERATION
PAY BACK WITHIN ONE YEAR
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
KKP2-U3-4
TPM Plant : TSK Plant II SUNDARAM BRAKE LININGS LIMITED
Kaizen Theme : Idea :
To reduce power consumption in U Line -III To modify the grinding wheel design to perform two operation at a time.
Problem / Present status Current Status 10 Secs
Target 0
The grooving operation and skimming Stepped grinding wheel provided to perform both grooving & Kaizen started on 20.05.01
operation were done separately with skimming operation in one machine. Kaizen finished on 25.05.01
two machines. Team Members
S.Rengarajan
S.Chandramohan
R.Raja ambikeswaran
V.Mohandass
K.Chellamuthu.
Benefits :
One operation eliminated
Power cost Savings - Rs.1603 per month.
Analysis: Results: Scope & Plan for Horizontal Deployment
Why 1: Grooving & skimming operation S.No Machine Target Resp Status
done in two m/cs
Why 2 : Due to grinding wheel design NA
KAIZEN IDEA - SHEET
Counter Measure
0
10
0
2
4
6
8
10
12
BEFORE AFTER
T
i
m
e
i
n
S
e
c
s
Flat grinding
wheel
Stepped grinding
wheel
Product
Product
Example of Power consumption reduction
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Carton Box for Sealing
Motor for driving the Belt
Limit Switch for starting the motor
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
LIGHTING LOAD REDUCTION ,REPLACING INCADECENT LAMPS WITH
MV / SODIUM VAPOUR LAMPS
Energy cost more and frequent
failures of filament lamps
Filament lamps
500 W x 50 Nos 25 kW
200 W x 100 Nos 20 kW
100 W x 50 Nos 5 kW
60 W x 40 Nos 2.4 kW
Fluorecent lamps
40 W x 2000 - 80 kW
M/c. lamps 60 W x 70 4.20 kW
M.V lamps 250 W x 45 11.25 kW
Total 147.88 kW
Filament lamps are high wattage and
frequent failure due to voltage fluctuation.
300 W Filament x 30 Nos 9.00 kW
200 W Filament x 50 Nos 10.00 kW
250 W MV lamp x 110 Nos 27.50 kW
36 W Flurocent x 1500 Nos 54.00 kW
11 W CFL lamp x 40 Nos 0.55 kW
60 W M/c. lamp x 50 Nos 1.20 kW
250 W Sodium x 20 Nos 5.00 kW
Total 107.25 kw
Contd.,
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Energy cost more and frequent
failures of filament lamps
Consumption / yr = 147.88 kw x 15
hrs x 250 days = 5,54,550 units
Energy cost / yr = Rs. 27.72 lakhs
Filament lamps are high wattage and
frequent failure due to voltage fluctuation.
Consumption / yr = 107.25 kw x 15
days x 250 days = 4,02,188 units
Energy cost / yr = Rs. 20.10 lakhs
Investment :- Rs. 5.5 lakhs
Annual Saving :- Rs. 7.62 lakhs
Pay back period :- 9 months
LIGHTING LOAD REDUCTION ,REPLACING INCADECENT LAMPS WITH
MV / SODIUM VAPOUR LAMPS
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
LED INDICATOR IN PLACE OF FILAMENT TYPE LAMPS
IN CONTROL PANELS
Energy and replacement cost
high.
Filament indication lamps
12 W x 180 Nos 2.16 kW
Consumption / Yr = 2.16 x 15 x 250
= 8100 Units
Energy Cost / Yr = Rs. 40,500
Filament lamps are high wattage and
prone frequent failure.
LED Indication lamps used
0.5 W x 180 Nos 0.09 kW
Consumption / Yr = 0.09 x 15 x 250
= 338 Units
Energy Cost / Yr = Rs. 1,690
Investment :- Rs. 0.18 lakhs
Annual Saving :- Rs. 0.39 lakhs
Pay back period :- 6 months Contd.,
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Energy cost and replacement
cost high.
Filament lamps are high wattage
and frequent failure due to voltage
fluctuation.
LED INDICATOR IN PLACE OF
FILAMENT TYPE LAMPS IN CONTROL PANELS
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
LOSS - 15
DIE, JIG & TOOL
LOSS
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
CUTTING TOOL LIFE IMPROVEMENT
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Plant : TSK Plant I SUNDARAM BRAKE LININGS LIMITED
Kaizen Theme : Idea :
To reduce consumption of the Notching cutter. To reduce the notch cutter height.
Problem / Present status Current Status
Target
Notch cutter height reduced Kaizen started on 02.04.2001
Notch cutter consumption is more. kaizen finished on 09.04.2001
Team Members
B.Vivekanandan
S.Nagarajan
P.Manoharan
Benefits :
95 mm
Savings cost per drill Rs.1060
25 mm
Cost savings Rs 4240 / month
Analysis : Results
KAIZEN IDEA - SHEET
Counter Measure
6
2
0
2
4
6
8
10
Before After
Q
t
y
i
n
N
o
s
/
M
o
n
t
h
Why 1: Cutting load is more.
Why 2: Tool contact area less.
Why 3: Design error
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
KAIZEN IDEA - SHEET
Scope & plan for Horizontal Deployment :
Sl. No. M/c No. Target Dt. Responsibility Status
1 SACMA 10/07/99 K Rajaram Completed
2 5LA 06/07/99 S Jayaraman Completed
3 19B4SL 15/07/99 P Velmuthu Completed
Problem/present Status :
The tool cost of heading insert is more
Kaizen Theme :
To reduce tool cost of heading
Insert : M10
Bench mark Rs. 50,000 (250 H.insert/YR)
Target Rs. 20,000(40H.Insert/Yr)
Kaizen start 10
th
December 1998
Kaizen Finish 15
th
February 1999
Benefits :
Consumption of heading insert/Annum
Before 250 Nos.
After 40 Nos.
Cost Savings/Annum - Rs. 30,000
(For M10)
Total cost Savings/Annum - Rs. 6,00,000
(For all sizes)
Team members :
1. K Rajaram 4. S Jayaraman
2. P Velmuthu
3. S Nagasubramanian
Counter measure :
Result: Analysis :
Why 1 : More heading inserts are
consumed
Why 2 : Each heading inserts gives
one lakh pieces
Why 3 : Only one side in the tool can
be used
Change tool design to use multi sides
Tool Consumption
Idea : To change design of heading insert to use six sides of the tool
Sundram Fasteners
Limited
TVS
8.8
TVS
8.8
TVS
8.8
TVS
8.8
Before After
Only one side can be used Six sides are used
Total qty. forged per Total qty. forged per
H.insert 1,00,000 pcs H.insert 6,00,000
pcs
0
50
100
150
200
250
300
250
Before
40
After
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
LOSS - 16
YIELD LOSS
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Kaizen Idea Sheet
DGP Hinoday Ind . Ltd.
Bhosari, Pune
Ferrite Core Group Bhosari - KK Pillar
Kaizen Theme : Reduce loss of
Material at grinding of EC 40
Problem / Present Status :
1.Grinding Allowance - 1.5 mm
2. Material Loss- 2.4%
Problem Analysis:
Why grinding allowance 1.5 mm?
To grind chamfer & adjust variation in sintered
height
Why variation in Sint. Ht?
Variation in Green Density
Why variation in green density?
Variation in bulk density of Powder
Why variation in Bulk density?
Spray dryer process capability
Idea : Green density to be controlled within 2.93 +
or - 0.02 gm / cc
Counter measure :
Adjust compression ratio of Press according
to B D to achieve green density.
Before After
Data
Team Members :
Benefits :
Scope for Horizontal Deployment:
Benchmark
Target
Kaizen Start Date
Kaizen Finish Date
Results:
1.5
0.75
18.10.01
05.11.01
PRR / MDK / MAB
Saving of material loss
100 kg per month for
plan of EC 40 50 Core
Deployment for 40
Nos EC Core and 27
Nos, U Cores
2.4 -
2.8
0.5
As Sintered
24.2 +
or - 0.3
After Grinding
Grinding Allowance
1.5 mm 0.75 mm
Green Density gm/cc
2.93 + or - 0.05 2.93 + or - 0.02
Compression Ratio
2.2 fixed 2.2 + or - 0.1
Variable
Grinding Swarf reduction by 1
gm / core of 82 gm.
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
KAIZEN IDEA - SHEET
Problem/present Status :
Unable to meet the production demand in the CNC
turning operation of the gear primary Driven blanks
Kaizen Theme :
Increase productivity in blank turning operation
Bench mark Output per Hr - 50
Target Output per Hr - 58
Kaizen start November 1999
Kaizen Finish February 2000
Team members :
1. R Marisamy 4. N S Rajagopal
2. T Viswalingam
3. K Jayshanker
Result: Analysis :
Why 1 : The cutting time is more
Excess material is removed during
turning operation
Excess stock is available for turning
operation
Idea : Reduce the machining stock
TPM IN LAC
Countermeasures :
Stock on outer diameter reduced from 4mm
to 2mm and on face from 2mm to 1mm
Benefits
Increase in output by 8 nos per hour
Estimated annual saving in tool cost of Rs
14.28 lakhs/year
Before After
Output 50 / Hr 58 / Hr
Tool cost per piece
(TNMG insert) Rs 0.36 Rs 0.36
(HFPL IC325 Insert) Rs 4.08 Rs 0.83
T
e
a
m
Scope & plan for Horizontal Deployment :
S.No. Component Target Responsibility Status
date
1 K S drive Jan 2000 A/O
2 K S drive Feb 2000 A/O
3 C Shaft Mar 2000 A/O
4 D Shaft Mar 2000
5 P G drive Mar 2000
6 Moped Apr 2000
Cshaft
Incoming
blanks
Finished part
Incoming
blanks
Finished part
Outer diameter
Face
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Hours / Shift Loss due to failure to
automate
(Cases /
worker)
Hours / Shift Carrying loss (workers)
Hours / Shift Operation monitoring loss % Overall efficiency Cases /
worker
Improved worker
productivity
Waste heat loss Energy saving
Cutting blade cost loss Improve cutting
blade material &
energy utilization
Cutting loss Improve raw
material yield
Improved standard
material & energy
utilization
Cases / worker % Process defect & Rework Improve non-
defect rate
Tact mins. Speed loss
Times / day,
Minutes/change
Minor stoppage & idling
loss
Improve
performance
efficiency
Times / day,
Minutes/change
Other losses
Times / day,
Minutes/change
Start-up loss
Times / day,
Minutes/change
Cutting blade loss
Times / day,
Minutes/change
Set-up & adjustment loss
Cases/ man,
Hours / man
Failure loss Improve
availability
Improve O.E.E 1 OO Production line
Accom-
plishment
Rate (%)
Prog-
ress
E
n
d
S
t
a
r
t
C
h
a
r
g
e
C
u
r
r
e
n
t
G
o
a
l
B.M. Case (loss) C
u
r
r
e
n
t
G
o
a
l
B.M. Case C
u
r
r
e
n
t
G
o
a
l
B.M. Case Q
u
a
n
t
Name D
i
v
i
s
i
o
n
Promotion Minor theme Medium theme Major theme Line Process Equipment
Job
Table. III I Example of Kobetsu-Kaizen Schedule
Provide 1 item when implementing with
model equipment or a mode product
Yellow : Being implemented
Blue : Completed
Red : Accomplished
23
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Case Study of Kobetsu-Kaizen Themes
24
In process 92/3 88/1 Renew work feeder 1.00 1.5 2.0 2.0
Labour saving
(person/shift)
1368.0
0.4
90000
548.7
0.8
72795
396.0
0.8
51241
Workers
productivity
(Piece/person-h)
(person) (Piece /
month)
9/11 91/9 20 0 155 20 Defect & rework loss (piece) 1.00 100.0 99.9 100.0 Non defective
rate
2.00 2.00 2.00 Reduced cycle time (sec.)
In process 9/11 147 2886 2952 Minor stoppage loss (min.) 1.24 95.3 45.7 36.7 Performance
Efficiency
2.63 6.56 9.09 Total CT (sec.)
91/11 91/9 0 158 0 Others (min.)
91/11 91/8 100 55 100 Logistics loss (min.)
In process 91/11 50*2 58*10 60*15 Failure loss (min. time)
91/11 918 0 70 0 Tool & adjustment loss (min.)
Completed 91/11 91/9 10*60 38*46 30*48 Set-up loss
(min/unit)
1.11 79.7 66.7 60.1 Availability 76.0 30.4 22.0 OEE (%)
Compl
ete Start
State
Plan
Person
in
charge
Result /
BM
(%) (%) (%)
Further
Plan
Target
Result
(%)
Progress Target Result
BM
Loss Item
Achieve
ment
Yathry Result BM
Item Target Result
(91/6)
BM Item
(Equipment)
N Line
(P 1016
P 1014) Model
Achieve
ment Theme Theme Main Theme
1.00 1.0 1.0 1.0
Labour saving
(person/shift)
480
0.5
37000
290.1
1.1
51131
232.9
0.5
19403
Workers
productivity
(Piece/person-h)
(person)
(Piece/month)
0 44 6 Defect & rework loss (piece) 1.00 100.0 99.9 100.0 Non defective
rate
4.50 4.50 4.50 Reduced cycle time (sec.)
1450 5805 2950 Minor stoppage loss (min.) 1.11 65.7 39.8 36.0 Performance
Efficiency
7.50 12.41 15.16 Total CT (sec.)
0 95 0 Others (min.)
0 46 55 Logistics loss (min)
0 94*3 80*4 Failure loss (min * time)
0 0 0 Tool & adjustment loss (min.)
Completed 91/3 10*40 26*20 21*20 Set-up loss (min/unit)
1.13 91.4 91.2 80.9 Availability
60.0
36.2
29.1
OEE (%)
N500 T
(P 1014)
JIPM, 1994
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
7 steps for carrying out the Kobetsu Kaizen activities
Step Details Activity
Step 0 Select improvement
topic
1. Select and register topic
2. Form project teams
3. Plan activities
Step 1 Understand situation 1. Identify bottleneck process
2. Measure failures, defects and other losses
3. Use baselines (Bench Mark) to set targets
Step 2 Expose and eliminate
abnormalities
1. Thoroughly study and expose abnormalities
2. Restore deterioration and correct minor flaws
3. Establish basic equipment condition
Step 3 Analyze causes 1. Stratify and analyze causes
2. Apply analytical techniques (why-why analysis,
Why OK analysis etc.)
3. Conduct experiments, apply specific
technology, fabricate prototypes
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Step 4 Plan improvements 1. Make improvement proposals and prepare
drawings
2. Compare cost effectiveness of alternate
proposals and make budget
3. Check for possible adverse effects and
disadvantages
Step 5 Implement
improvements
1. Carryout improvement plan
2. Perform tests, trial runs
3. Provide instructions to work on improved
equipment, operating conditions.
Step 6 Check results 1. Evaluate results with time as improvement
project goes on
2. Check whether targets have been achieved, if
not , start from step 3 again
Step 7 Consolidate gains 1. Prepare inspection and work standards
2. Make drawings and feed information to
Development management Pillar
3. Train operators and or fitters to sustain the
results
Details
Activity Step
TPM Club India
Focussed Improvement Pillar
Confederation of Indian Industry
Correlation chart
of Overall Plant
Efficiency and
Loss KAIZEN
Overall Plant Efficiency
84
%
39
%
B
M
Goa
l
85
65
O.E.E
Production Cost
Efficiency
99
66
Availability
90
80
Heat and
Motive Power
efficiency
100
90
Failure
loss
Periodical
repair losses
Steady
loss
Non-steady
loss
Defect
loss
Reprocessing
loss
Energy
loss
Manual
work loss
Inventory
loss
Process
Control
loss
(1) Reduce
failures
(2) Equipment
weakness
Kaizen
(3) Reduce time
needed for
repair
(4) Expand
planned
maintenance
(1) Shorten time
needed for
periodical
repairs
(2) Stronger works
management
(3) Stronger safety
measures
(4) Reduce
maintenance
man hours
(1) Reduce
process
failures.
(2) Bottleneck
process
Kaizen
(3) Process
Kaizen
(1) Reduce start-
up loss
(2) Bottleneck
process
Kaizen
(3) Process
Kaizen
(1) Reduce
process defects
(2) Reduce scrap
losses
(3) Stronger
Hinshitsu-
Hozen
(4) Raw material
Kaizen
(1) Reduce fuel requirement
per product unit.
(2) Reduce electric power
requirement per product
unit
(3) Reduce water requirement
per product unit
(4) Reduce air requirement
per produce unit
(1) Reduce material
requirement per
product unit
(2) Reduce auxiliary
materials
(3) Processing
method Kaizen
(4) Raw material
Kaizen
(1) Reduce rework
(2) Automation
(3) Layout Kaizen
(4) Action on
sources that
generate
dirtiness,
defects etc.
(1) Reduce
product
inventory
(2) Inventory work
Kaizen
(3) Through MM
management
(4) Automated
warehouse
(1) Short lead time
(2) Reduce work in
process
(3) Layout Kaizen
(4) Stronger
production
control
(1) Reduce
reprocessing
(2) Process
inspection
(3) Hinshitsu-Hozen
(4) Raw material
Kaizen
Production Lead
Time Efficiency
10
0
90
(Planned quantity Production
quantity)*Planned quantity
Performance
Rate
96
81
Non-defective
Rate
99
97
Raw Material
yield
99
96
Labour
Productivity
100
77
Lead Time
Efficiency
100
90
Raw
Material
loss
Enhanced labor productivity by labor saving,
saving of energy and improved yield are
important in accomplishing efficiency in process
industry in addition to merely enhancing overall
production efficiency.
You might also like
- Loss Cost MatrixDocument2 pagesLoss Cost Matrixrecep188% (16)
- 01.11 Pillars in Saint-GobainDocument12 pages01.11 Pillars in Saint-GobainSathish Kumar P100% (1)
- 02-Kobetsu KaizenDocument84 pages02-Kobetsu KaizenSuresh Babu100% (8)
- TPM Training MaterialDocument87 pagesTPM Training MaterialLuzia Aparecida Da Silva Pereira100% (1)
- Autonmous Maint TPM Club IndiaDocument36 pagesAutonmous Maint TPM Club IndiaUmesh Katare100% (3)
- Lost Cost MatrixDocument6 pagesLost Cost MatrixRanjit Bhandari100% (4)
- Jishu Hozen NotesDocument13 pagesJishu Hozen NotesPrathmesh AwasthiNo ratings yet
- 5 KK PillarDocument54 pages5 KK Pillarazadsingh183% (6)
- JIPM TPM AwardsDocument23 pagesJIPM TPM AwardspreethishNo ratings yet
- CII JH Step 4Document4 pagesCII JH Step 4Kumar Swami50% (2)
- Jisu Hozen PillarDocument98 pagesJisu Hozen PillarAndrei MarinNo ratings yet
- Music Marketing: When Culture Meet The BusinessDocument2 pagesMusic Marketing: When Culture Meet The BusinessartucustomNo ratings yet
- T PM 100 Study GuideDocument21 pagesT PM 100 Study Guidesiddis316100% (1)
- 16 LossesDocument16 pages16 LossesEdgar Alonso Bazan GalvezNo ratings yet
- Jishu HozenDocument85 pagesJishu HozenRakesh Tigadi100% (1)
- 08.DM Pillar FCDocument67 pages08.DM Pillar FCashutoshpal21100% (1)
- KK Pillar PDFDocument91 pagesKK Pillar PDFdiwesh26decNo ratings yet
- 12 Steps TPM Implementation and Consultation Plan of ActivitiesDocument15 pages12 Steps TPM Implementation and Consultation Plan of ActivitiesMark Zenen Panganiban100% (1)
- Jishu Hozen - AM PDFDocument48 pagesJishu Hozen - AM PDFDicky Hartanto100% (2)
- KK PillarDocument30 pagesKK PillarshaktiNo ratings yet
- 03 TPM Implementation in Each TPM Level (Complete)Document30 pages03 TPM Implementation in Each TPM Level (Complete)nay den100% (3)
- Training ON TPM: Rapl Production SystemDocument25 pagesTraining ON TPM: Rapl Production Systemabhijit bhattacherjeENo ratings yet
- Jishu Hozen (Autonomous Maintenance)Document118 pagesJishu Hozen (Autonomous Maintenance)Harshit Modhia100% (2)
- TPM Presentation 12 Steps 1 121Document46 pagesTPM Presentation 12 Steps 1 121Jyoti_Malik_874494% (17)
- Manual 1 - Jishu-Hozen PDFDocument14 pagesManual 1 - Jishu-Hozen PDFvignesh88in2332No ratings yet
- TPM JH PPT 01 JH AwarenessDocument28 pagesTPM JH PPT 01 JH AwarenessLakshmanan Venkatesan100% (1)
- TPM LiteratureDocument99 pagesTPM LiteratureRajesh Kulkarni75% (4)
- Kobetsu Kaizen Pillar: Training Program OnDocument51 pagesKobetsu Kaizen Pillar: Training Program OnNeeraj SethyNo ratings yet
- Event TPM JipmDocument29 pagesEvent TPM JipmImamRN100% (3)
- Kaizen KobetDocument19 pagesKaizen KobetShubham SharmaNo ratings yet
- Pillar: Initial Control or Development ManagementDocument7 pagesPillar: Initial Control or Development ManagementNavneet Sharma100% (1)
- 01 Jipm Am Audit Step by StepDocument10 pages01 Jipm Am Audit Step by StepDũng Tây NinhNo ratings yet
- TPM Basic TrainingDocument38 pagesTPM Basic TrainingRaj Singh80% (5)
- TPM 1 IntroductionDocument54 pagesTPM 1 IntroductionEduardo L. Garcia100% (1)
- TPMDocument42 pagesTPMSrinivasan VenkatNo ratings yet
- Visual ControlDocument16 pagesVisual ControlMaruthiram100% (1)
- TPM Jipm Seiichi Nakajima 2007 KlmanagementDocument40 pagesTPM Jipm Seiichi Nakajima 2007 KlmanagementDipankar Mukherjee100% (1)
- PM TrainingDocument97 pagesPM TrainingMAngesh GadeNo ratings yet
- JH PillarDocument39 pagesJH PillarshaktiNo ratings yet
- TPM BasicDocument175 pagesTPM BasicHarsha PrasadNo ratings yet
- For Cii On TPM - Jun '10 v3Document54 pagesFor Cii On TPM - Jun '10 v3outline35No ratings yet
- Jishu Hozen 140130144020Document25 pagesJishu Hozen 140130144020Santosh SharmaNo ratings yet
- Chapter 7. QM PILLAR PDFDocument60 pagesChapter 7. QM PILLAR PDFNARENDER SINGHNo ratings yet
- Manual 5-Office TPMDocument8 pagesManual 5-Office TPMsaravanan_mvs8989100% (2)
- TPM QM TrainingDocument16 pagesTPM QM TrainingSunil100% (3)
- Why TPM?Document65 pagesWhy TPM?Gopalakrishnan100% (54)
- Example of TPM in Office EuropeDocument53 pagesExample of TPM in Office Europekingathur26681No ratings yet
- JH PPT 18.12.20Document46 pagesJH PPT 18.12.20MAngesh Gade0% (1)
- What Is WCOMDocument14 pagesWhat Is WCOMP S Lakshmi Kanthan100% (1)
- 3.2loss For Engg Process OEE CalculationDocument8 pages3.2loss For Engg Process OEE CalculationsibasisbasuNo ratings yet
- How To Improve Business Competitiveness Through KK-Concept and CircularDocument3 pagesHow To Improve Business Competitiveness Through KK-Concept and CircularRightBrain IndiaNo ratings yet
- TPMDocument42 pagesTPMShalini YadavNo ratings yet
- OEE AwarenessDocument50 pagesOEE AwarenessRajasekaran Murugan100% (1)
- Dr. Mohamed Ben Daya Professor of Industrial Engineering & Operations ResearchDocument52 pagesDr. Mohamed Ben Daya Professor of Industrial Engineering & Operations ResearchParmjeetkumar YadavNo ratings yet
- 04 Intro To TPM 31 PgsDocument31 pages04 Intro To TPM 31 PgsVishal RamdeoNo ratings yet
- TPM: Total Productive MaintenanceDocument88 pagesTPM: Total Productive MaintenanceManu SharmaNo ratings yet
- TPM 161003084536Document88 pagesTPM 161003084536Muhammad SeptiantoNo ratings yet
- Presentation 5pdfDocument1 pagePresentation 5pdfnikhil p pNo ratings yet
- Total Productive Maintenance Seminar PresentationDocument77 pagesTotal Productive Maintenance Seminar PresentationMuhammad NabeelNo ratings yet
- TPM An OverviewDocument45 pagesTPM An OverviewkazishahNo ratings yet
- Total Peroductive MaintenanceDocument7 pagesTotal Peroductive Maintenanceshivaprasadhm90No ratings yet
- 6400 ManualDocument44 pages6400 ManualSuresh BabuNo ratings yet
- MBF/E&A/WWA/MARCH/01 /2013 Failure Analysis: Pursuit of Cause: Why-Why AnalysisDocument4 pagesMBF/E&A/WWA/MARCH/01 /2013 Failure Analysis: Pursuit of Cause: Why-Why AnalysisSuresh BabuNo ratings yet
- Benefits:: Results:After This Kaizen There Was No Overflow of Hot MetalDocument4 pagesBenefits:: Results:After This Kaizen There Was No Overflow of Hot MetalSuresh BabuNo ratings yet
- Optocoupler Input Drive CircuitsDocument7 pagesOptocoupler Input Drive CircuitsLuis Armando Reyes Cardoso100% (1)
- TKT Clil HandbookDocument30 pagesTKT Clil HandbookWawa ChenNo ratings yet
- H6M-P30 (B3) / H6M-P25 (B3) / H6M-P22 (B3) Series: MS-7680 (v5.x) MainboardDocument155 pagesH6M-P30 (B3) / H6M-P25 (B3) / H6M-P22 (B3) Series: MS-7680 (v5.x) MainboardЮрій РудийNo ratings yet
- Dux Scaler Spec Sheet - Fix Cab PDFDocument2 pagesDux Scaler Spec Sheet - Fix Cab PDFvivalpsNo ratings yet
- Invigilator Roles and ResponsibilitiesDocument38 pagesInvigilator Roles and ResponsibilitiesAsif Yaqub Khan100% (1)
- Johnson, R. T., & Johnson, D. W. (1986) - Cooperative Learning in The Science Classroom. Science and Children, 24, 31-32 PDFDocument2 pagesJohnson, R. T., & Johnson, D. W. (1986) - Cooperative Learning in The Science Classroom. Science and Children, 24, 31-32 PDFHam Daz100% (2)
- SumerDocument16 pagesSumerJuneyell Escobar100% (1)
- Permitting Procedures HazardousDocument35 pagesPermitting Procedures HazardousCarol YD60% (10)
- Mónica Poza Diéguez: EducationDocument4 pagesMónica Poza Diéguez: EducationmonicapozaNo ratings yet
- Vrittant - 15Document4 pagesVrittant - 15Resonance KotaNo ratings yet
- FortiSandbox-4 2 3-Administration - GuideDocument238 pagesFortiSandbox-4 2 3-Administration - GuideForTest TestForeNo ratings yet
- Golgi-Cox Staining Protocol For Neurons and Processes: Novaultra Special Stain KitsDocument3 pagesGolgi-Cox Staining Protocol For Neurons and Processes: Novaultra Special Stain KitstetrazolamNo ratings yet
- 40.4 Project Schedule-NewDocument1 page40.4 Project Schedule-NewTanvir Shawon100% (1)
- Acccob 2 Portfolio: Reflection Paper Presented To The Accountancy DepartmentDocument6 pagesAcccob 2 Portfolio: Reflection Paper Presented To The Accountancy DepartmentRafael CaparasNo ratings yet
- Math111 Chapter 12 Higher-Order Derivatives and Implicit DifferentiationDocument6 pagesMath111 Chapter 12 Higher-Order Derivatives and Implicit DifferentiationAbdul Halil AbdullahNo ratings yet
- Chemistry (Determination of Contents of Cold Drinks) - 1Document22 pagesChemistry (Determination of Contents of Cold Drinks) - 1StudenrtNo ratings yet
- 3 Render's Esu PDFDocument13 pages3 Render's Esu PDFEugenius BreidenNo ratings yet
- SOC-100 Short-Answer Quiz 3: Topic 3Document3 pagesSOC-100 Short-Answer Quiz 3: Topic 3bonnie reese100% (1)
- The Launch of The EuroDocument13 pagesThe Launch of The Euromai.hnx4205No ratings yet
- CCPP ID: Not Assigned: Basic InformationDocument2 pagesCCPP ID: Not Assigned: Basic InformationAmresh PattnaikNo ratings yet
- B550 PG VelocitaDocument99 pagesB550 PG VelocitaEduardo RigueraNo ratings yet
- LIFEBUOYDocument12 pagesLIFEBUOYBobyNo ratings yet
- ICAS Model OverviewDocument22 pagesICAS Model Overviewkaran_12345678No ratings yet
- ERP Implementation and E-BusinessDocument26 pagesERP Implementation and E-BusinessDev GuptaNo ratings yet
- City FormDocument7 pagesCity FormRalph Vincent Valdez TamangNo ratings yet
- CombinepdfDocument67 pagesCombinepdfNguyen Thi Anh TrangNo ratings yet
- The Role of Cognitions in Marital Relationships: Definitional, Methodological, and Conceptual IssuesDocument8 pagesThe Role of Cognitions in Marital Relationships: Definitional, Methodological, and Conceptual IssuesAlex de LisNo ratings yet
- Wish List of Items For Soldier Care PackagesDocument4 pagesWish List of Items For Soldier Care PackagesMichelle TaylorNo ratings yet