1 - Boiler Tube Failures
1 - Boiler Tube Failures
Download as ppt, pdf, or txt
You might also like
- Boiler Tube Leakage, Analysis, Symptoms, CausesDocument33 pagesBoiler Tube Leakage, Analysis, Symptoms, CausesSHIVAJI CHOUDHURY90% (31)
- Boiler Tube Failure Case StudyDocument23 pagesBoiler Tube Failure Case Studykkannanmtps100% (1)
- Air and Flue Gas Tightness TestDocument5 pagesAir and Flue Gas Tightness TestDipnarayan KumarNo ratings yet
- Bed Tube Failure Diagnosis - Final Report by Venus 19 Dec 2013Document65 pagesBed Tube Failure Diagnosis - Final Report by Venus 19 Dec 2013parthi20065768No ratings yet
- Case Studies in Boiler FailuresDocument14 pagesCase Studies in Boiler Failuresparthi2006576880% (5)
- Titanium Anodizing: An in House Evaluation by METALAST International, IncDocument6 pagesTitanium Anodizing: An in House Evaluation by METALAST International, IncGian GianNo ratings yet
- Root Causes of Boiler FailureDocument5 pagesRoot Causes of Boiler Failuredineshkbunker08No ratings yet
- Boiler Tube LeakageDocument10 pagesBoiler Tube LeakagebajrangNo ratings yet
- Residual Life Assessment and Failure of The BoilerDocument21 pagesResidual Life Assessment and Failure of The Boilernagasuresh100% (1)
- 1 - Boiler Tube FailuresDocument54 pages1 - Boiler Tube FailuresMohamad EshraNo ratings yet
- Failur of Boiler TubesDocument71 pagesFailur of Boiler TubesHari100% (1)
- RCA of Boiler Tube Failure in 210 MW PlantDocument5 pagesRCA of Boiler Tube Failure in 210 MW PlantAnsuman Sen Sharma50% (2)
- NETRA Corrosion Control Dec 2016Document132 pagesNETRA Corrosion Control Dec 2016ankitgarg13100% (1)
- Boiler Tube Leakage: Analysis, Symptoms, CausesDocument33 pagesBoiler Tube Leakage: Analysis, Symptoms, Causeshmaza shakeel100% (2)
- Boiler Tube LeakageDocument9 pagesBoiler Tube LeakageSoham MallickNo ratings yet
- Sipat - 660 MW Super Critical Boiler PresentationDocument55 pagesSipat - 660 MW Super Critical Boiler PresentationParveen Nakwal100% (2)
- Boiler MaterialsDocument47 pagesBoiler MaterialsSaptarshi Sengupta100% (1)
- SUPER CRITICAL BOILER (660 MW) at PROJECTDocument53 pagesSUPER CRITICAL BOILER (660 MW) at PROJECTWahedali SayyedNo ratings yet
- Analysis of Tube Failure in Water Tube BoilerDocument16 pagesAnalysis of Tube Failure in Water Tube BoilerHussseinmubarkNo ratings yet
- Diagnosis of Boiler PerformanceDocument36 pagesDiagnosis of Boiler PerformanceAnsuman Sen SharmaNo ratings yet
- Boiler Tube LeakagesDocument20 pagesBoiler Tube LeakagesParmeshwar Nath Tripathi100% (2)
- 02.case Study On Boiler Tube Failure at JPLDocument8 pages02.case Study On Boiler Tube Failure at JPLAnonymous XBq5J84No ratings yet
- Supercritical PMIDocument76 pagesSupercritical PMIVinod Mahajan100% (1)
- Boiler Tube FailuresDocument42 pagesBoiler Tube Failuresmridul100% (5)
- Boiler Tube Failures: Pradip PatelDocument69 pagesBoiler Tube Failures: Pradip PatelVishnu ParvandaNo ratings yet
- Boiler Maintenance Gyanendra Sharma NPTI DelhiDocument38 pagesBoiler Maintenance Gyanendra Sharma NPTI DelhiNPTI100% (2)
- Bhel Recommendations On Tube FailuresDocument4 pagesBhel Recommendations On Tube FailuresNaveen Chodagiri100% (1)
- Soot BlowerDocument6 pagesSoot BlowerSamNo ratings yet
- Boiler MaintenanceDocument39 pagesBoiler MaintenanceAjay Chauhan100% (3)
- Steam Side Scale Exfoliation ProblemDocument34 pagesSteam Side Scale Exfoliation Problemak_thimiriNo ratings yet
- 100 Questions On BoilersDocument5 pages100 Questions On Boilerskalpanaadhi100% (5)
- Boiler Pressure Parts & Tube FailureDocument76 pagesBoiler Pressure Parts & Tube Failurekvsagar100% (6)
- Failure Tube BoilerDocument8 pagesFailure Tube Boilerberanosh100% (3)
- Report by KKParthiban On Boiler Explosion of A Shell Type High PR BoilerDocument97 pagesReport by KKParthiban On Boiler Explosion of A Shell Type High PR Boilerparthi20065768100% (2)
- Boiler TrainingDocument40 pagesBoiler TrainingHarry Ansari100% (3)
- APH Guide Bearing FailureDocument5 pagesAPH Guide Bearing FailureParmeshwar Nath Tripathi0% (1)
- Chemical Cleaning NPTIDocument39 pagesChemical Cleaning NPTISaravana Kumar100% (1)
- Findings On Shut Down Inspection of An AFBC BoilerDocument30 pagesFindings On Shut Down Inspection of An AFBC Boilerparthi20065768No ratings yet
- Metallurgy PresentationDocument67 pagesMetallurgy PresentationAshwani DograNo ratings yet
- Boiler Inspection Tips 1Document146 pagesBoiler Inspection Tips 1Senake100% (1)
- FAN Presentation 06.04.11Document52 pagesFAN Presentation 06.04.11Senthil KumarNo ratings yet
- Boiler Tube Leakage Analysis of MPLDocument35 pagesBoiler Tube Leakage Analysis of MPLAdityaJain100% (2)
- Boiler Hydro Test-StepsDocument6 pagesBoiler Hydro Test-StepsAbdul Gafoor Shaikh100% (1)
- Air Heater Maintenace/Trouble Shooting and RemediesDocument13 pagesAir Heater Maintenace/Trouble Shooting and Remediesjp mishraNo ratings yet
- 13) Reduce Boiler Tube Leakages in Your Power StationDocument4 pages13) Reduce Boiler Tube Leakages in Your Power StationSaurabh Barange100% (1)
- 1.preparation For Commissioning For BoilerDocument36 pages1.preparation For Commissioning For BoilerPrudhvi Raj100% (1)
- CFBC Boiler SOPDocument18 pagesCFBC Boiler SOPgangatharan100% (2)
- Shut Down Inspection of A Chinese Make CFBC BoilerDocument15 pagesShut Down Inspection of A Chinese Make CFBC Boilerparthi20065768No ratings yet
- Boiler TuBeDocument26 pagesBoiler TuBemdjanNo ratings yet
- Boiler Overhauling Works Gyanendra Sharma NPTI DelhiDocument37 pagesBoiler Overhauling Works Gyanendra Sharma NPTI DelhiNPTI100% (1)
- Boiler Tube LeakageDocument20 pagesBoiler Tube LeakageSayan AichNo ratings yet
- Pressure Parts 500MW BoilerDocument34 pagesPressure Parts 500MW Boilerdreamboy87100% (1)
- Superheaters and ReheaterDocument16 pagesSuperheaters and ReheaterBudi Norton100% (1)
- Super Critical Boiler Materials - Metallurgical Aspects: R N Mehrotra, GM Energy TechnologyDocument41 pagesSuper Critical Boiler Materials - Metallurgical Aspects: R N Mehrotra, GM Energy TechnologyVIBHAV100% (1)
- Atmospheric Fluidised Bed Combustion Boilers For Firing Solid FuelsDocument12 pagesAtmospheric Fluidised Bed Combustion Boilers For Firing Solid FuelsRaj KumarNo ratings yet
- 500MW Boiler NotesDocument360 pages500MW Boiler NotesGanga Prasad100% (1)
- CFBC OperationDocument110 pagesCFBC Operationmistryhardik89No ratings yet
- Boiler Tube Leakage ArrestingDocument2 pagesBoiler Tube Leakage ArrestingKarthi Keyan100% (2)
- Boiler RLADocument4 pagesBoiler RLAGaneshNo ratings yet
- Tube LeakageDocument38 pagesTube LeakageSantanu DuttaNo ratings yet
- Boiler (Steam Generation) KSDocument25 pagesBoiler (Steam Generation) KSBangun WijayantoNo ratings yet
- Boiler Performance and Air Pre-Heater PluggingDocument3 pagesBoiler Performance and Air Pre-Heater PluggingLakshminarayanNo ratings yet
- Best Practices in Cleaning Internal Surfaces of High Pressure BoilersDocument3 pagesBest Practices in Cleaning Internal Surfaces of High Pressure BoilersLakshminarayanNo ratings yet
- Boiler Waterwall Tubes and Condenser Tube Leakage in Power PlantsDocument3 pagesBoiler Waterwall Tubes and Condenser Tube Leakage in Power PlantsLakshminarayanNo ratings yet
- Chemical Regime in Water Quality Management of High Pressure Boiler PlantsDocument3 pagesChemical Regime in Water Quality Management of High Pressure Boiler PlantsLakshminarayanNo ratings yet
- Low Drum Level in Boiler Operation - How To HandleDocument3 pagesLow Drum Level in Boiler Operation - How To HandleLakshminarayanNo ratings yet
- 1264 1270 1 PBDocument8 pages1264 1270 1 PBLakshminarayanNo ratings yet
- Tube Failures in High Pressure BoilersDocument3 pagesTube Failures in High Pressure BoilersLakshminarayanNo ratings yet
- How To Run A Coal Fired Boiler at The Best EfficiencyDocument3 pagesHow To Run A Coal Fired Boiler at The Best EfficiencyLakshminarayanNo ratings yet
- Boiler Performance TestingDocument4 pagesBoiler Performance TestingLakshminarayanNo ratings yet
- Safety Valves in Boiler SystemDocument3 pagesSafety Valves in Boiler SystemLakshminarayanNo ratings yet
- Furnace Wall Blowers Optimization in BoilersDocument3 pagesFurnace Wall Blowers Optimization in BoilersLakshminarayanNo ratings yet
- Mejia Ph-II, 500mw, Vol-1 CepDocument339 pagesMejia Ph-II, 500mw, Vol-1 CepLakshminarayanNo ratings yet
- Why Economizer and Air Pre-Heaters Are Provided in BoilersDocument3 pagesWhy Economizer and Air Pre-Heaters Are Provided in BoilersLakshminarayanNo ratings yet
- Servo Therm Synthetic Fluid OilDocument1 pageServo Therm Synthetic Fluid OilLakshminarayanNo ratings yet
- A Study On 500 MW Coal Fired Boiler Unit's Bowl Mill Performance Through Coal Sampling and Characterization: CPRI's ExperienceDocument6 pagesA Study On 500 MW Coal Fired Boiler Unit's Bowl Mill Performance Through Coal Sampling and Characterization: CPRI's ExperienceLakshminarayanNo ratings yet
- Reliability PresentationDocument111 pagesReliability PresentationLakshminarayanNo ratings yet
- Air Pre HeaterDocument7 pagesAir Pre HeaterLakshminarayanNo ratings yet
- Case Study On Minimum Flow Through Cep Recirculation LineDocument5 pagesCase Study On Minimum Flow Through Cep Recirculation LineLakshminarayanNo ratings yet
- Controlled Circulation PumpDocument5 pagesControlled Circulation PumpLakshminarayanNo ratings yet
- Esp CommgDocument16 pagesEsp CommgLakshminarayanNo ratings yet
- COMMISSIONING Question PaperDocument9 pagesCOMMISSIONING Question PaperLakshminarayanNo ratings yet
- Concentration Control of Silica in Water ChemicalDocument6 pagesConcentration Control of Silica in Water ChemicalLakshminarayan100% (4)
- Design Features of Advanced Ultrasupercritical Plants, Part IIIDocument20 pagesDesign Features of Advanced Ultrasupercritical Plants, Part IIILakshminarayanNo ratings yet
- Technical Analysis - Glass Sector (NACE C23.1)Document16 pagesTechnical Analysis - Glass Sector (NACE C23.1)Nv MannaNo ratings yet
- Squash Peeling Machine For Small OperationsDocument14 pagesSquash Peeling Machine For Small Operationseleazarmontes09No ratings yet
- Guidance Note Installation of Preloaded Bolts No. 7.05: ScopeDocument6 pagesGuidance Note Installation of Preloaded Bolts No. 7.05: ScopeAli ZarkaNo ratings yet
- Annealing Process: Physical Properties of Annealed MetalsDocument5 pagesAnnealing Process: Physical Properties of Annealed MetalsAntonius TanNo ratings yet
- Catalogue AMF Standard Clamping ElementsDocument168 pagesCatalogue AMF Standard Clamping ElementsLang AwNo ratings yet
- Sengkote 950 WBDocument1 pageSengkote 950 WBmateusNo ratings yet
- My Obturation Dr. Amr AbdelwahabDocument132 pagesMy Obturation Dr. Amr Abdelwahabمحمد ربيعيNo ratings yet
- EJs For HRSG Boilers - USDocument4 pagesEJs For HRSG Boilers - USdanny buiNo ratings yet
- OK Flux 10.62: Classifications: ApprovalsDocument3 pagesOK Flux 10.62: Classifications: ApprovalsJaison JoseNo ratings yet
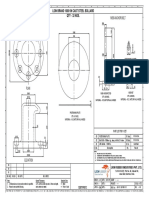
- M56 Anchor Bolt: Lion Brand 1000 KN Cast Steel Bollard Qty - 32 NosDocument1 pageM56 Anchor Bolt: Lion Brand 1000 KN Cast Steel Bollard Qty - 32 NossanaNo ratings yet
- Zinc Acido MetricDocument35 pagesZinc Acido MetricAlex AnayaNo ratings yet
- 6g Tig and Arc WelderDocument30 pages6g Tig and Arc WeldertrdybrnqxjNo ratings yet
- Fitting Shop: 1.2.1 Bench ViceDocument3 pagesFitting Shop: 1.2.1 Bench ViceMRINAL GAUTAM100% (1)
- 460 - 1-Wire Cloth SieveDocument15 pages460 - 1-Wire Cloth SievekaifmdNo ratings yet
- Unit 3 Casting DefectsDocument70 pagesUnit 3 Casting Defectsraymon sharmaNo ratings yet
- Market Price Graph of South Indian Scrap Prices For IronsDocument2 pagesMarket Price Graph of South Indian Scrap Prices For IronsR.JayaprakashNo ratings yet
- Brochure Chelating Agents 2006Document16 pagesBrochure Chelating Agents 2006Oscar ChupayoNo ratings yet
- Duct Sealant 32-17Document2 pagesDuct Sealant 32-17Amadou MokshaNo ratings yet
- 275kV T TS 08 001 Steel Towers Sc 2021设计院补充Document17 pages275kV T TS 08 001 Steel Towers Sc 2021设计院补充Huang HanNo ratings yet
- Archtechnik Bolt-On Balcony CatalogueDocument15 pagesArchtechnik Bolt-On Balcony CatalogueSlinky BillNo ratings yet
- Professional CVDocument4 pagesProfessional CVSamrat ShakilNo ratings yet
- Company Profile PT Chempart - LIVICDocument14 pagesCompany Profile PT Chempart - LIVICdedyhidNo ratings yet
- TPS 400i - 42,0426,0114, ENDocument280 pagesTPS 400i - 42,0426,0114, ENJonathan MNo ratings yet
- Metullargy CHEMHACKDocument7 pagesMetullargy CHEMHACKkabirkeuguriNo ratings yet
- Do You Supply Similar Materials?: GB/T 699 Grade 20Document4 pagesDo You Supply Similar Materials?: GB/T 699 Grade 20saputraNo ratings yet
- CCP5 B Metal Detection Sheet Issue 10Document1 pageCCP5 B Metal Detection Sheet Issue 10Nata SoboNo ratings yet
- Electrolysis PracticesDocument27 pagesElectrolysis PracticesWarren TanakaNo ratings yet
- 1.how Do You Classify The RP Processes?: Unit Ii Part - ADocument24 pages1.how Do You Classify The RP Processes?: Unit Ii Part - AB. selvababuNo ratings yet
- Electric Arc Furnace ThesisDocument6 pagesElectric Arc Furnace Thesish0dugiz0zif3100% (2)