04 Distillation Sequencing
04 Distillation Sequencing
Download as pptx, pdf, or txt
You might also like
- HR Interview QuestionsDocument23 pagesHR Interview QuestionsJay Maradiya100% (6)
- Design ProjectDocument32 pagesDesign ProjectWan ahmad Zahin RizzqiNo ratings yet
- Dynamic Model of A Scrubber Using Aspen PlusDocument11 pagesDynamic Model of A Scrubber Using Aspen PluschetanNo ratings yet
- Energy Balances and Numerical Methods Design Project Production of Maleic AnhydrideDocument37 pagesEnergy Balances and Numerical Methods Design Project Production of Maleic AnhydridemoheedNo ratings yet
- Project Report On Design of Plant For Sulphur Recovery Unit Using Super Claus ProcessDocument3 pagesProject Report On Design of Plant For Sulphur Recovery Unit Using Super Claus ProcessAditya Mahajan0% (1)
- Simulink Development of Single Effect Evaporator Using MatlabDocument12 pagesSimulink Development of Single Effect Evaporator Using MatlabRhea MambaNo ratings yet
- CH 2Document63 pagesCH 2Arbanah Muhammad82% (11)
- Tutorial 1 SolutionDocument3 pagesTutorial 1 Solutionpleco4meNo ratings yet
- Assignment 1Document11 pagesAssignment 1Hatta AimanNo ratings yet
- An Approach Towards The Design of A Petlyuk Column Using HYSYSDocument11 pagesAn Approach Towards The Design of A Petlyuk Column Using HYSYSsamandondonNo ratings yet
- Mass Transfer Study and Modeling of Gas-Liquid Membrane ContactingDocument8 pagesMass Transfer Study and Modeling of Gas-Liquid Membrane Contactingpraveen100% (1)
- CAPE-OPEN.. Interoperability in Industrial Flowsheet Simulation Software PDFDocument13 pagesCAPE-OPEN.. Interoperability in Industrial Flowsheet Simulation Software PDFMedardo AnibalNo ratings yet
- 37 - 4 - Washington DC - 08-92 - 1855 PDFDocument9 pages37 - 4 - Washington DC - 08-92 - 1855 PDFMohamadMostafaviNo ratings yet
- Preliminary Design of Sodium Carbonate Plant: Darft Assignment 2Document69 pagesPreliminary Design of Sodium Carbonate Plant: Darft Assignment 2Ardina Ayu WulandariNo ratings yet
- Room Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFDocument11 pagesRoom Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFAshpavi ArunNo ratings yet
- Comparison of Gas Absorption and Distillation Unit OperationsDocument2 pagesComparison of Gas Absorption and Distillation Unit Operationsejaz924n100% (2)
- Assignment 2 With SolutionsDocument4 pagesAssignment 2 With SolutionsVenkat MacharlaNo ratings yet
- Heuristic Synthesis and Shortcut Design of Separation Processes Using Residue Curve Maps - A ReviewDocument18 pagesHeuristic Synthesis and Shortcut Design of Separation Processes Using Residue Curve Maps - A ReviewFDNo ratings yet
- Distillation Control TheoryDocument12 pagesDistillation Control Theoryinstrutech0% (1)
- Reactive DistillationDocument28 pagesReactive DistillationJacintoOrozcoSamuelNo ratings yet
- Energy Balances Procedure Single Component and Double Component SystemDocument24 pagesEnergy Balances Procedure Single Component and Double Component Systemhazyhazy9977100% (1)
- Kinetic Modelling of Lurgi Reactor PDFDocument92 pagesKinetic Modelling of Lurgi Reactor PDFNikhilSumeraNo ratings yet
- Divided Wall Column 496Document6 pagesDivided Wall Column 496GeorgeNo ratings yet
- Final Project Thesis-9.5Document50 pagesFinal Project Thesis-9.5leninbtechNo ratings yet
- Dme BDocument8 pagesDme Bdewi xiaNo ratings yet
- Melt CrystallizationDocument10 pagesMelt Crystallizationarsh19706636No ratings yet
- RCMDocument15 pagesRCMAdzamNo ratings yet
- Pmso - Question BankDocument4 pagesPmso - Question BankdarshanNo ratings yet
- Documents - Tips Multicomponent Distillation Column Design A Semi Rigorous ApproachDocument16 pagesDocuments - Tips Multicomponent Distillation Column Design A Semi Rigorous ApproachPriyanshiVadaliaNo ratings yet
- J. D. Seader, Ernest J. Henley - Separation Process Principles 2nd Edition-Wiley (2005) - 376-395Document20 pagesJ. D. Seader, Ernest J. Henley - Separation Process Principles 2nd Edition-Wiley (2005) - 376-395alan.lima6No ratings yet
- Gas Gathering HYSYSDocument35 pagesGas Gathering HYSYSjimbob8888No ratings yet
- CE 3003 Advanced Process Design - Individual Project: Executive SummaryDocument88 pagesCE 3003 Advanced Process Design - Individual Project: Executive SummaryLee Junming100% (1)
- Kinetic Modelling at The Basis of Process Simulation For Heterogeneous Catalytic Process DesignDocument31 pagesKinetic Modelling at The Basis of Process Simulation For Heterogeneous Catalytic Process DesignDanielle BarkerNo ratings yet
- CHAPTER 3 - Synthesis of Separation TrainsDocument53 pagesCHAPTER 3 - Synthesis of Separation TrainsDev VekariyaNo ratings yet
- Bachmann Sheehan 71: and TR Lzs-A 7-Pregnadiene-3Document4 pagesBachmann Sheehan 71: and TR Lzs-A 7-Pregnadiene-3wakanda foreverNo ratings yet
- Kinetic and Mechanistic Aspects For CO2 Reforming of Methane Over Ni Based CatalystDocument17 pagesKinetic and Mechanistic Aspects For CO2 Reforming of Methane Over Ni Based CatalystMarcus NguyễnNo ratings yet
- Chapter 5.T-102 (5.4)Document51 pagesChapter 5.T-102 (5.4)hazmi_omar100% (1)
- Unit Operation Laboratory Manual (CHS581-BT)Document46 pagesUnit Operation Laboratory Manual (CHS581-BT)Sandeep KhannaNo ratings yet
- 1 - SO2 and NOx PDFDocument13 pages1 - SO2 and NOx PDFAaron David ReidNo ratings yet
- 1 Start Download - View PDF 2 Glass-Lined Reactors: Enter Your Search HereDocument11 pages1 Start Download - View PDF 2 Glass-Lined Reactors: Enter Your Search HerewrdlifeNo ratings yet
- 2 Thermodynamic Property Methods in Aspen PlusDocument10 pages2 Thermodynamic Property Methods in Aspen PlusNorman_Mpofu21100% (1)
- Answer For Assignment 1 Sem21920Document19 pagesAnswer For Assignment 1 Sem21920Ahmad Faiz100% (1)
- Calculation of Plug Flow Reactor DesignDocument3 pagesCalculation of Plug Flow Reactor DesignTegar BagaskaraNo ratings yet
- Appendix AbsorberDocument20 pagesAppendix Absorbermitikeshav_935105731No ratings yet
- Process SynthesisDocument14 pagesProcess SynthesisAngela Paul PeterNo ratings yet
- ENRTL-RK Rate Based Sulfolane-DIPA ModelDocument38 pagesENRTL-RK Rate Based Sulfolane-DIPA ModelsamandondonNo ratings yet
- L3 Energy Balance Reactive SystemDocument16 pagesL3 Energy Balance Reactive Systemchiang95No ratings yet
- 1 s2.0 S0263876299717624 MainDocument7 pages1 s2.0 S0263876299717624 Mainryan123459No ratings yet
- Biodiesel Plant Optimisation Study by Using Aspen-HYSYS Process SimulatorDocument5 pagesBiodiesel Plant Optimisation Study by Using Aspen-HYSYS Process SimulatorBenignoNo ratings yet
- Production of MTBE Using Reactive DistilDocument4 pagesProduction of MTBE Using Reactive DistilIndraNo ratings yet
- OP Flash DistillationDocument11 pagesOP Flash DistillationDylan Navarro LNo ratings yet
- Process Flow Diagram (PFD)Document48 pagesProcess Flow Diagram (PFD)Ali RazaNo ratings yet
- Turton - Appb 30 37Document8 pagesTurton - Appb 30 37asadNo ratings yet
- Rev MTC For PackedDocument15 pagesRev MTC For PackedAldren RebaLdeNo ratings yet
- Amine Process Simulation Model DevelopmentDocument9 pagesAmine Process Simulation Model DevelopmentacetilenaNo ratings yet
- Review Distillation PDFDocument35 pagesReview Distillation PDFsupercubos1No ratings yet
- Introductory Applications of Partial Differential Equations: With Emphasis on Wave Propagation and DiffusionFrom EverandIntroductory Applications of Partial Differential Equations: With Emphasis on Wave Propagation and DiffusionNo ratings yet
- Reactive Distillation Design and ControlFrom EverandReactive Distillation Design and ControlRating: 1 out of 5 stars1/5 (1)
- Multiphase Catalytic Reactors: Theory, Design, Manufacturing, and ApplicationsFrom EverandMultiphase Catalytic Reactors: Theory, Design, Manufacturing, and ApplicationsNo ratings yet
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsFrom EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNo ratings yet
- The National Academies Press: International Critical Tables of Numerical Data, Physics, Chemistry and Technology (1930)Document48 pagesThe National Academies Press: International Critical Tables of Numerical Data, Physics, Chemistry and Technology (1930)Hasnin ArifianiNo ratings yet
- Desain Tanpa JudulDocument1 pageDesain Tanpa JudulHasnin ArifianiNo ratings yet
- Desain Tanpa JudulDocument1 pageDesain Tanpa JudulHasnin ArifianiNo ratings yet
- Crystallization of Pentaerythritol I. Solubility, Density and Metastable Zone WidthDocument7 pagesCrystallization of Pentaerythritol I. Solubility, Density and Metastable Zone WidthHasnin ArifianiNo ratings yet
- Safety Data Sheet: Section 1: Identification of The Substance and SupplierDocument4 pagesSafety Data Sheet: Section 1: Identification of The Substance and SupplierHasnin ArifianiNo ratings yet
- Material Safety Data Sheet Msds HalotronDocument6 pagesMaterial Safety Data Sheet Msds HalotronHasnin ArifianiNo ratings yet
- Azimov1964 PDFDocument9 pagesAzimov1964 PDFHasnin ArifianiNo ratings yet
- Halothane Vet Sds - Feb 2018Document4 pagesHalothane Vet Sds - Feb 2018Hasnin ArifianiNo ratings yet
- DistillationDocument17 pagesDistillationRenu SekaranNo ratings yet
- Separation of Isobutyl Alcohol and Isobutyl Acetate by Extractive Distillation and Pressure-Swing DistillationDocument9 pagesSeparation of Isobutyl Alcohol and Isobutyl Acetate by Extractive Distillation and Pressure-Swing DistillationMiguel SantosNo ratings yet
- Distillation-Multicomponent-final UpdatedDocument30 pagesDistillation-Multicomponent-final Updatedwaleed chNo ratings yet
- Simulation and Analysis of A Reactive Distillation Column For Removal of Water From Ethanol Water MixturesDocument9 pagesSimulation and Analysis of A Reactive Distillation Column For Removal of Water From Ethanol Water MixturesBryanJianNo ratings yet
- Extractive Distillation ReportDocument17 pagesExtractive Distillation ReportAmanda Brown100% (1)
- Relative VolatilityDocument3 pagesRelative VolatilityRM jahanzaib IqbalNo ratings yet
- Multi Component DistillationDocument94 pagesMulti Component DistillationMayur J Mehta67% (6)
- Minimum Reflux Ratio Calculation by Underwood Method: Solutions For R&D To DesignDocument8 pagesMinimum Reflux Ratio Calculation by Underwood Method: Solutions For R&D To Designzhexuanliuoutlook.comNo ratings yet
- Design and Control of Extractive Distillation ColumnDocument20 pagesDesign and Control of Extractive Distillation ColumnNishant GuptaNo ratings yet
- Distillation Techniques in The Fruit Spirits Production: June 2017Document26 pagesDistillation Techniques in The Fruit Spirits Production: June 2017sasaNo ratings yet
- Steady State Simulation of Extractive Distillation System Using Aspen PlusDocument43 pagesSteady State Simulation of Extractive Distillation System Using Aspen PlusRohit GuptaNo ratings yet
- 6611S1TKCE60132018 - Operasi Teknik Kimia III - Pertemuan 6 - Materi TambahanDocument32 pages6611S1TKCE60132018 - Operasi Teknik Kimia III - Pertemuan 6 - Materi TambahanDody FirmansyahNo ratings yet
- 2018 Distillation NoteDocument120 pages2018 Distillation NoteemmanuelNo ratings yet
- Cumene Production PlantDocument72 pagesCumene Production PlantChris Lindsey100% (6)
- Problems For Distillation Column Sequencing - Tutorial - 3Document4 pagesProblems For Distillation Column Sequencing - Tutorial - 3eelya93No ratings yet
- Distillation Model Rev1Document9 pagesDistillation Model Rev1Sheryll de GuzmanNo ratings yet
- SepaDocument4 pagesSepaRobert DelfinNo ratings yet
- PDF FileDocument50 pagesPDF FileHussein AyoubNo ratings yet
- Distillation: C H E 2 4 6 Separation ProcessDocument29 pagesDistillation: C H E 2 4 6 Separation ProcessnorazifahNo ratings yet
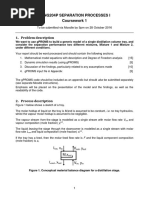
- Ceng204P Separation Processes I Coursework 1: 1. Problem DescriptionDocument3 pagesCeng204P Separation Processes I Coursework 1: 1. Problem DescriptionKaren Chong Yap100% (1)
- Separation EquipmentDocument22 pagesSeparation EquipmentMubshir MughalNo ratings yet
- Single Stage Distillation: Che134P/CpmonterolaDocument40 pagesSingle Stage Distillation: Che134P/CpmonterolaConrad Monterola50% (2)
- DistillationDocument69 pagesDistillationFekadu DagnawNo ratings yet
- DistillationDocument40 pagesDistillationEbook Download100% (2)
- Multi Component DistillationDocument35 pagesMulti Component DistillationDianne Kate Pelon50% (2)
- Assignment 1 PDFDocument1 pageAssignment 1 PDFNur AqilahNo ratings yet