Practica Indicadores 2018
Practica Indicadores 2018
Descargar como doc, pdf o txt
También podría gustarte
- Guia Variabilidad y CalidadDocumento25 páginasGuia Variabilidad y CalidadVicente GarciaAún no hay calificaciones
- Caso Nike y ReebookDocumento8 páginasCaso Nike y ReebookFranklin Noé Grández TafurAún no hay calificaciones
- Cap 3 Portafolio I-2019Documento6 páginasCap 3 Portafolio I-2019mariAún no hay calificaciones
- Tipos de Mantenimiento (Onlline Backlog RCM)Documento33 páginasTipos de Mantenimiento (Onlline Backlog RCM)Fernanda ArroyoAún no hay calificaciones
- Arbol Lógico de MantenimientoDocumento4 páginasArbol Lógico de MantenimientoJefferson Vargas BellidoAún no hay calificaciones
- 6-Capacidad InstaladaDocumento48 páginas6-Capacidad InstaladaFreddy MontalvoAún no hay calificaciones
- Sílabo de Ingeniería EconómicaDocumento6 páginasSílabo de Ingeniería Económicaluis kanaAún no hay calificaciones
- Jose Duran INGLATERRA Gestion de Activos Acorde PAS 55 TWPL Congreso IpemanDocumento45 páginasJose Duran INGLATERRA Gestion de Activos Acorde PAS 55 TWPL Congreso IpemanAnonymous 58LGc3Aún no hay calificaciones
- Clase 2. Agile y ScrumDocumento119 páginasClase 2. Agile y ScrumEl HechiceroAún no hay calificaciones
- UNAC Cultura 5sDocumento33 páginasUNAC Cultura 5sAbad Jose100% (2)
- Gestio de Flota de EquiposDocumento96 páginasGestio de Flota de Equiposerick.adrian.alarconAún no hay calificaciones
- TEMA5 Revista EspecializadaDocumento17 páginasTEMA5 Revista EspecializadaJoel EscalanteAún no hay calificaciones
- Eduardo Diaz Nueva Lean Maintenance PDFDocumento73 páginasEduardo Diaz Nueva Lean Maintenance PDFGerardo MartinAún no hay calificaciones
- SMglo7 - Raul Baides - Estrategias de Mantenimiento Productivo Total (TPM) PDFDocumento28 páginasSMglo7 - Raul Baides - Estrategias de Mantenimiento Productivo Total (TPM) PDFJose Junior Santana RoblesAún no hay calificaciones
- Unidad Iv - Lean Construction ManagementDocumento78 páginasUnidad Iv - Lean Construction ManagementWaldirAún no hay calificaciones
- Ing. Mantto, Cap.3-Organización y Adm. Del Mantto PDFDocumento58 páginasIng. Mantto, Cap.3-Organización y Adm. Del Mantto PDFTony CasillaAún no hay calificaciones
- Gestión de Activos - Lecciones Aprendidas 3 AñosDocumento16 páginasGestión de Activos - Lecciones Aprendidas 3 AñosRaul_sbaAún no hay calificaciones
- Conferencia OEEDocumento23 páginasConferencia OEEcromero1964Aún no hay calificaciones
- Proyecto Integrado Grupo Inmape 17.09Documento16 páginasProyecto Integrado Grupo Inmape 17.09GRAZA REYNALDO WILLIAMS GERARDOAún no hay calificaciones
- Mantenimiento PreventivoDocumento31 páginasMantenimiento PreventivoGabrielBarcoAún no hay calificaciones
- Mantenimiento 2 PDFDocumento53 páginasMantenimiento 2 PDFLucas Matias BarretoAún no hay calificaciones
- Pa3 Gestion MantenimientoDocumento6 páginasPa3 Gestion MantenimientoAlbert TinajerosAún no hay calificaciones
- TPM PDFDocumento47 páginasTPM PDFfernandapesoAún no hay calificaciones
- Tema 7.1. - Tratamientos Tã©rmicos PDF (PPT de Clase Presencial)Documento58 páginasTema 7.1. - Tratamientos Tã©rmicos PDF (PPT de Clase Presencial)CESAR EDUARDO DE LA CRUZ ANTICONAAún no hay calificaciones
- Fundacionales de Mantenimiento Gta PDFDocumento25 páginasFundacionales de Mantenimiento Gta PDFAlex MauricioAún no hay calificaciones
- Mantenimiento PreventivoDocumento19 páginasMantenimiento Preventivooscar torresAún no hay calificaciones
- 03 OPI Mapeo de ProcesosDocumento61 páginas03 OPI Mapeo de ProcesosLeonardo MamaniAún no hay calificaciones
- PCC Planificación y Programación Del Mantenimiento Unidad IVDocumento67 páginasPCC Planificación y Programación Del Mantenimiento Unidad IVRenzo MaldonadoAún no hay calificaciones
- Trabajo de Grado - Trilogia de Juran (Rev. 3)Documento164 páginasTrabajo de Grado - Trilogia de Juran (Rev. 3)didier garciaAún no hay calificaciones
- Apuntes de Clase ACR M6 - Roberto Villalón LDocumento152 páginasApuntes de Clase ACR M6 - Roberto Villalón LManuAndyAún no hay calificaciones
- Taller PMO-CP - Sesión2.BCNDocumento62 páginasTaller PMO-CP - Sesión2.BCNIsrael SanchezAún no hay calificaciones
- Evaluación Organizacional IADocumento22 páginasEvaluación Organizacional IAGuillermo GarciaAún no hay calificaciones
- Foro 1 Gestión Del MantenimientoDocumento1 páginaForo 1 Gestión Del MantenimientoJUAN SAAVEDRAAún no hay calificaciones
- Confiabilidad Y MantenibilidadDocumento44 páginasConfiabilidad Y MantenibilidadAngela Maria PerezAún no hay calificaciones
- Mtto Teoria y Ejercicios PDFDocumento5 páginasMtto Teoria y Ejercicios PDFAllan SeminarioAún no hay calificaciones
- S03.02 - PPT - Estudio de Métodos - D.A.P., Diagramas de Recorrido y de Actividades SimultaneasDocumento44 páginasS03.02 - PPT - Estudio de Métodos - D.A.P., Diagramas de Recorrido y de Actividades SimultaneasBenAún no hay calificaciones
- S09.s1. Mantoo RCM-1Documento32 páginasS09.s1. Mantoo RCM-1Harold Fuentes PonceAún no hay calificaciones
- 08 - La Auditoria Del MantenimientoDocumento20 páginas08 - La Auditoria Del MantenimientoMARCO ANTONIO PACO ROQUEAún no hay calificaciones
- 4 Ingenieria de Mantenimiento TPMDocumento13 páginas4 Ingenieria de Mantenimiento TPMMiguel Angel OncoyAún no hay calificaciones
- Estrategia OEEDocumento11 páginasEstrategia OEEJohn Darian Condor Ruiz67% (3)
- Tema 7.2.-Diagramas de Equilibrio 1era ParteDocumento25 páginasTema 7.2.-Diagramas de Equilibrio 1era PartebrandunAún no hay calificaciones
- Practica 5.embotelladora QuimicosdocxDocumento41 páginasPractica 5.embotelladora QuimicosdocxNathan DelgadoAún no hay calificaciones
- Tesis Final Obed Mauricio - EmpastarDocumento118 páginasTesis Final Obed Mauricio - EmpastarsergioAún no hay calificaciones
- Creación Con Aporte de Capital de Una Empresa Tipo MaestranzaDocumento93 páginasCreación Con Aporte de Capital de Una Empresa Tipo MaestranzaJohan CerdaAún no hay calificaciones
- Fiabilidad y Mantenibilidad en El Diseño de Sistemas de Mando y Control de Buques MilitaresDocumento34 páginasFiabilidad y Mantenibilidad en El Diseño de Sistemas de Mando y Control de Buques MilitaresTomislav1990Aún no hay calificaciones
- LUBRICACIÓN - Gabriel HernándezDocumento51 páginasLUBRICACIÓN - Gabriel HernándeztallerAún no hay calificaciones
- GuiìaDocumento73 páginasGuiìaKevin Alejandro Paez MartinezAún no hay calificaciones
- Análisis Estático Con SolidworksDocumento3 páginasAnálisis Estático Con SolidworksAndrés CampaAún no hay calificaciones
- Manual de Capacitacion GBDocumento96 páginasManual de Capacitacion GBPAPAFFAVAAún no hay calificaciones
- Semana 9Documento28 páginasSemana 9kazuAún no hay calificaciones
- Propuestas Mejora Bajo Filosofia TPM Empresa CumminsDocumento48 páginasPropuestas Mejora Bajo Filosofia TPM Empresa CumminsCarlos QLAún no hay calificaciones
- DBRDocumento7 páginasDBRfernandosantacruzAún no hay calificaciones
- RCM - AMEF - Pala PH 4100 A-4 v5Documento13 páginasRCM - AMEF - Pala PH 4100 A-4 v5ManuAndyAún no hay calificaciones
- Presentacion Instrumentos Avanzados Mtto FUTC PDFDocumento260 páginasPresentacion Instrumentos Avanzados Mtto FUTC PDFdayana puerta parraAún no hay calificaciones
- Curso Síncrono MTTDocumento15 páginasCurso Síncrono MTTEduardo LagunaAún no hay calificaciones
- Practica N2 2018Documento3 páginasPractica N2 2018alison mamaniAún no hay calificaciones
- TPMDocumento33 páginasTPMAsanti Carrillo Lecter100% (1)
- Sesión 3 y 4Documento41 páginasSesión 3 y 4Jhonatan Javier Ochoa YllescaAún no hay calificaciones
- Ejemplo Reporte A3 - DERCODocumento14 páginasEjemplo Reporte A3 - DERCOJohn Francisco Murrugarra ZuñigaAún no hay calificaciones
- Practica Caso FabricaDocumento5 páginasPractica Caso FabricaCésar Augusto De Neyra LuqueAún no hay calificaciones
- Caso Indicadores SpagnolaDocumento7 páginasCaso Indicadores SpagnolaMaribel Areche EscobarAún no hay calificaciones
- Formulario: Objeto: Lista de Verificación Del Circuito de Lubricación de Los Motores Dxi 11, 12 Y 13Documento3 páginasFormulario: Objeto: Lista de Verificación Del Circuito de Lubricación de Los Motores Dxi 11, 12 Y 13Dani MartinezAún no hay calificaciones
- AnexosCAS 100717Documento3 páginasAnexosCAS 100717Franklin Noé Grández TafurAún no hay calificaciones
- Protocolo de Mantenimiento AspiradorDocumento1 páginaProtocolo de Mantenimiento AspiradorFranklin Noé Grández TafurAún no hay calificaciones
- La Risa Significado y BeneficiosDocumento8 páginasLa Risa Significado y BeneficiosFranklin Noé Grández TafurAún no hay calificaciones
- Lunes Horarios 2024Documento2 páginasLunes Horarios 2024andreajimenabalbi2011Aún no hay calificaciones
- Libro MSDDocumento282 páginasLibro MSDcarlosAún no hay calificaciones
- Ronshu8 03.ochatomaDocumento47 páginasRonshu8 03.ochatomaJuan Gabriel Quispe HuamánAún no hay calificaciones
- Resumen de Fisico-QuimicaDocumento10 páginasResumen de Fisico-QuimicaMariela TormessAún no hay calificaciones
- Ensayo SPTDocumento8 páginasEnsayo SPTCarlos Granda SarmientoAún no hay calificaciones
- SubcontratosDocumento9 páginasSubcontratosJorge GonzálesAún no hay calificaciones
- Seminario Con Orientación en Derecho Penal-Ejecución Penal-A1Documento1 páginaSeminario Con Orientación en Derecho Penal-Ejecución Penal-A1A. DuAún no hay calificaciones
- Perkins David - La Escuela Inteligente - Cap 2Documento12 páginasPerkins David - La Escuela Inteligente - Cap 2Rafael BurgosAún no hay calificaciones
- Buses Word - INGENIERÍA DE TRANSPORTESDocumento41 páginasBuses Word - INGENIERÍA DE TRANSPORTESJ Anibal Gomez LudeñaAún no hay calificaciones
- INSTRUCTIVO No III (TACTICO - TECNICO)Documento2 páginasINSTRUCTIVO No III (TACTICO - TECNICO)hailanderAún no hay calificaciones
- Tema 3 P3Documento65 páginasTema 3 P3Pedro AlfonsoAún no hay calificaciones
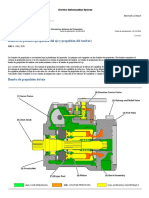
- CS-533E, CP-533E Vibratory Compactor BZE00001-UP Bombas de Pistones (Propulsión Del Eje y Propulsión Del Tambor)Documento23 páginasCS-533E, CP-533E Vibratory Compactor BZE00001-UP Bombas de Pistones (Propulsión Del Eje y Propulsión Del Tambor)CEVegaOAún no hay calificaciones
- Reutilización de Residuos de HormigónDocumento4 páginasReutilización de Residuos de HormigónHeriberto Yau BAún no hay calificaciones
- Temperatura y CalorDocumento16 páginasTemperatura y CalorHasamgtAún no hay calificaciones
- V1 - Información Complementaria para Residencias - 300719Documento4 páginasV1 - Información Complementaria para Residencias - 300719Anyy Kristell PérezAún no hay calificaciones
- Pre 7 FerricianuroDocumento5 páginasPre 7 Ferricianuroavril velazquez domoinguezAún no hay calificaciones
- Dialnet IdeologiaEducacionYPoliticasEducativas 3099488Documento18 páginasDialnet IdeologiaEducacionYPoliticasEducativas 3099488Paula PipiAún no hay calificaciones
- Aerodinamica y TermodinamicaDocumento7 páginasAerodinamica y TermodinamicaArturo Johann WölfAún no hay calificaciones
- Aeronave TRDocumento8 páginasAeronave TRAlberto Munoz100% (1)
- KALDORDocumento16 páginasKALDORFiorela Cuayla FalconAún no hay calificaciones
- ED Tarea 1.Documento6 páginasED Tarea 1.francisco martinezAún no hay calificaciones
- Libro Ética Médica y BioéticaDocumento0 páginasLibro Ética Médica y BioéticaFranklin Ortiz RuizAún no hay calificaciones
- Cronograma 2024 Kinesio UbaDocumento4 páginasCronograma 2024 Kinesio UbaFran ArrigoneAún no hay calificaciones
- Ie Ga1 220501046 Aa2 Ev01Documento2 páginasIe Ga1 220501046 Aa2 Ev01cvenus301Aún no hay calificaciones
- Cartilla PapDocumento2 páginasCartilla PapClaudia Yurley Quintero RolónAún no hay calificaciones
- Asentamiento en Motores DieselDocumento8 páginasAsentamiento en Motores DieselcarlosAún no hay calificaciones
- Legajo Del Alumno Hmil Univ 2018 JorgeDocumento24 páginasLegajo Del Alumno Hmil Univ 2018 Jorgelucerosurichaqui2Aún no hay calificaciones
- Tratamientos TérmicosDocumento10 páginasTratamientos TérmicosHugoRafaelGarciaMirandaAún no hay calificaciones
- Convenio Regional Sobre Cambio Climatico - T-7513Documento8 páginasConvenio Regional Sobre Cambio Climatico - T-7513Tony NogueraAún no hay calificaciones