Unidad 1 Pruebas y Mantenimiento
Unidad 1 Pruebas y Mantenimiento
Descargar como docx, pdf o txt
También podría gustarte
- Mantemiento Industrial Tipos de MantenimientoDocumento8 páginasMantemiento Industrial Tipos de MantenimientoErnesto Morales Carrioni100% (2)
- Mantenimiento Correctivo y PreventivoDocumento5 páginasMantenimiento Correctivo y PreventivoDante MartínezAún no hay calificaciones
- Introducción A La Administración Del MantenimientoDocumento32 páginasIntroducción A La Administración Del Mantenimientock2hnpgjdpAún no hay calificaciones
- Administración de Mantenimiento 4Documento39 páginasAdministración de Mantenimiento 4Augusto D. Chavez NuñezAún no hay calificaciones
- Grupo 7 PoliticasDocumento17 páginasGrupo 7 PoliticasSergio GutierrezAún no hay calificaciones
- Tipos de MantenimientoDocumento22 páginasTipos de MantenimientoPOWERAún no hay calificaciones
- MantenimientoDocumento13 páginasMantenimientoGuadalupe GomezAún no hay calificaciones
- Debate Mantenimiento IDocumento14 páginasDebate Mantenimiento IGregBlog100% (1)
- Mantenimiento IndustrialDocumento4 páginasMantenimiento IndustrialLen TsjAún no hay calificaciones
- Principales Tipos de MantenimientoDocumento5 páginasPrincipales Tipos de MantenimientoAntonio Lair García GallegosAún no hay calificaciones
- Clasificacion Del MantenimientoDocumento5 páginasClasificacion Del MantenimientoISAAC ABISAI RIOS FLORESAún no hay calificaciones
- Mantenimiento CorrectivoDocumento9 páginasMantenimiento CorrectivoAbdiel RamírezAún no hay calificaciones
- Mantenimiento PreventivoDocumento4 páginasMantenimiento PreventivoNatasha MedinaAún no hay calificaciones
- Copia de Copia de Tipos de MantenimientoDocumento10 páginasCopia de Copia de Tipos de Mantenimientoluis ibarraAún no hay calificaciones
- Unidad 2 MantenimientoDocumento14 páginasUnidad 2 Mantenimientojuan0% (1)
- Tipos de Mantenimiento ElectricoDocumento7 páginasTipos de Mantenimiento ElectricoTrabajos AcademicosAún no hay calificaciones
- Unidad 1 - Mantenimiento Industrial y Tipos de Mantenimiento V4 FinalDocumento10 páginasUnidad 1 - Mantenimiento Industrial y Tipos de Mantenimiento V4 FinalPablo Alexis NavarroAún no hay calificaciones
- Informe MantenimientoDocumento14 páginasInforme Mantenimientoaxel vallejos cortezAún no hay calificaciones
- Qué Es El Mantenimiento de PlantaDocumento17 páginasQué Es El Mantenimiento de PlantaJoséAún no hay calificaciones
- Conceptos y Aplicación de Mantenimiento PreventivoDocumento3 páginasConceptos y Aplicación de Mantenimiento PreventivoJULIANA CORONA RIOS DENISSEAún no hay calificaciones
- Mantenimiento IndustrialDocumento6 páginasMantenimiento IndustrialRadaylin AdamesAún no hay calificaciones
- Ensayo Proyecto Expresion Oral Mtto IndustrialDocumento9 páginasEnsayo Proyecto Expresion Oral Mtto IndustrialMadeleyne VelazquezAún no hay calificaciones
- Estrategias y Filosofias de MantenimientoDocumento12 páginasEstrategias y Filosofias de MantenimientoCarlos ParedesAún no hay calificaciones
- Tipos de MantenimientoDocumento19 páginasTipos de MantenimientoAdrián Bejarano MoralesAún no hay calificaciones
- Conceptos Básicos y Objetivos de La Gerencia de MantenimientoDocumento10 páginasConceptos Básicos y Objetivos de La Gerencia de MantenimientoJosé G RodriguezAún no hay calificaciones
- Tarea3 Parcial1Documento5 páginasTarea3 Parcial1OSCAR RUBIO LEONAún no hay calificaciones
- Importancia Del Mantenimiento Mecánico Aplicado A Los EquiposDocumento20 páginasImportancia Del Mantenimiento Mecánico Aplicado A Los EquiposManuel Borrego100% (15)
- Mantenimiento IndustrialDocumento7 páginasMantenimiento IndustrialFernando Pasten FernandezAún no hay calificaciones
- Mantenimiento PreventivoDocumento5 páginasMantenimiento PreventivoLuis MenaAún no hay calificaciones
- MANTENIMIENTODocumento9 páginasMANTENIMIENTOdianaAún no hay calificaciones
- Tipos de MantenimientoDocumento7 páginasTipos de Mantenimientojoel mosqueraAún no hay calificaciones
- MantenimientoDocumento3 páginasMantenimientobelen espinozaAún no hay calificaciones
- Sesion 06-Tipos de MantenimientoDocumento39 páginasSesion 06-Tipos de MantenimientoGuillermo Linares SánchezAún no hay calificaciones
- Trabajo Tipos de Mantenimiento InsdustrialDocumento18 páginasTrabajo Tipos de Mantenimiento InsdustrialAndres CarvajalAún no hay calificaciones
- Escrito Mantenimiento CorrectivoDocumento6 páginasEscrito Mantenimiento CorrectivoAnibal Carrasquel100% (1)
- Tipos de MantenimientosDocumento4 páginasTipos de MantenimientosJUAN MIGUEL BRENES HERNANDEZAún no hay calificaciones
- Tipos de MantenimientoDocumento5 páginasTipos de MantenimientoCarlos SaucedoAún no hay calificaciones
- Ingenieria Cap2Documento51 páginasIngenieria Cap2Vyco Crow CrawAún no hay calificaciones
- Tipos de MantenimientoDocumento5 páginasTipos de MantenimientoAlexander Marcos ChacaliazaAún no hay calificaciones
- MANTENIMIENTO3Documento7 páginasMANTENIMIENTO3Yesenia VargasAún no hay calificaciones
- Mantenimiento EléctricoDocumento11 páginasMantenimiento Eléctricorenee bernettAún no hay calificaciones
- Mantenimiento Preventivo y PredictivoDocumento34 páginasMantenimiento Preventivo y Predictivodiegodoy86Aún no hay calificaciones
- Informe - Evaluación IDocumento8 páginasInforme - Evaluación IDouglas RodriguezAún no hay calificaciones
- Tema 8 (2)Documento12 páginasTema 8 (2)albertocrespout1Aún no hay calificaciones
- Mantenimiento Mestas UnmsmDocumento5 páginasMantenimiento Mestas UnmsmLeonardo Ponce GarciaAún no hay calificaciones
- Investigacion de MantenimientoDocumento6 páginasInvestigacion de MantenimientoJavier NaresAún no hay calificaciones
- Instituto Tecnologico Superior de Misantla: Ingeniería IndustrialDocumento5 páginasInstituto Tecnologico Superior de Misantla: Ingeniería IndustrialAlexis Trujillo GascaAún no hay calificaciones
- Tarea Investig Tipos de MantenimientoDocumento6 páginasTarea Investig Tipos de MantenimientoStefania Zambrano BoneAún no hay calificaciones
- TP02Documento5 páginasTP02kevgarzon551Aún no hay calificaciones
- Teoria de MantenimientoDocumento9 páginasTeoria de MantenimientoEnder Cabrera50% (2)
- Principio de MantenimientoDocumento5 páginasPrincipio de MantenimientoAnny MoraAún no hay calificaciones
- MANTENIMIENTODocumento7 páginasMANTENIMIENTOCYBERAún no hay calificaciones
- Clase 1 MantenimientoDocumento21 páginasClase 1 MantenimientoAlexander CamposAún no hay calificaciones
- Mtto IndustrialDocumento4 páginasMtto IndustrialFreddy Jesus Ingaruca OrihuelaAún no hay calificaciones
- UNIDAD 3 Mantenimiento PreventivoDocumento7 páginasUNIDAD 3 Mantenimiento PreventivoArath Moreno TorresAún no hay calificaciones
- Proyecto Integrador-MantenimientoDocumento7 páginasProyecto Integrador-Mantenimientoaugusto romeroAún no hay calificaciones
- Mantenimiento PreventivoDocumento6 páginasMantenimiento PreventivoRicardo GuadalupeAún no hay calificaciones
- A2 Tipos de MantenimientosDocumento7 páginasA2 Tipos de MantenimientosKevin LopezAún no hay calificaciones
- Tipos de MantenimientoDocumento7 páginasTipos de MantenimientoJuan David Arango CastroAún no hay calificaciones
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialDe EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialCalificación: 1 de 5 estrellas1/5 (1)
- Practicas de Gestion de ServiciosDocumento22 páginasPracticas de Gestion de ServiciosFranklin Benjamin Quispe BurgaAún no hay calificaciones
- Cotización Helisa HD005-0823 LA COLINA S.A.S.Documento5 páginasCotización Helisa HD005-0823 LA COLINA S.A.S.edwardsarriavalverdeAún no hay calificaciones
- AnnalesDocumento28 páginasAnnalesarianaAún no hay calificaciones
- Informatica Evi.Documento25 páginasInformatica Evi.Evi sanchezAún no hay calificaciones
- Areas Protegidas Del EcuadorDocumento3 páginasAreas Protegidas Del EcuadorGeovany FabianAún no hay calificaciones
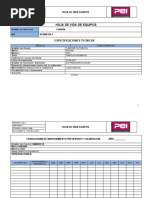
- Hseq-F-047 - Hv-Equipos V.1Documento3 páginasHseq-F-047 - Hv-Equipos V.1Maritza Usma suarezAún no hay calificaciones
- Materiales de Impresion. PropiedadesDocumento10 páginasMateriales de Impresion. Propiedadescarmen cuevas ruizAún no hay calificaciones
- C0234b9e Ff9d 44c4 9f13 68fa91c9b459 ElhiloinvisibleDocumento17 páginasC0234b9e Ff9d 44c4 9f13 68fa91c9b459 ElhiloinvisibleMin rebeca sweetAún no hay calificaciones
- 20 Empresas Con Misión y VisiónDocumento25 páginas20 Empresas Con Misión y VisiónJosè Pèrez50% (2)
- Sistemas Constructivos AporticadosDocumento47 páginasSistemas Constructivos AporticadosKatherine Kelly Estrella Marcelo60% (5)
- Angulos Direccionales Zereceda JonathanDocumento37 páginasAngulos Direccionales Zereceda Jonathanbryan gutierrezAún no hay calificaciones
- Normas APA Monografía FIGMM UNIDocumento7 páginasNormas APA Monografía FIGMM UNIKenny Salazar100% (1)
- Programación Lenguaje C - El Juego de Los BarquitosDocumento2 páginasProgramación Lenguaje C - El Juego de Los BarquitosdibutecAún no hay calificaciones
- Actividad para Trabajar en Casa Herencia y GeneticaDocumento7 páginasActividad para Trabajar en Casa Herencia y GeneticaSusan ViñolaAún no hay calificaciones
- TALLER GUIA 5 - Isabella Ducuara1003Documento9 páginasTALLER GUIA 5 - Isabella Ducuara1003isabella Ducuara SierraAún no hay calificaciones
- Organización de Eventos U2-1Documento5 páginasOrganización de Eventos U2-1MoratiAún no hay calificaciones
- Pruebas de NormalidadDocumento2 páginasPruebas de NormalidadpaulAún no hay calificaciones
- Ensayo Escrito - Sarbanes-Oxley Acta de 2002Documento4 páginasEnsayo Escrito - Sarbanes-Oxley Acta de 2002elist2091Aún no hay calificaciones
- 2020 - Actitudes Hacia Las Matemáticas6Documento11 páginas2020 - Actitudes Hacia Las Matemáticas6El EdirsinhoAún no hay calificaciones
- Método Del Centro de GravedadDocumento9 páginasMétodo Del Centro de Gravedadarnoldvladimir100% (1)
- Propiedades Volumetricas de Fluidos Puros PDFDocumento62 páginasPropiedades Volumetricas de Fluidos Puros PDFManuel Rguez100% (1)
- Hu Pimu Sem 7Documento2 páginasHu Pimu Sem 7SplenditAún no hay calificaciones
- Taller Calculo Torre de EnfriamientoDocumento15 páginasTaller Calculo Torre de EnfriamientoCamilo BohorquezAún no hay calificaciones
- Logistica EmpresarialDocumento20 páginasLogistica EmpresarialAngel OmarAún no hay calificaciones
- Hex - Fama y HonorDocumento3 páginasHex - Fama y HonoradxmaAún no hay calificaciones
- Guia Ley Organica Proteccion Infancia y Adolescencia Frente A ViolenciaDocumento92 páginasGuia Ley Organica Proteccion Infancia y Adolescencia Frente A ViolenciaMiguelAún no hay calificaciones
- INEGI - 2010 - Santa Cruz Xitla PDFDocumento9 páginasINEGI - 2010 - Santa Cruz Xitla PDFMeztli MéndezAún no hay calificaciones
- Qué Es Currículo EducativoDocumento7 páginasQué Es Currículo EducativofredmusividaAún no hay calificaciones
- Introducción Al Método ListaDoradaDocumento25 páginasIntroducción Al Método ListaDoradaAlejandro75% (4)
- Catalogo Camaleon Linnum EspaolDocumento44 páginasCatalogo Camaleon Linnum EspaolPatitaFlorentinaAún no hay calificaciones