Watss Up, PPT
Watss Up, PPT
Download as pptx, pdf, or txt
You might also like
- The Adobe Photoshop Manual - November 2021Document194 pagesThe Adobe Photoshop Manual - November 2021Thiago P-Tróleo Oficial100% (5)
- IBM Storage For IBM Z Quiz Level 1Document4 pagesIBM Storage For IBM Z Quiz Level 1SkillTrần100% (1)
- Xii Zoology Reasoning Question AnswersDocument9 pagesXii Zoology Reasoning Question AnswersNisha zehra83% (6)
- Automated Inspection and Vision SystemsDocument30 pagesAutomated Inspection and Vision SystemsAnudeep VeeranNo ratings yet
- Phase-Ii Machine Vision: Machine Vision (MV) Is The Application of Computer Vision To Industry andDocument7 pagesPhase-Ii Machine Vision: Machine Vision (MV) Is The Application of Computer Vision To Industry andgaurangmarvaniaNo ratings yet
- Prash - ROBOTIC VISIONDocument38 pagesPrash - ROBOTIC VISIONpreethu02100% (1)
- How To Plan MV SystemDocument5 pagesHow To Plan MV SystemAkarsh VermaNo ratings yet
- Oe Article Machine VisionDocument4 pagesOe Article Machine Visionvikrant03No ratings yet
- Smart Camera As Embedded Systems: Albin Thomas S7 Cse NO2Document25 pagesSmart Camera As Embedded Systems: Albin Thomas S7 Cse NO2liyamolNo ratings yet
- Computer & Machine VisionDocument2 pagesComputer & Machine Visionaqsaashraf7000No ratings yet
- Machine Vision Technology 2Document19 pagesMachine Vision Technology 2Tresa XavierNo ratings yet
- Computer Aided Quality Control (Caqc)Document20 pagesComputer Aided Quality Control (Caqc)raviNo ratings yet
- Agricultural RobotDocument8 pagesAgricultural RobotShaik IrfanNo ratings yet
- Basics of Understanding Machine VisionDocument3 pagesBasics of Understanding Machine VisionPrakash KancharlaNo ratings yet
- 3d Machine Vision System As Shop Floor MetologyDocument22 pages3d Machine Vision System As Shop Floor MetologySatish HSNo ratings yet
- OIE 751 ROBOTICS Unit 3 Class 5 (19-9-2020)Document14 pagesOIE 751 ROBOTICS Unit 3 Class 5 (19-9-2020)MICHEL RAJ100% (1)
- 3d Machine Vision System As Shop Floor MetologyDocument22 pages3d Machine Vision System As Shop Floor MetologyranjithkrajNo ratings yet
- Architectural Model of Robot Vision System - Smart Card TechnologyDocument14 pagesArchitectural Model of Robot Vision System - Smart Card TechnologyTMDNo ratings yet
- ME407 M6 Ktunotes - inDocument57 pagesME407 M6 Ktunotes - incm.niveditha99No ratings yet
- Machine Vision AssignmentDocument4 pagesMachine Vision Assignmentvarshavaru.1709No ratings yet
- Inspection SystemsDocument10 pagesInspection SystemsSRI RAMNo ratings yet
- DLT Unit 5Document27 pagesDLT Unit 5venkata rajeshNo ratings yet
- CHAPTER - 2 - 3embedded VisionDocument7 pagesCHAPTER - 2 - 3embedded Visionfedibouabid49No ratings yet
- Bearing Defect Inspection Based On Machine VisionDocument20 pagesBearing Defect Inspection Based On Machine VisionArun Kumar100% (1)
- Austral Is GuideDocument105 pagesAustral Is GuideHabibi FaridhNo ratings yet
- Machine Vision Is The Technology To Replace or Complement Manual InspectionsDocument48 pagesMachine Vision Is The Technology To Replace or Complement Manual InspectionsRahul SaraswatNo ratings yet
- Unit 2: - Introduction To Machine VisionDocument4 pagesUnit 2: - Introduction To Machine VisionProphet TempestNo ratings yet
- RAT292 M3 Part ! Sensors and ActuatorsDocument45 pagesRAT292 M3 Part ! Sensors and ActuatorspriyaNo ratings yet
- Basics of MVision PDFDocument3 pagesBasics of MVision PDFkehindeloNo ratings yet
- William Bourgeous - SDocument23 pagesWilliam Bourgeous - SSupreeth DevNo ratings yet
- Digital Image ProcessingDocument9 pagesDigital Image ProcessingAndrei VarvarucNo ratings yet
- Whitepaper Machine Vision Can Do A Lot More Than You ThinkDocument11 pagesWhitepaper Machine Vision Can Do A Lot More Than You ThinkbiswacementNo ratings yet
- PDF/JCSSP 2012 528 532Document5 pagesPDF/JCSSP 2012 528 532mohitegaurv87No ratings yet
- Intro To Line Scan Tech NoteDocument7 pagesIntro To Line Scan Tech Notejkorosiva2000No ratings yet
- MODULE 3Document20 pagesMODULE 3streamviewer7No ratings yet
- Unit 4Document12 pagesUnit 4AnasNo ratings yet
- Inspection - How It WorksDocument10 pagesInspection - How It WorksSergio CruzNo ratings yet
- Marker-Based Monocular VisionDocument8 pagesMarker-Based Monocular VisionbazookavnitNo ratings yet
- Geometric CalibrationDocument19 pagesGeometric Calibrationb66680028No ratings yet
- Computer Vision(7th Sem)Document48 pagesComputer Vision(7th Sem)Diptendra JuinNo ratings yet
- Digital PhotogrammetryDocument14 pagesDigital Photogrammetrykirana100% (2)
- MosesDocument34 pagesMosesBUKENYA BEEE-2026No ratings yet
- Smart CameraDocument8 pagesSmart CameraSanthosh SalemNo ratings yet
- Reverse EngineeringDocument43 pagesReverse EngineeringUser140035100% (1)
- CV 2 MARKSDocument11 pagesCV 2 MARKSabjayak32No ratings yet
- UNIT-2R Deep LearningDocument34 pagesUNIT-2R Deep LearningNavyaNo ratings yet
- Software For CCTV Systems DesignDocument7 pagesSoftware For CCTV Systems DesignAPHISITH IICTNo ratings yet
- By Saurabh Pethe: Robotics A Presentation On Vision SystemDocument17 pagesBy Saurabh Pethe: Robotics A Presentation On Vision SystemsaurabhpetheNo ratings yet
- Assignment 5 Image ProcessingDocument9 pagesAssignment 5 Image ProcessingAmeerNo ratings yet
- Phase 2 Presentation NewDocument30 pagesPhase 2 Presentation Newgagan rajNo ratings yet
- Unit - 2Document43 pagesUnit - 2manvendraNo ratings yet
- Wa0026.Document9 pagesWa0026.NaveenNo ratings yet
- Reverse EngineeringDocument45 pagesReverse Engineeringranjeet kumarNo ratings yet
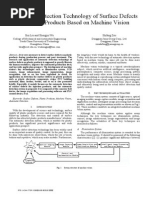
- Automatic Detection Technology of Surface Defects On Plastic Products Based On Machine VisionDocument4 pagesAutomatic Detection Technology of Surface Defects On Plastic Products Based On Machine VisionMekaTronNo ratings yet
- 3D Metrology: Forth Dimension DisplaysDocument4 pages3D Metrology: Forth Dimension DisplaysNathan DrakeNo ratings yet
- Presntation CcDocument27 pagesPresntation Ccrahul ponnuruNo ratings yet
- Unit - 2: Cad & Reverse EngineeringDocument33 pagesUnit - 2: Cad & Reverse EngineeringrajeshNo ratings yet
- Computer Aided Quality Control: Unit-5Document14 pagesComputer Aided Quality Control: Unit-5kula shekar reddyNo ratings yet
- Fundamental Scanner WebcamDocument6 pagesFundamental Scanner WebcamBuddhanath MuduliNo ratings yet
- Distributed Visual Processing For Augmented RealityDocument8 pagesDistributed Visual Processing For Augmented Realitywai_li_8No ratings yet
- 10.31829 2689 6958.jes2020 3 (1) 111Document18 pages10.31829 2689 6958.jes2020 3 (1) 111nikhilshetty1951No ratings yet
- Smart Camera: Revolutionizing Visual Perception with Computer VisionFrom EverandSmart Camera: Revolutionizing Visual Perception with Computer VisionNo ratings yet
- N N N N: Norte Proyecto Norte Geografico Project North Geographical NorthDocument1 pageN N N N: Norte Proyecto Norte Geografico Project North Geographical NorthEdwinNo ratings yet
- Test Block Ho MMLGDocument6 pagesTest Block Ho MMLGdobathinhNo ratings yet
- Centum VPDocument43 pagesCentum VPFachri AbdillaNo ratings yet
- American International University-Bangladesh (AIUB) Department of Computer ScienceDocument3 pagesAmerican International University-Bangladesh (AIUB) Department of Computer ScienceSyed KhoabNo ratings yet
- 3.1 - BBDD No Relacionales para Web (Temario)Document2 pages3.1 - BBDD No Relacionales para Web (Temario)MarioNo ratings yet
- Best Minecraft 1.18 Village Seeds (Top 5) - Bedrock & JavaDocument9 pagesBest Minecraft 1.18 Village Seeds (Top 5) - Bedrock & JavaAFERYAD100% (1)
- MIS Assingment 2.2Document5 pagesMIS Assingment 2.2tinashem192No ratings yet
- Hazem Mohamed Abdallah CVDocument5 pagesHazem Mohamed Abdallah CVHazem MohamedNo ratings yet
- SwitchesDocument23 pagesSwitchesAnwarNo ratings yet
- LIVING-IN-THE-IT-ERA Syllabus (15weeks)Document7 pagesLIVING-IN-THE-IT-ERA Syllabus (15weeks)Kitch MallariNo ratings yet
- 4.-Student Dropout Prediction 2020Document12 pages4.-Student Dropout Prediction 2020Cap Scyte Victor MariscalNo ratings yet
- Iptv STB Manual Zxv10 b720Document2 pagesIptv STB Manual Zxv10 b720disepyNo ratings yet
- NetShelter SX 42U 600mm Wide X 1200mm Deep Enclosure With Sides Black - APC - IndonesiaDocument2 pagesNetShelter SX 42U 600mm Wide X 1200mm Deep Enclosure With Sides Black - APC - IndonesiaWillybrordus HermawanNo ratings yet
- DJI Air 3 Release Notes ENDocument7 pagesDJI Air 3 Release Notes ENaungsoemin135135No ratings yet
- OpenFOAM Foundation Handout PDFDocument92 pagesOpenFOAM Foundation Handout PDFRalph EvidenteNo ratings yet
- ProgramsDocument3 pagesProgramsManju BhuvanNo ratings yet
- 406B Open Source Software PDFDocument22 pages406B Open Source Software PDFTushar ShelakeNo ratings yet
- Chief Information OfficerDocument12 pagesChief Information OfficerShiviNo ratings yet
- Curriculum Vitae: Nitheesh P.MDocument2 pagesCurriculum Vitae: Nitheesh P.MNitheesh MohanNo ratings yet
- Sai Karthik.G E-Mail: MOBILE NO:-9052204422Document2 pagesSai Karthik.G E-Mail: MOBILE NO:-9052204422Sesank VardhanNo ratings yet
- Ee Time Table PersonalDocument14 pagesEe Time Table Personalushasridhar2010No ratings yet
- Python Unit 1Document9 pagesPython Unit 1megha raniNo ratings yet
- All MLDocument9 pagesAll MLSarthakNo ratings yet
- ARSVN-Introduction 2022 05 Short 2Document62 pagesARSVN-Introduction 2022 05 Short 2Dũng HoàngNo ratings yet
- Architectural Origami Architectural Form Design Systems Based On Computational OrigamiDocument129 pagesArchitectural Origami Architectural Form Design Systems Based On Computational Origamiibn hayanNo ratings yet
- TKRS 8 1Document24 pagesTKRS 8 1Raudatul JannahNo ratings yet
- Learn How EMC Testing Can Benefit From Network Access 1725333163Document3 pagesLearn How EMC Testing Can Benefit From Network Access 1725333163Mathanraj GunasekaranNo ratings yet