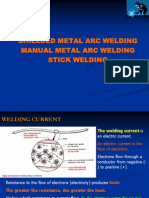
3 Smaw
3 Smaw
Download as ppt, pdf, or txt
You might also like
- Shielded Metal Arc Welding (SMAW) Manual Metal Arc Welding Stick WeldingDocument49 pagesShielded Metal Arc Welding (SMAW) Manual Metal Arc Welding Stick WeldingZakaria Ma'arifNo ratings yet
- Shielded Metal Arc Welding Manual Metal Arc Welding Stick WeldingDocument50 pagesShielded Metal Arc Welding Manual Metal Arc Welding Stick WeldingRafli RamadhaniNo ratings yet
- 5.arc WeldDocument40 pages5.arc Weldalinader20022No ratings yet
- Spot Weld - PresDocument96 pagesSpot Weld - Presavinashbatra1100% (1)
- ElectrotechnologyDocument37 pagesElectrotechnologyHoneyNo ratings yet
- ElectronbeamweldingDocument45 pagesElectronbeamweldingzerogravityNo ratings yet
- Introduction ProcessDocument57 pagesIntroduction Processalexandrinho.rocha84No ratings yet
- Heat Generation in EBWDocument14 pagesHeat Generation in EBWSubhodeep SadhuNo ratings yet
- Heat Generation UncompleteDocument13 pagesHeat Generation UncompleteSubhodeep SadhuNo ratings yet
- Arc Welding ProcessesDocument25 pagesArc Welding ProcesseskimomomichealNo ratings yet
- 1.6 - Introduction To Gas-Shielded Arc WeldingDocument36 pages1.6 - Introduction To Gas-Shielded Arc WeldingReza DhonyNo ratings yet
- Edm NotesDocument98 pagesEdm NotesDeepankumar AthiyannanNo ratings yet
- Unit 4 Lesson 3Document10 pagesUnit 4 Lesson 3kolomoidanielNo ratings yet
- Specific Welding DetalsDocument17 pagesSpecific Welding DetalsradiantsteelNo ratings yet
- Welding: A. Arslan KAYA, Prof. Dr. Anadolu University and Muğla UniversityDocument58 pagesWelding: A. Arslan KAYA, Prof. Dr. Anadolu University and Muğla UniversityŞafakk CanıberkkNo ratings yet
- SmawDocument62 pagesSmawmiqdadmeh7No ratings yet
- Overseas Family School Physics Ia Temperature and Resistance of Nichrome Wire Experiment Shixiao Physics SLDocument13 pagesOverseas Family School Physics Ia Temperature and Resistance of Nichrome Wire Experiment Shixiao Physics SLxiao shiNo ratings yet
- Arc WeldingDocument25 pagesArc WeldingHimanshuKhulveNo ratings yet
- Arc and Special Welding TechniquesDocument10 pagesArc and Special Welding TechniquesAvinash ChandraNo ratings yet
- What Every Engineer Should Know About Welding ProceduresDocument13 pagesWhat Every Engineer Should Know About Welding Proceduresarash59_4uNo ratings yet
- Shield Metal Arc WeldingDocument4 pagesShield Metal Arc Weldingகோகுல் இராNo ratings yet
- Effect of Electrode Regulation System On Arc Parameters in Furnace Operation PDFDocument5 pagesEffect of Electrode Regulation System On Arc Parameters in Furnace Operation PDFSunil KumarNo ratings yet
- Overview of Resistance Welding PDFDocument10 pagesOverview of Resistance Welding PDFSalem GarrabNo ratings yet
- The Welding Arc and Power Sources: Indian Institute of Welding - ANB Refresher Course - Module 14Document51 pagesThe Welding Arc and Power Sources: Indian Institute of Welding - ANB Refresher Course - Module 14dayalramNo ratings yet
- Advanced Welding Processes PDFDocument9 pagesAdvanced Welding Processes PDFlovaldes62100% (1)
- Arc Welding-1Document14 pagesArc Welding-1m9966822No ratings yet
- Electricity and MagnetismDocument12 pagesElectricity and MagnetismVanita Shetty BhoolaNo ratings yet
- Electro Discharge MachiningDocument54 pagesElectro Discharge MachiningLihas AirohalNo ratings yet
- Physics of Arc - SPJDocument53 pagesPhysics of Arc - SPJRaj singhNo ratings yet
- Jesc112 ExtractDocument4 pagesJesc112 Extractdpriyaakter56No ratings yet
- Unit-I Circuit Breakers - IDocument15 pagesUnit-I Circuit Breakers - IHRIDYA GNo ratings yet
- Effect of Electrode Regulation System Arc Parameters FurnaceDocument5 pagesEffect of Electrode Regulation System Arc Parameters FurnacesophieNo ratings yet
- Welding MCQDocument116 pagesWelding MCQRohan YaduvanshiNo ratings yet
- Welding Arc and Power SourcesDocument52 pagesWelding Arc and Power SourcesSibaram DasNo ratings yet
- Welding Types Procedures ParametersDocument156 pagesWelding Types Procedures ParametersVinodh Kumar Yalla100% (2)
- Welding Process 4Document38 pagesWelding Process 4Janmayjoy Halder SwagataNo ratings yet
- Automatic Welding SystemDocument22 pagesAutomatic Welding SystemAlyssa RicafortNo ratings yet
- 2 WeldingDocument24 pages2 WeldingpriyanshuvraoNo ratings yet
- EBW WELDING VVI I MADE I Teached TO STUDENTDocument26 pagesEBW WELDING VVI I MADE I Teached TO STUDENTShivangNo ratings yet
- WeldingDocument9 pagesWeldingDebanjali MajumderNo ratings yet
- Electrode Converted Into TextDocument14 pagesElectrode Converted Into TextNeha NimbarkNo ratings yet
- Arc Welding AbstractDocument5 pagesArc Welding AbstractotuozegarbaNo ratings yet
- Electronics Workshop Manual 2Document141 pagesElectronics Workshop Manual 2Manu Yadav100% (1)
- Physics of Welding Better VersionDocument3 pagesPhysics of Welding Better VersionKhurram RehmanNo ratings yet
- Types of Welding ArcsDocument14 pagesTypes of Welding ArcsArnab GoswamiNo ratings yet
- 1 Arc Welding 1Document40 pages1 Arc Welding 1ali100% (1)
- Electric Furnace 1971 - 032 PDFDocument9 pagesElectric Furnace 1971 - 032 PDFsirous41533No ratings yet
- Starter Resistor PrimerDocument3 pagesStarter Resistor PrimerIzza Cahya KamilaNo ratings yet
- MMA Welding LastDocument76 pagesMMA Welding LastMahmoud Elemam100% (1)
- Lecture2 SMAWDocument13 pagesLecture2 SMAWSamet AKARNo ratings yet
- I. Welding: (What About Flux Cored Arc Welding??)Document4 pagesI. Welding: (What About Flux Cored Arc Welding??)Ravi PoudelNo ratings yet
- Electron Resistance WeldingDocument20 pagesElectron Resistance Weldingsai prasadNo ratings yet
- PHYSICDocument14 pagesPHYSICPatel Darshan IX CNo ratings yet
- Electricity One Shot Class10Document49 pagesElectricity One Shot Class10saracastic123No ratings yet
- Complete Electronics Self-Teaching Guide with ProjectsFrom EverandComplete Electronics Self-Teaching Guide with ProjectsRating: 3 out of 5 stars3/5 (2)
- Welding CostsDocument13 pagesWelding CostsJohan AviantoNo ratings yet
- 9 WELDING METALLURGY Ilovepdf CompressedDocument72 pages9 WELDING METALLURGY Ilovepdf CompressedNasrullahNo ratings yet
- 5 GtawDocument45 pages5 GtawPutra Daha PratamaNo ratings yet
- 4 GmawDocument41 pages4 GmawPutra Daha PratamaNo ratings yet
- 1 IntroductionDocument25 pages1 IntroductionNida I. FarihahNo ratings yet
- Experiment-1 Speed Control of DC Motor Using Matlab SimulinkDocument4 pagesExperiment-1 Speed Control of DC Motor Using Matlab Simulinksameerpatel15770No ratings yet
- 4 Steps To Convert 230V AC To 5V DCDocument3 pages4 Steps To Convert 230V AC To 5V DCbiswa2170% (1)
- BLDC Pump Dc50eDocument4 pagesBLDC Pump Dc50eErick Lira QuinteroNo ratings yet
- iGCSE Physics ElectricityDocument326 pagesiGCSE Physics ElectricityKt TristopNo ratings yet
- BS en 61557-12-2008Document82 pagesBS en 61557-12-2008Linh TruongNo ratings yet
- Single Phase ControlledDocument39 pagesSingle Phase Controlledchandan Goswami50% (2)
- It 302 en PDFDocument297 pagesIt 302 en PDFNicholas MurondaNo ratings yet
- 4.5-V To 65-V Input, Compact Bias Supply With Power Stage Reference Design For Igbt/Sic Gate DriversDocument44 pages4.5-V To 65-V Input, Compact Bias Supply With Power Stage Reference Design For Igbt/Sic Gate DriversDebasish MishraNo ratings yet
- Ea TS TS 50-19 1 PDFDocument10 pagesEa TS TS 50-19 1 PDFstr69d46No ratings yet
- IEEE 2011 April Boost ConverterDocument16 pagesIEEE 2011 April Boost Convertersam chenNo ratings yet
- Submerged Arc Welding Tractor: Operator'S ManualDocument32 pagesSubmerged Arc Welding Tractor: Operator'S Manualferdinand hutapeaNo ratings yet
- SUN2000 - (20KTL, 29.9KTL, 30KTL, 36KTL, 40KTL) - M3 Quick GuideDocument20 pagesSUN2000 - (20KTL, 29.9KTL, 30KTL, 36KTL, 40KTL) - M3 Quick GuideNicolae-Robert StanNo ratings yet
- Designandconstructionofa1 5kvainverterusing12vbatteriesMODIFIEDfinal16022016Document13 pagesDesignandconstructionofa1 5kvainverterusing12vbatteriesMODIFIEDfinal16022016shah pallav pankaj kumarNo ratings yet
- A300/A310 Flight Manual: Chapter 8-7Document22 pagesA300/A310 Flight Manual: Chapter 8-7phuong leNo ratings yet
- Electrical DataDocument127 pagesElectrical DatabuntysuratNo ratings yet
- Firepro Fire Suppression Control Panel Model Fp-8350 24Vdc Operators ManualDocument20 pagesFirepro Fire Suppression Control Panel Model Fp-8350 24Vdc Operators ManualRolandNo ratings yet
- Las 3Document4 pagesLas 3James Honrubia (titobibot)No ratings yet
- Speed Control of DC Motor Using Chopper: Presented byDocument17 pagesSpeed Control of DC Motor Using Chopper: Presented bydeviselva75No ratings yet
- PH Sampler Manual 010108Document20 pagesPH Sampler Manual 010108Céline LuttiNo ratings yet
- ABB TrainingCOLOBIA Inverters February2016 FINALE PDFDocument209 pagesABB TrainingCOLOBIA Inverters February2016 FINALE PDFOrlando CadenaNo ratings yet
- A New Protection Scheme For DC Microgrid UsingDocument5 pagesA New Protection Scheme For DC Microgrid Usingmcel_2aNo ratings yet
- Standart IEEE 1204-1997Document214 pagesStandart IEEE 1204-1997Gonzalo Quiñones FNo ratings yet
- Basic Circuits - Bypass CapacitorsDocument4 pagesBasic Circuits - Bypass Capacitorsfrank_grimesNo ratings yet
- CIGRE 2016: 21, Rue D'artois, F-75008 PARISDocument7 pagesCIGRE 2016: 21, Rue D'artois, F-75008 PARISMarko KojicNo ratings yet
- 601 International Ave. Washington, Missouri 63090 (636) 239-2772 (636) 239-5652 (FAX)Document21 pages601 International Ave. Washington, Missouri 63090 (636) 239-2772 (636) 239-5652 (FAX)Intercambio de ManualesNo ratings yet
- NR 261um 07lan4 07 5WS PDFDocument108 pagesNR 261um 07lan4 07 5WS PDFIonita AlexandruNo ratings yet
- Radio Interference Voltage Measurement System For The Measurement of Corona1Document13 pagesRadio Interference Voltage Measurement System For The Measurement of Corona1Siphesihle NkosiNo ratings yet
- Thetford Marine Catalog NorthAmericaDocument84 pagesThetford Marine Catalog NorthAmericagökhan KaramanNo ratings yet
- Thyristor Controlled ConverterDocument26 pagesThyristor Controlled Converteramrit403No ratings yet
- RM50DA/CA/C1A-XXF: Insulated TypeDocument3 pagesRM50DA/CA/C1A-XXF: Insulated TypevasquezbencomoNo ratings yet