23/03/2024 Ing. Jorge E. Gamarra Tolentino 1
23/03/2024 Ing. Jorge E. Gamarra Tolentino 1
Descargar como pptx, pdf o txt
También podría gustarte
- Mantenimiento de centros de transformación. ELEE0209De EverandMantenimiento de centros de transformación. ELEE0209Aún no hay calificaciones
- 16 Perdidas e Indices de MttoDocumento10 páginas16 Perdidas e Indices de MttoRodriguez Millan100% (1)
- 6 Grandes Perdidas en Procesos de ManufacturaDocumento4 páginas6 Grandes Perdidas en Procesos de ManufacturaJulio RodríguezAún no hay calificaciones
- 6 Grandes PerdidasDocumento4 páginas6 Grandes PerdidasIvan MaldonadoAún no hay calificaciones
- Calculo de Eficiencia Operativa de Los EquiposDocumento27 páginasCalculo de Eficiencia Operativa de Los Equiposcarlosgaleano6Aún no hay calificaciones
- Las 6 Grandes Perdidas RobertoDocumento8 páginasLas 6 Grandes Perdidas Robertobertohhh3312Aún no hay calificaciones
- Las 6 Grandes Perdidas Del Mantenimiento Productivo TotalDocumento5 páginasLas 6 Grandes Perdidas Del Mantenimiento Productivo TotalJavier ArceAún no hay calificaciones
- Opl OeeDocumento1 páginaOpl OeeemersonmarquezveAún no hay calificaciones
- Las Seis Grandes PerdidasDocumento3 páginasLas Seis Grandes PerdidasPablo CastilloAún no hay calificaciones
- Las Seis Grandes Pérdidas de La Conservación - Castro MedinaDocumento6 páginasLas Seis Grandes Pérdidas de La Conservación - Castro MedinaValeria Fernanda Castro MedinaAún no hay calificaciones
- Punto de Partida Del TPMDocumento11 páginasPunto de Partida Del TPMDarren DurandAún no hay calificaciones
- TPM 2Documento12 páginasTPM 2Maria AlarconAún no hay calificaciones
- GM 16 - Eficiencia Global Del Equipo - OeeDocumento17 páginasGM 16 - Eficiencia Global Del Equipo - OeeALARCON MAURICIO JORGE SEBASTIANAún no hay calificaciones
- Inv. ReneDocumento28 páginasInv. ReneCASANDRA PEÑAAún no hay calificaciones
- Sistemas de Mantenimiento Productivo Total TPMDocumento16 páginasSistemas de Mantenimiento Productivo Total TPMMiguel Ángel Rosas GalindoAún no hay calificaciones
- Las Seis Grandes Pérdidas en El Proceso de ProducciónDocumento5 páginasLas Seis Grandes Pérdidas en El Proceso de ProducciónBryan ShavershianAún no hay calificaciones
- Las 6 Grandes PérdidasDocumento78 páginasLas 6 Grandes PérdidasFernando Paez MendizabalAún no hay calificaciones
- El TPM, Análisis Estadístico de Fallas, Indicadores-P1Documento39 páginasEl TPM, Análisis Estadístico de Fallas, Indicadores-P1Cesar CabreraAún no hay calificaciones
- Las Seis Grandes PerdidasDocumento12 páginasLas Seis Grandes PerdidasLuz Gabriela Romo ManzanoAún no hay calificaciones
- 4.1 TPMDocumento25 páginas4.1 TPMLizbeth Vazquez PeraltaAún no hay calificaciones
- Wa0043.Documento5 páginasWa0043.albertovidalmorales2Aún no hay calificaciones
- Metodología ShaDocumento12 páginasMetodología ShacruuzfAún no hay calificaciones
- 1° Pregunta Tarea 03 TPMDocumento8 páginas1° Pregunta Tarea 03 TPMjose antonio roman gutierrez0% (1)
- PerdidasDocumento11 páginasPerdidasWenceslao Galvan GuzmanAún no hay calificaciones
- Unidad 4Documento5 páginasUnidad 4Cesar PalacioAún no hay calificaciones
- Presentacion Indicadores LM - Hector HernandezDocumento18 páginasPresentacion Indicadores LM - Hector HernandezHector HernandezAún no hay calificaciones
- Actividad 4.2 - Investigación de Las 6 Grandes PérdidasDocumento4 páginasActividad 4.2 - Investigación de Las 6 Grandes PérdidasErick GaytanAún no hay calificaciones
- Caracteristicas de Las 6 Grandes PerdidasDocumento4 páginasCaracteristicas de Las 6 Grandes PerdidasblancaAún no hay calificaciones
- Resumen OEEDocumento4 páginasResumen OEEGustavo NorambuenaAún no hay calificaciones
- Las Seis Grandes PérdidasDocumento7 páginasLas Seis Grandes PérdidasEddo Carrion100% (1)
- Taller MP TalleresDocumento57 páginasTaller MP TalleresreynaldoAún no hay calificaciones
- 6 Grandes PerdidasDocumento8 páginas6 Grandes PerdidasHilary TrejoAún no hay calificaciones
- OEE Lean ManufacturingDocumento6 páginasOEE Lean ManufacturingJavier Bamac100% (1)
- Reyes Primitivo - TPM - OEE para Ope Rad Ores EdDocumento35 páginasReyes Primitivo - TPM - OEE para Ope Rad Ores Edelviogonzalez6094Aún no hay calificaciones
- Las Seis Grandes PérdidasDocumento8 páginasLas Seis Grandes PérdidasCharlie Prado100% (1)
- Aadministracion de MantenimientoDocumento9 páginasAadministracion de MantenimientoEdwin Vladimir Gonzalez RuizAún no hay calificaciones
- Qué Es El OEEDocumento15 páginasQué Es El OEEGrupo ZarattiniAún no hay calificaciones
- Unidad 7 Tecnicas y Folosofias de Mantenimiento (TPM y RCM)Documento69 páginasUnidad 7 Tecnicas y Folosofias de Mantenimiento (TPM y RCM)Nicholas SmithAún no hay calificaciones
- Parte 2Documento34 páginasParte 2Jacqueline Orozco HernandezAún no hay calificaciones
- Sistemas de Mantenimiento Productivo Total (MPT)Documento28 páginasSistemas de Mantenimiento Productivo Total (MPT)Luz Gabriela Romo Manzano100% (1)
- Sistemas de Mantenimiento Productivo-Equipo 2Documento79 páginasSistemas de Mantenimiento Productivo-Equipo 2Alejandra MtAún no hay calificaciones
- 01 TPMDocumento41 páginas01 TPMMayckAún no hay calificaciones
- OEE - Optimizacion de La Produccion 2222Documento4 páginasOEE - Optimizacion de La Produccion 2222Stalyn CedeñoAún no hay calificaciones
- MPT PRESENTACIÓN UNIDAD IVDocumento17 páginasMPT PRESENTACIÓN UNIDAD IVMiguel Angel Gil CorderoAún no hay calificaciones
- 6 Grandes PérdidasDocumento4 páginas6 Grandes PérdidasManuel AG50% (2)
- Láminas Curso Analisis de Fallas PDFDocumento103 páginasLáminas Curso Analisis de Fallas PDFFelipe A. Gutiérrez M.Aún no hay calificaciones
- Mantenimiento Productivo TotalDocumento76 páginasMantenimiento Productivo TotalJONATHAN URIEL LOPEZ PAZAún no hay calificaciones
- Tpm-Determinación de Los Tiempos Que Intervienen en El RendimientoDocumento41 páginasTpm-Determinación de Los Tiempos Que Intervienen en El Rendimientoluism921100% (1)
- MEDIBLESDocumento10 páginasMEDIBLESDiana LópezAún no hay calificaciones
- Tarea 3 Grupo 1Documento9 páginasTarea 3 Grupo 1jose antonio roman gutierrezAún no hay calificaciones
- Efectividad de Planta OEEDocumento7 páginasEfectividad de Planta OEEHector Martinez Rubin CelisAún no hay calificaciones
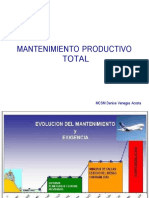
- Mantenimiento Productivo Total: MCSM Denise Venegas AcostaDocumento45 páginasMantenimiento Productivo Total: MCSM Denise Venegas AcostaLUFFY 777Aún no hay calificaciones
- 14 Oscar Carrasco Medición en Tiempo Real Del OEEDocumento16 páginas14 Oscar Carrasco Medición en Tiempo Real Del OEEfredyAún no hay calificaciones
- Efectividad de Planta OEEDocumento8 páginasEfectividad de Planta OEEGlorneyAún no hay calificaciones
- Unidad 3Documento30 páginasUnidad 3Miriam RosarioAún no hay calificaciones
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialDe EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialCalificación: 1 de 5 estrellas1/5 (1)
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Calificación: 5 de 5 estrellas5/5 (1)
- UF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosDe EverandUF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosAún no hay calificaciones
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- Lean certification. Certificación de un sistema de gestión leanDe EverandLean certification. Certificación de un sistema de gestión leanAún no hay calificaciones
- Teoria Costeo VariableDocumento6 páginasTeoria Costeo VariableTatiana GomezAún no hay calificaciones
- Presupuesto Muro y CercoDocumento4 páginasPresupuesto Muro y CercoNey gonzalesAún no hay calificaciones
- Kasparov Garry - Kasparov Ensena Ajedrez, 1986-OCR, 241p PDFDocumento241 páginasKasparov Garry - Kasparov Ensena Ajedrez, 1986-OCR, 241p PDFKlaudis Piñeros100% (1)
- M3S6-Ensayo Indivudual 1Documento3 páginasM3S6-Ensayo Indivudual 1Alejandra FallasAún no hay calificaciones
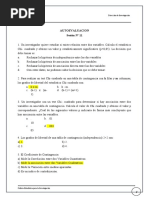
- Autoevaluacion Sesion 11Documento2 páginasAutoevaluacion Sesion 11RONALD ARTURO SUPO CONDORIAún no hay calificaciones
- Evaluacion Unidad 1 Analisis FinancieroDocumento7 páginasEvaluacion Unidad 1 Analisis Financieromaria cristinaAún no hay calificaciones
- 5.5 Trabajo Escrito Sobre Indicadores de Gestion en MercadosDocumento12 páginas5.5 Trabajo Escrito Sobre Indicadores de Gestion en MercadosMauricio ParraAún no hay calificaciones
- Apu Conjunto ResidencialDocumento50 páginasApu Conjunto Residencialraquel hidalgo100% (1)
- MAT DE APREND No 4 MICROECONOMÍA IIDocumento12 páginasMAT DE APREND No 4 MICROECONOMÍA IIamartinezd11Aún no hay calificaciones
- Aguai 2019Documento28 páginasAguai 2019Laura Ruiz JustinianoAún no hay calificaciones
- Caso A Estudiar PDFDocumento3 páginasCaso A Estudiar PDFMichael Jose Villadiego CantilloAún no hay calificaciones
- Problemas - SolucionadosDocumento25 páginasProblemas - SolucionadosJaime Javier Tadashi Sueno CardenasAún no hay calificaciones
- Lavabo ACCESSDocumento4 páginasLavabo ACCESScarmenAún no hay calificaciones
- CC - SS Contribuimos en La Toma de Decisiones 3 Grado Semana 23Documento7 páginasCC - SS Contribuimos en La Toma de Decisiones 3 Grado Semana 23RonaldJhonIllacutipaIllacutipaAún no hay calificaciones
- Entorno Económico Caso 3Documento12 páginasEntorno Económico Caso 3Mario GomezAún no hay calificaciones
- Violencia EconomicaDocumento1 páginaViolencia Economicaxime20031410Aún no hay calificaciones
- Actividad No. 2 Ejercicios Contabilidad y El Ambiente de La Empresa - Grupo 2Documento17 páginasActividad No. 2 Ejercicios Contabilidad y El Ambiente de La Empresa - Grupo 2Omar LagosAún no hay calificaciones
- Aire Acondicionado 2Documento9 páginasAire Acondicionado 2Luis Felipe May PechAún no hay calificaciones
- Cuestionario Del CapitalDocumento4 páginasCuestionario Del CapitalLuis FernandoAún no hay calificaciones
- 1.1 Conceptos e Importancia de La CalidadDocumento2 páginas1.1 Conceptos e Importancia de La CalidadRODOLFO ANDRE REYES JIMENEZAún no hay calificaciones
- Taller 3 3Documento3 páginasTaller 3 3CONTABILIDADAún no hay calificaciones
- Estados Financieros Comedica S A SDocumento28 páginasEstados Financieros Comedica S A SAni0% (1)
- Uth e Learning Derecho Mercantil Vir Vi 2 PDFDocumento30 páginasUth e Learning Derecho Mercantil Vir Vi 2 PDFEstherAún no hay calificaciones
- Niff para PymesDocumento10 páginasNiff para PymesIly Julliet Toro CordovaAún no hay calificaciones
- Actividad 2Documento8 páginasActividad 2aida garciaAún no hay calificaciones
- Modificacion y Certificacion DTDocumento4 páginasModificacion y Certificacion DTEMILY ROSARIO NIETO VILCAAún no hay calificaciones
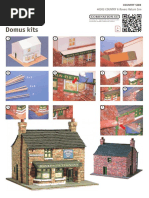
- COUNTRY 6 Rovers Return InnDocumento2 páginasCOUNTRY 6 Rovers Return InnJuanAún no hay calificaciones
- Elemento 3 y 4Documento16 páginasElemento 3 y 4Karla Farias AñazcoAún no hay calificaciones
- Normas 487 y 489Documento7 páginasNormas 487 y 489Andrés ÁlvarezAún no hay calificaciones
- Solera Catálogo Tarifa 2022 Edición 2Documento132 páginasSolera Catálogo Tarifa 2022 Edición 2VEMATELAún no hay calificaciones