Galvanizing Process
Galvanizing Process
Download as pptx, pdf, or txt
You might also like
- Stainless Steel RefiDocument19 pagesStainless Steel RefiDaiara Budi AlvesNo ratings yet
- Shift Reactor CalculationsDocument2 pagesShift Reactor Calculationsankitsamria0% (1)
- Carburizing, Nitriding, and Boronizing in Vacuum Furnaces - IpsenDocument9 pagesCarburizing, Nitriding, and Boronizing in Vacuum Furnaces - Ipsenarkan1976No ratings yet
- Externally Fired Microturbine FlyerDocument1 pageExternally Fired Microturbine FlyerPaulFerry100% (1)
- Chemistry Project On SpectrosDocument9 pagesChemistry Project On SpectrosAtul Sharma33% (3)
- Stainless Steel Metallurgy-Manufacturing Process, Grades & Role of Alloying ElementsDocument35 pagesStainless Steel Metallurgy-Manufacturing Process, Grades & Role of Alloying ElementsLalit MohanNo ratings yet
- ss304 NitridingDocument11 pagesss304 Nitridingvijayps.mechNo ratings yet
- Present Indian Steel Making Practice and Its Scenario: Introduction: WHAT IS STEEL?Document10 pagesPresent Indian Steel Making Practice and Its Scenario: Introduction: WHAT IS STEEL?SarbajitManna100% (1)
- Pneumatic Steelmarking - Chapter IV AOD ProcessingDocument6 pagesPneumatic Steelmarking - Chapter IV AOD Processinggau3koNo ratings yet
- Silver Casting.Document3 pagesSilver Casting.Richard.nlNo ratings yet
- Waste Heat Recovery System Operated in Midrex PlantsDocument2 pagesWaste Heat Recovery System Operated in Midrex PlantsMorteza RafieiNo ratings yet
- Boiler ManualDocument20 pagesBoiler Manualgflores65100% (2)
- Cupola Furnaces Case StudyDocument5 pagesCupola Furnaces Case StudyPutt LaLuNo ratings yet
- Steam Hydrocarbon Reforming, Hydrogen Reformer, Steam Methane Reformer - Products and Services - SELAS FLUID A Linde Engineering Division MemberDocument1 pageSteam Hydrocarbon Reforming, Hydrogen Reformer, Steam Methane Reformer - Products and Services - SELAS FLUID A Linde Engineering Division Membernizam17100% (1)
- Teory For Acetylene VCDocument6 pagesTeory For Acetylene VCRamesh JakkanagoudarNo ratings yet
- Revised DraftDocument45 pagesRevised DraftEva LloydNo ratings yet
- Magnets and Their Specifications: MEDER Electronic About MagnetsDocument6 pagesMagnets and Their Specifications: MEDER Electronic About MagnetsKant NautiyalNo ratings yet
- Alumina Brick RESCODocument2 pagesAlumina Brick RESCOgems_gce074325No ratings yet
- Low Press Carbg and High Press QNCHGDocument56 pagesLow Press Carbg and High Press QNCHGskluxNo ratings yet
- Workshop AssignmentDocument16 pagesWorkshop AssignmentMelvin Ariel BautistaNo ratings yet
- Some Ironfounding Cupola Furnace in Asia and EuropeDocument4 pagesSome Ironfounding Cupola Furnace in Asia and EuropeKhin Aung ShweNo ratings yet
- MCM AllDocument7 pagesMCM AllPalanisamy RajaNo ratings yet
- Texture Evolution in Grain-Oriented Electrical Steel During Hot Band Annealing and Cold RollingDocument10 pagesTexture Evolution in Grain-Oriented Electrical Steel During Hot Band Annealing and Cold Rollingد. علا محمد حداويNo ratings yet
- Electrolytic Nickel Phosphorus PlatingDocument34 pagesElectrolytic Nickel Phosphorus PlatingKhoa Vũ100% (1)
- Alternatives For Hot Metal Production - Cupola, Induction and Arc FurnaceDocument27 pagesAlternatives For Hot Metal Production - Cupola, Induction and Arc FurnaceJorge Madias100% (1)
- Principles of Metallurgical OperationsDocument38 pagesPrinciples of Metallurgical OperationsMuhammad Saim100% (1)
- Catalytic Converter: BY Seminar Guide Ambikesh Pandey MR - Rohit Singh U.ROLL - NO.-1612240036 (Assistant Prof.)Document16 pagesCatalytic Converter: BY Seminar Guide Ambikesh Pandey MR - Rohit Singh U.ROLL - NO.-1612240036 (Assistant Prof.)jatinshukla431No ratings yet
- Aisi 305Document3 pagesAisi 305Aditya PratapNo ratings yet
- Blast Furnace Iron MakingDocument9 pagesBlast Furnace Iron MakingVishwanath HunagundNo ratings yet
- Development of High Strength Construction RebarsDocument13 pagesDevelopment of High Strength Construction Rebarsosman recai100% (3)
- Lesson 1 Iron and Steel ManufacturingDocument28 pagesLesson 1 Iron and Steel ManufacturingMercie KishNo ratings yet
- CRISP+ Furnace Overview 2022.03.24Document5 pagesCRISP+ Furnace Overview 2022.03.24Leandro DijonNo ratings yet
- Determination of Inclusions in Liquid Steel After Calcium TreatmentDocument4 pagesDetermination of Inclusions in Liquid Steel After Calcium TreatmentWendel De Carvalho TôrresNo ratings yet
- Lopper Auto Feed Log BoilerDocument12 pagesLopper Auto Feed Log Boilerglynis100% (3)
- MetalsMagazine 2 2018 PDFDocument116 pagesMetalsMagazine 2 2018 PDFJack 123No ratings yet
- Fire Brick - Wikipedia, The Free EncyclopediaDocument2 pagesFire Brick - Wikipedia, The Free EncyclopediareaktorenergiNo ratings yet
- 08108057-Open Hearth ProcessDocument20 pages08108057-Open Hearth Processkchoudhary86No ratings yet
- Tempcore ProcessDocument23 pagesTempcore ProcessKumaran 1987No ratings yet
- Solidification of MetalsDocument13 pagesSolidification of MetalsDalitso Tembo100% (1)
- Stainless Steel Production by IfDocument4 pagesStainless Steel Production by IfAbhinav TiwariNo ratings yet
- Steel Industry Glossary of TermsDocument14 pagesSteel Industry Glossary of TermsSoumyo Broto DasNo ratings yet
- ALLOY 625 MaterialsDocument1 pageALLOY 625 Materialsvickyflyer1No ratings yet
- MINEX Metallurgical CoDocument41 pagesMINEX Metallurgical CoPriyank SamagraNo ratings yet
- Vacuum Metallurgy & Secondary SteelmakingDocument18 pagesVacuum Metallurgy & Secondary Steelmakingdroy21No ratings yet
- FerrousDocument538 pagesFerrousPutoy Itoy100% (1)
- 8 Investment Casting ProcessDocument2 pages8 Investment Casting ProcessFahri RamadhanNo ratings yet
- Current Refractory Technology and Practices in The Steel IndustryDocument25 pagesCurrent Refractory Technology and Practices in The Steel IndustrySebastian SolanoNo ratings yet
- Welding and Corrosion Performance of INCO-WELD 686CPT Filler Metal in Waste-To-Energy Power PlantsDocument6 pagesWelding and Corrosion Performance of INCO-WELD 686CPT Filler Metal in Waste-To-Energy Power PlantsErdem ÜnelNo ratings yet
- Duplex Stainless Steel 329 or 1.4460 PDFDocument2 pagesDuplex Stainless Steel 329 or 1.4460 PDFtien100% (1)
- Overview - RefractoriesDocument41 pagesOverview - RefractoriesRogerShNo ratings yet
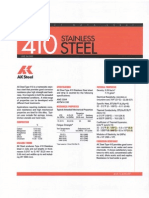
- Stainless Steel 410Document2 pagesStainless Steel 410Suriyachai NiamsornNo ratings yet
- Slag ItroductionDocument45 pagesSlag ItroductionkidcatNo ratings yet
- Refractories FinalDocument19 pagesRefractories FinalKlarizza BraciaNo ratings yet
- Manufacturing of SteelDocument3 pagesManufacturing of Steelveenau 1No ratings yet
- Steel Casting Handbook Supplement 8 - High Alloy Data Sheets - Corrosion SeriesDocument93 pagesSteel Casting Handbook Supplement 8 - High Alloy Data Sheets - Corrosion SeriesjosemiguelzuNo ratings yet
- GALVASTEELDocument15 pagesGALVASTEELRodimar Eduagin100% (1)
- Material ScienceDocument20 pagesMaterial ScienceKushNo ratings yet
- Steel DictionaryDocument85 pagesSteel DictionaryveroniquearnaudNo ratings yet
- Hot-Dip Galvanization - WikipediaDocument4 pagesHot-Dip Galvanization - WikipediaaravindNo ratings yet
- Chemical Basis of Life: Why Study Chemistry in An Anatomy and Physiology ClassDocument129 pagesChemical Basis of Life: Why Study Chemistry in An Anatomy and Physiology ClassKalsoom KhalidNo ratings yet
- Privious Year Question 2019Document12 pagesPrivious Year Question 2019Haripratap SikarwarNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument4 pagesSafety Data Sheet: 1. Product and Company IdentificationGabriel Morales GutierrezNo ratings yet
- Water Technology 2015 2016 1Document86 pagesWater Technology 2015 2016 1Srinivas AkHilNo ratings yet
- Asymmetric OrganocatalysisDocument467 pagesAsymmetric Organocatalysisnombre panchoNo ratings yet
- Steinecker Boreas: Wort Stripping of The New GenerationDocument16 pagesSteinecker Boreas: Wort Stripping of The New GenerationAlejandro Javier Delgado AraujoNo ratings yet
- Testing BiodegradabilityDocument2 pagesTesting BiodegradabilityAloisio CottaNo ratings yet
- Stoichiometry Moles PDFDocument33 pagesStoichiometry Moles PDFAhmadNo ratings yet
- Biomass-Fed Furnace PDFDocument1 pageBiomass-Fed Furnace PDFluzviminda ramosNo ratings yet
- Learning Activity Sheet (Las) No. 1Document4 pagesLearning Activity Sheet (Las) No. 1warren bascon100% (1)
- Differential Pulse Voltammetric Determination of Paracetamol at Nanogold Modified Indium Tin Oxide ElectrodeDocument5 pagesDifferential Pulse Voltammetric Determination of Paracetamol at Nanogold Modified Indium Tin Oxide ElectrodeYoselin GomezNo ratings yet
- The Sugar IndustryDocument22 pagesThe Sugar IndustryAbraham wisdomNo ratings yet
- Design For ShaftDocument60 pagesDesign For ShaftMarlNo ratings yet
- ASP Cryogenics For Particle AcceleratorsDocument64 pagesASP Cryogenics For Particle AcceleratorsASHITA K BNo ratings yet
- A Level Chemistry Exemplars With CommentariesDocument103 pagesA Level Chemistry Exemplars With CommentariesWeb Books0% (1)
- Inertial Reference Frames: Example 1Document2 pagesInertial Reference Frames: Example 1abhishek murarkaNo ratings yet
- Lecture 3Document12 pagesLecture 3Assma MohamedNo ratings yet
- Air Receivers Volume CalculationDocument83 pagesAir Receivers Volume CalculationsudarwantoNo ratings yet
- Calculation Headline: Roof GeometryDocument2 pagesCalculation Headline: Roof GeometryvtalexNo ratings yet
- One-Component Polyurethane Adhesives Consist of Isocyanate-ContainingDocument3 pagesOne-Component Polyurethane Adhesives Consist of Isocyanate-ContainingLuis Alberto GutiérrezNo ratings yet
- Factory Address: Luohuang Industrial Park, Jiangjin Dist., Chongqing, China E-Mail: TelDocument23 pagesFactory Address: Luohuang Industrial Park, Jiangjin Dist., Chongqing, China E-Mail: Telmarouane benbelaidNo ratings yet
- Pallab GoshDocument519 pagesPallab GoshbhoomikavinaycheguNo ratings yet
- Ch11 AllProblem KeyDocument55 pagesCh11 AllProblem KeyHarnani Sharuddin100% (3)
- Fiflows Thai Version PDFDocument3 pagesFiflows Thai Version PDFSaowalak PhonseeNo ratings yet
- NaAu and CsAu Bimetal ClustersDocument12 pagesNaAu and CsAu Bimetal Clustersjt_scribdNo ratings yet
- Science-10 - Q4 - Mod1.2 Charles LAWDocument6 pagesScience-10 - Q4 - Mod1.2 Charles LAWchiekoNo ratings yet
- TEST (Units, Dimensions&Vector)Document3 pagesTEST (Units, Dimensions&Vector)subhajitbose634No ratings yet
- ADA290876Document74 pagesADA290876mlutfimaNo ratings yet