Mantenimiento Final
Mantenimiento Final
Descargar como docx, pdf o txt
También podría gustarte
- Descripcion Proyecto Fantasilandia San BernardoDocumento150 páginasDescripcion Proyecto Fantasilandia San BernardoRodrigo Andrés Miño Silva100% (2)
- PTS-67-Procedimiento Uso y Manejo de Lineas de VidaDocumento10 páginasPTS-67-Procedimiento Uso y Manejo de Lineas de VidaNicolasFloresHerrera100% (3)
- Perfil de Cargo Jefe de TerrenoDocumento2 páginasPerfil de Cargo Jefe de TerrenoMAXIMILIANO JESUS CASTRO PALACIOSAún no hay calificaciones
- TP MetalsaDocumento37 páginasTP MetalsaAraceliZungri50% (2)
- Memoria Descriptiva TambomayoDocumento19 páginasMemoria Descriptiva TambomayoAnonymous rB9EUgAPcAún no hay calificaciones
- Matemática RecreativaDocumento145 páginasMatemática RecreativaPCWilmer100% (4)
- El Secreto de Ivanova - Clara Ann Simons PDFDocumento90 páginasEl Secreto de Ivanova - Clara Ann Simons PDFElizabeth BurgaraAún no hay calificaciones
- Mantenimiento FinalDocumento13 páginasMantenimiento FinalAgustin MalaisiAún no hay calificaciones
- Mantenimiento de Equipos y MaquinariasDocumento20 páginasMantenimiento de Equipos y Maquinariasljforero0Aún no hay calificaciones
- Función Del MantenimientoDocumento28 páginasFunción Del MantenimientoManuel Borrego95% (19)
- Documento de MantenimientoDocumento9 páginasDocumento de MantenimientoCamilo CortésAún no hay calificaciones
- Mantenimiento de MaquinasDocumento22 páginasMantenimiento de MaquinasFarly Diangelo Morazzani LeonAún no hay calificaciones
- Marco TeoricoDocumento4 páginasMarco Teoricocarlos noelAún no hay calificaciones
- MANTENIMIENTODocumento9 páginasMANTENIMIENTOOmarAún no hay calificaciones
- Mantenimiento de Plantas IndustrialesDocumento15 páginasMantenimiento de Plantas IndustrialesKärënthäVïlëmä100% (1)
- Mantenimiento IndustrialDocumento57 páginasMantenimiento IndustrialMarcia CocaAún no hay calificaciones
- Definiciones BásicasDocumento5 páginasDefiniciones BásicasAndrés ArcosAún no hay calificaciones
- Eq MantenimientoDocumento7 páginasEq MantenimientoCindy MartínezAún no hay calificaciones
- MantenimientoDocumento18 páginasMantenimientoClaudia PaOla ChavezAún no hay calificaciones
- Plan de Mantenimiento BelenDocumento7 páginasPlan de Mantenimiento BelenYanine SoriaAún no hay calificaciones
- Resumenes MantenimientoDocumento9 páginasResumenes Mantenimientoelizabeth.1.2003.esAún no hay calificaciones
- Unidad 1 Pruebas y MantenimientoDocumento26 páginasUnidad 1 Pruebas y MantenimientoKevin MayaAún no hay calificaciones
- Principios de Mantenimiento Industrial y de Instalaciones 2015Documento9 páginasPrincipios de Mantenimiento Industrial y de Instalaciones 2015Nina Yujra RamiroAún no hay calificaciones
- MantenimientoDocumento19 páginasMantenimientoAdalChacin2010100% (1)
- Mantenimiento IndustrialDocumento11 páginasMantenimiento IndustrialErika GelvezAún no hay calificaciones
- Mantenimiento PreventivoDocumento18 páginasMantenimiento PreventivojuanAún no hay calificaciones
- Mantenimiento Preventivo de Equipos en La Comunidad y El HogarDocumento9 páginasMantenimiento Preventivo de Equipos en La Comunidad y El HogarYuengHongAún no hay calificaciones
- Actividades de MantenimientoDocumento15 páginasActividades de MantenimientoMatias ChuquelAún no hay calificaciones
- Clase #2 Tipos de ManttoDocumento60 páginasClase #2 Tipos de Manttojulio.15.10.02Aún no hay calificaciones
- Debate Mantenimiento IDocumento14 páginasDebate Mantenimiento IGregBlog100% (1)
- Mantenimiento A Tableros e InterruptoresDocumento19 páginasMantenimiento A Tableros e InterruptoresRicardo Elias Gonzalez TadeoAún no hay calificaciones
- Importancia Del Mantenimiento Mecánico Aplicado A Los EquiposDocumento20 páginasImportancia Del Mantenimiento Mecánico Aplicado A Los EquiposManuel Borrego100% (15)
- Conservación de Maquinaria-Lemuz Vazquez Carlos DanielDocumento11 páginasConservación de Maquinaria-Lemuz Vazquez Carlos Danielcarlos daniel lemuz vazquezAún no hay calificaciones
- Introduccion de Ingeniería de MantenimientoDocumento20 páginasIntroduccion de Ingeniería de MantenimientoEDWARD AARON ROMERO ZAVALAAún no hay calificaciones
- Tema 9. Mantenimiento de OrdenadoresDocumento22 páginasTema 9. Mantenimiento de OrdenadoresE&GAún no hay calificaciones
- S01.s1 - MaterialDocumento31 páginasS01.s1 - MaterialJosé Luis De La CruzAún no hay calificaciones
- Principios de MantenimientoDocumento12 páginasPrincipios de MantenimientoElias RojasAún no hay calificaciones
- Concepto de MantenimientoDocumento8 páginasConcepto de MantenimientoAlfred Martinez PerezAún no hay calificaciones
- Tipos de MantenimientoDocumento22 páginasTipos de MantenimientoPOWERAún no hay calificaciones
- Tema_1_Principios_de_MantenimientoDocumento12 páginasTema_1_Principios_de_Mantenimientocarlos_alfaro_herreraAún no hay calificaciones
- Principios de Mantenimiento IndustrialDocumento12 páginasPrincipios de Mantenimiento IndustrialKelvin Leal'Aún no hay calificaciones
- I Conceptos Basicos de MantenimientoDocumento31 páginasI Conceptos Basicos de Mantenimientostaticfactory9281100% (1)
- I Clases Control de ProcesosDocumento17 páginasI Clases Control de ProcesosJuan José Hernández MarcanoAún no hay calificaciones
- Mantenimiento CorrectivoDocumento9 páginasMantenimiento CorrectivoAbdiel RamírezAún no hay calificaciones
- MantenimientoDocumento16 páginasMantenimientoHdzertos6156Aún no hay calificaciones
- Tema IiiDocumento7 páginasTema IiiKen cadenasAún no hay calificaciones
- Filosofia Del Mantenimiento CompletoDocumento8 páginasFilosofia Del Mantenimiento CompletoAbrahan Roa90% (10)
- Teoria Mantenimiento 1Documento5 páginasTeoria Mantenimiento 1edgarAún no hay calificaciones
- Principios de MantenimientoDocumento13 páginasPrincipios de MantenimientoGerald Pedro Vargas Salazar100% (1)
- Funciones Del Mantenimiento Capítulo IDocumento12 páginasFunciones Del Mantenimiento Capítulo IErick CordovaAún no hay calificaciones
- Tipos de Mantenimiento PDFDocumento32 páginasTipos de Mantenimiento PDFJacobo Ponce AlejandraAún no hay calificaciones
- 1 Lectura Principios Del Mantenimiento y Seguridad IndustrialDocumento13 páginas1 Lectura Principios Del Mantenimiento y Seguridad Industrialvic.hugol2006Aún no hay calificaciones
- Mantenimiento TotalDocumento10 páginasMantenimiento TotalGreeicy NeloAún no hay calificaciones
- MantenimientoDocumento3 páginasMantenimientobelen espinozaAún no hay calificaciones
- TEMA UNO. BuenoDocumento21 páginasTEMA UNO. BuenoLuiisaa VelaazquezAún no hay calificaciones
- Caracterizacion de Equipo CompresorDocumento21 páginasCaracterizacion de Equipo CompresorByron VascoAún no hay calificaciones
- Mantenimiento IndustrialDocumento27 páginasMantenimiento IndustrialJOSE JESUS MARTINEZ ACOSTAAún no hay calificaciones
- Informe - Evaluación IDocumento8 páginasInforme - Evaluación IDouglas RodriguezAún no hay calificaciones
- Escrito Mantenimiento CorrectivoDocumento6 páginasEscrito Mantenimiento CorrectivoAnibal Carrasquel100% (1)
- Que Es El MantenimientoDocumento4 páginasQue Es El MantenimientonachymgAún no hay calificaciones
- Conceptos Básicos y Objetivos de La Gerencia de MantenimientoDocumento10 páginasConceptos Básicos y Objetivos de La Gerencia de MantenimientoJosé G RodriguezAún no hay calificaciones
- Gestion de Mantenimiento - DescripciónDocumento206 páginasGestion de Mantenimiento - DescripciónJose LuisAún no hay calificaciones
- 02) TEMA 2 y CuestionarioDocumento8 páginas02) TEMA 2 y CuestionarioFernando Maximo MercadoAún no hay calificaciones
- Vibraciones ResumenDocumento14 páginasVibraciones Resumenisi borgonoAún no hay calificaciones
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialDe EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialCalificación: 1 de 5 estrellas1/5 (1)
- UF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosDe EverandUF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosAún no hay calificaciones
- UF2240 - Mantenimiento correctivo de electrodomésticos de gama blancaDe EverandUF2240 - Mantenimiento correctivo de electrodomésticos de gama blancaCalificación: 3 de 5 estrellas3/5 (3)
- Resumen TecnologiaDocumento5 páginasResumen TecnologiaAraceliZungriAún no hay calificaciones
- Adm de Las Operaciones ResumenDocumento49 páginasAdm de Las Operaciones ResumenAraceliZungriAún no hay calificaciones
- Segundo Parcial Práctico de Costos (2 - Cuatrim)Documento1 páginaSegundo Parcial Práctico de Costos (2 - Cuatrim)AraceliZungriAún no hay calificaciones
- Modelos de Revaluacion Contable.Documento5 páginasModelos de Revaluacion Contable.AraceliZungriAún no hay calificaciones
- Valores RecuperablesDocumento8 páginasValores RecuperablesAraceliZungriAún no hay calificaciones
- E.F.E. La Favorita S.A. EnunciadoDocumento1 páginaE.F.E. La Favorita S.A. EnunciadoAraceliZungriAún no hay calificaciones
- 02 Sin Sentido S.A. CreditosDocumento1 página02 Sin Sentido S.A. CreditosAraceliZungriAún no hay calificaciones
- E.F.E. La Golosina S.A. EnunciadoDocumento1 páginaE.F.E. La Golosina S.A. EnunciadoAraceliZungriAún no hay calificaciones
- Activacin Resultados FinancierosDocumento6 páginasActivacin Resultados FinancierosAraceliZungriAún no hay calificaciones
- Caso Practico IntangiblesDocumento2 páginasCaso Practico IntangiblesAraceliZungriAún no hay calificaciones
- 06 Productora S.A. A.G.E.Documento1 página06 Productora S.A. A.G.E.AraceliZungriAún no hay calificaciones
- MANTENIMIENTODocumento6 páginasMANTENIMIENTOAraceliZungriAún no hay calificaciones
- RESUMENOPERACIONES1Documento8 páginasRESUMENOPERACIONES1AraceliZungriAún no hay calificaciones
- Memoria Práctica 1. Audio y VideoDocumento7 páginasMemoria Práctica 1. Audio y Videorazi666Aún no hay calificaciones
- Mecánica y Resistencia de Los Materiales - Taller # 3Documento5 páginasMecánica y Resistencia de Los Materiales - Taller # 3DAG GUITARAún no hay calificaciones
- Form. Orden de Trabajo 2023Documento3 páginasForm. Orden de Trabajo 2023Cesar HuanacoAún no hay calificaciones
- Trabajo en Latex - BeamerDocumento18 páginasTrabajo en Latex - BeamerCiro Quispe HilarioAún no hay calificaciones
- Clase 8 Color y Agua Del SueloDocumento22 páginasClase 8 Color y Agua Del SueloRosita Lopez SaucedoAún no hay calificaciones
- Ejercicios ResueltosDocumento6 páginasEjercicios ResueltosTulio Tejada80% (20)
- Formulas Bien FormuladasDocumento4 páginasFormulas Bien FormuladasJONATHAN MIGUEL SUAREZ CONTRERASAún no hay calificaciones
- M.R.U.V S.DDocumento2 páginasM.R.U.V S.DEducación EurekaAún no hay calificaciones
- Fuerza de PretensadoDocumento10 páginasFuerza de Pretensadojackeline102586Aún no hay calificaciones
- Avicel PH - Celulosa Microcristalina FMC GeneralDocumento12 páginasAvicel PH - Celulosa Microcristalina FMC GeneralTabare CostaAún no hay calificaciones
- Manual SiemensDocumento280 páginasManual SiemensIvan AcostaAún no hay calificaciones
- 2020-12.-Cambio de Carrera. Control de EstudioDocumento2 páginas2020-12.-Cambio de Carrera. Control de EstudioWilder OcantoAún no hay calificaciones
- Manual Instalacion Barrera Certificada H4BW5 PDFDocumento17 páginasManual Instalacion Barrera Certificada H4BW5 PDFEnver Quispe AronesAún no hay calificaciones
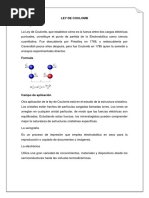
- Ley de CoulombDocumento11 páginasLey de Coulombanon_706886978Aún no hay calificaciones
- Berthold-Información General-Densidad y Concentración SólidosDocumento20 páginasBerthold-Información General-Densidad y Concentración SólidosCesar Muñoz OssesAún no hay calificaciones
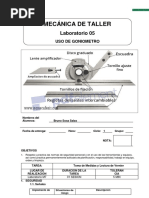
- Goniometro-1Documento12 páginasGoniometro-1Bruno Ramiro Sosa SalasAún no hay calificaciones
- Desgaste de Bujes Bronce en Ejes de Rastras Por CadenasDocumento2 páginasDesgaste de Bujes Bronce en Ejes de Rastras Por CadenasEdgar WillisAún no hay calificaciones
- 1 Lectura Obligatoria Historia y Evolución de La Ingenieria IndustrialDocumento13 páginas1 Lectura Obligatoria Historia y Evolución de La Ingenieria IndustrialDiego Leonel RamirezAún no hay calificaciones
- Curso Unity ScriptDocumento237 páginasCurso Unity ScriptIgor RamirezAún no hay calificaciones
- Senales Potencia Energia BW PDFDocumento5 páginasSenales Potencia Energia BW PDFJuan Pablo Pineda OrtizAún no hay calificaciones
- DPL Historia - Ventajas DesventajasDocumento4 páginasDPL Historia - Ventajas DesventajasOscar Torres BerlangaAún no hay calificaciones
- S08.s2 Solucionario Separata PDFDocumento14 páginasS08.s2 Solucionario Separata PDFJose Ramir100% (1)
- Presentacion Manuel OchoaDocumento5 páginasPresentacion Manuel Ochoakariennys morenoAún no hay calificaciones
- AS 23 Pantano Hundidero PDFDocumento4 páginasAS 23 Pantano Hundidero PDFFederación Andaluza de EspeleologíaAún no hay calificaciones