The document discusses various steel classification systems used by SAE/AISI for carbon steels, alloy steels, and stainless steels. It provides details on:
- The 4-digit numbering system used to classify steels based on alloy content and carbon percentage
- Examples of steel classifications like AISI 2315 nickel steel
- Classification systems for welding electrodes and filler metals used for different steel types based on mechanical properties and chemical composition.
Copyright:
Attribution Non-Commercial (BY-NC)
Available Formats
Download as PPT, PDF, TXT or read online from Scribd
The document discusses various steel classification systems used by SAE/AISI for carbon steels, alloy steels, and stainless steels. It provides details on:
- The 4-digit numbering system used to classify steels based on alloy content and carbon percentage
- Examples of steel classifications like AISI 2315 nickel steel
- Classification systems for welding electrodes and filler metals used for different steel types based on mechanical properties and chemical composition.
The document discusses various steel classification systems used by SAE/AISI for carbon steels, alloy steels, and stainless steels. It provides details on:
- The 4-digit numbering system used to classify steels based on alloy content and carbon percentage
- Examples of steel classifications like AISI 2315 nickel steel
- Classification systems for welding electrodes and filler metals used for different steel types based on mechanical properties and chemical composition.
Copyright:
Attribution Non-Commercial (BY-NC)
Available Formats
Download as PPT, PDF, TXT or read online from Scribd
The document discusses various steel classification systems used by SAE/AISI for carbon steels, alloy steels, and stainless steels. It provides details on:
- The 4-digit numbering system used to classify steels based on alloy content and carbon percentage
- Examples of steel classifications like AISI 2315 nickel steel
- Classification systems for welding electrodes and filler metals used for different steel types based on mechanical properties and chemical composition.
Copyright:
Attribution Non-Commercial (BY-NC)
Available Formats
Download as PPT, PDF, TXT or read online from Scribd
Download as ppt, pdf, or txt
You are on page 1/ 64
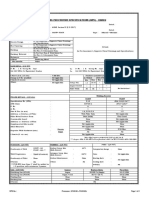
CARBON STEEL & ALLOY STEEL CLASSIFICATION SYSTEM
SAE & AISI
DEVELOPED MOST COMMON NUMBERING & CLASSIFICATION OF STEEL
4 DIGIT NUMBERING SYSTEM 1ST DIGIT 2ND DIGIT LAST TWO DIGITS TYPE OF STEEL % OF ALLOYING ELEMENT CARBON CONTENT IN HUNDRED OF A PERCENT
CARBON STEEL & ALLOY STEEL CLASSIFICATION SYSTEM
4 DIGIT NUMBERING SYSTEM
EXAMPLE AISI 2315 NICKEL STEEL
ABOUT 3% NICKEL (Ni)
0.15 % CARBON (C)
CARBON STEEL & ALLOY STEEL CLASSIFICATION SYSTEM
MATERIAL CODE 1XXX 12XX 12XX 13XX 2XXX 3XXX 4XXX
TYPE OF STEEL CARBON STEELS SPECIAL SULPHUR CARBON STEEL PHOSPHOROUS CARBON STEEL MANGNESE STEEL NICKEL STEELS NICKEL CHROMIUM STEELS MOLYBDENUM STEELS
Cr Ni Mn NON MAGNETIC Cr Ni Cr Cr Cr Mo -DOMAGNETIC -DO-DO-
STAINLESS STEEL WELDING
STAINLESS STEEL IS DIFFICULT TO WELD COMPARE TO CARBON - STEELS
THIS IS BECAUSE OF PHYSICAL PROPERTIES.
DIFFERENCE
IN
THESE DIFFERENCES ARE LOWER MELTING TEMPERATURE
LOWER THERMAL CONDUCTIVITY
HIGHER COEFFICIENT OF THERMAL EXPANSION HIGHER ELECTRICAL RESISTANCE
STAINLESS STEEL WELDING
MOST POPULAR PROCESSES FOR WELDING STAINLESS STEEL ARE
SMAW GTAW GMAW
STAINLESS STEEL WELDING
AUSTENITIC TYPE STAINLESS STEEL 2XX, 3XX PROPERTIES
45% HIGHER MANGANESE
NOT HARDENABLE BY HEAT TREATMENT
NON MAGNETIC MAY BECOME MAGNETIC WHEN COLD WORKED
OR WELDED ALL AUSTENITIC SS ARE WELDABLE EXCEPTION TYPE 303 (CONTAINS HIGH SULPHUR)
TYPE 303Se (CONTAINS SELIUM)
STAINLESS STEEL WELDING
AUSTENITIC TYPE STAINLESS STEEL 2XX, 3XX WELDING IS DIFFICULT COMPARING TO CARBON STEEL REASONS
45% HIGHER THERMAL COEFFICIENT OF EXPANSION TO CS HIGHER ELECTRICAL RESISTANCE TO CS LOWER THERMAL CONDUCTIVITY TO CS
LOWER MELTING POINT THAN CS
STAINLESS STEEL WELDING
AUSTENITIC TYPE STAINLESS STEEL 2XX, 3XX RECOMMENDATIONS: USE HIGH TRAVEL SPEED
IT REDUCES HEAT INPUT
IT REDUCES CARBIDE PRECIPITATION IT MINIMIZES DISTORTION
SPECIAL PRECAUTION AGAINST WRAPAGE & DISTORTION
(TACK WELDS SHALL BE TWICE AS NORMAL)
THIN MATERIAL - DIFFICULT TO COMPLETELY AVOID BUCKLING
STAINLESS STEEL WELDING
FERRITIC TYPE STAINLESS STEEL 4XX
WELDABLE EXCEPT 430F (CONTAINS HIGH SULFUR) COEFFICIENT OF THERMAL EXPANSION SAME AS CS TENDENCY OF GRAIN GROWTH AT T >= 871O C
WELDING PROCESSES THAT TEND TO INCREASE
CARBON PICK UP ARE NOT RECOMMENDED e.g. GMAW WITH CO2 SHIELDING
OXYFUEL PROCESS
STAINLESS STEEL WELDING
FERRITIC TYPE STAINLESS STEEL 4XX
RECOMMENDATIONS HEAVIER SECTION - PREHEAT 205O C TO 210O C ANNEALING - 760O C TO 816O C FOLLOWED BY
WATER OR AIR QUENCH
PEENING THE WELD (TO IMPROVE TOUGHNESS) USE AUSTENITIC SS FILLER METAL (IF HT IS NOT POSSIBLE)
STAINLESS STEEL WELDING
MARTENSITIC TYPE STAINLESS STEEL 4XX, 5XX HARDENABLE BY HEAT TREATMENT MAGNETIC LOW CARBON TYPE CAN BE WELDED WITHOUT ANY
PRECAUTION WELDING PROCESSES THAT TEND TO INCREASE CARBON PICK UP ARE NOT RECOMMENDED INCREASED CARBON CONTENT INCREASES CRACK SENSITIVITY IN WELD AREA
STAINLESS STEEL WELDING
MARTENSITIC TYPE STAINLESS STEEL 4XX, 5XX LOW - CARBON TYPE WELDABLE (WITHOUT PRECAUTIONS) PREHEAT, POST-HEAT REQD.
%C > 0.15
PREHEAT TEMP.
230O C - 290O C
POSTHEAT TEMP.
650O C - 760O C
(FOLLOWED BY SLOW COOLING)
STAINLESS STEEL WELDING
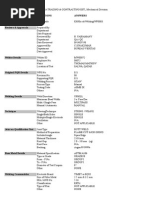
RECOMMENDED FILLER METAL SERIES DESIGNATION Cr Ni Mn Austenitic Cr Ni Austenitic
AISI NO. 201 202 301 302 302B
POPULAR NAME
RECOMMENDED FILLER METAL
FIRST CHOICE 308 308 308 308 308
SECOND CHOICE 308L 308L 308L 308L 309
303 303Se 304 304L
305 309 25/12
18/8 18/8 ELC 308 308L
308 309
308L 347
STAINLESS STEEL WELDING
RECOMMENDED FILLER METAL SERIES AISI DESIGNATION NO. Cr Ni Austenitic 309S 310 310S 314 316 316L 317 321 347 19/9 Cb 18/12 Mo 18/12 ELC 19/14 Mo 25/20
POPULAR NAME
RECOMMENDED FILLER METAL
FIRST CHOICE 309 310 310 310 316 316L 317 347 347 SECOND CHOICE 309Cb 309Cb 309Cb 308L 308L
348
19/9CbLTa
347
STAINLESS STEEL WELDING
RECOMMENDED FILLER METAL SERIES AISI DESIGNATION NO. Cr Martensitic 403 410 414 416 416 Se 420 431 440A 440B 440C 12 Cr HC 12 Cr
POPULAR NAME
RECOMMENDED FILLER METAL
FIRST CHOICE 410 410 410 410 410 430 SECOND CHOICE 430 -
High carbon welding not recommended High carbon welding not recommended High carbon welding not recommended
STAINLESS STEEL WELDING
RECOMMENDED FILLER METAL SERIES AISI DESIGNATION NO. Cr Ferritic 405 430 430F 430FSe 446 501 502 5 Cr - Mo 5 Cr - Mo 16 Cr
POPULAR NAME
RECOMMENDED FILLER METAL
FIRST CHOICE 410 430 309 502 502 SECOND CHOICE 405Cb 309 310 -
ALUMINIUM & ALUMINIUM ALLOY
PROPERTIES LIGHT WEIGHT RELATIVELY HIGH STRENGTH Al WELDING IS DIFFERENT FROM STEEL WELDING
ALUMINIUM & ALUMINIUM ALLOY
DESIGNATION OF ALUMINIUM ALLOY GROUPS MAJOR ALLOYING ELEMENT 99% MINIMUM Al AND OVER COPPER
DESIGNATION 1XXX 2XXX
MANGANESE SILICON MAGNESIUM
3XXX 4XXX 5XXX
MAGNESIUM AND SILICON
ZINC OTHER ELEMENT
6XXX 7XXX 8XXX
ALUMINIUM & ALUMINIUM ALLOY
SERIES 1XXX
PROPERTIES Al 99% OR HIGHER PURITY
USE PRIMARY USED IN ELECTRICAL & CHEMICAL INDUSTRY
2XXX
PRINCIPAL ALLOYING ELEMENT Cu HIGH STRENGTH (WHEN PROPERLY HEAT TREATED) LESS CORROSION RESISTANCE OFTEN CLAD WITH Al OR SPECIAL Al ALLOY
ALUMINIUM & ALUMINIUM ALLOY
SERIES 3XXX
PROPERTIES
USE
4XXX 5XXX 6XXX 7XXX 8XXX
ALUMINIUM & ALUMINIUM ALLOY WELDING
Al welding is different from steel welding because of following properties of steel
Al Oxide Surface Coating Al reacts with O2 in air to produce thin hard film of Al - oxide on the surface Melting point of oxide film 1926o C (3 times melting of Al) Oxide film absorb moisture from air Moisture - source of H2 causing porosity Al - Oxide film must be removed prior to welding Small particles of un-melted Al - Oxide will cause lack of fusion, weld crack
ALUMINIUM & ALUMINIUM ALLOY WELDING
Al Oxide Surface Coating Can be removed by Mechanical Method - Grinding etc Chemical - Cleaning Solution Welding Fluxes Electrical - Cathodic Bombardment half cycle of AC GTAW Oxide film immediately start to form (Weld with 8 hr. of cleaning) High Thermal Conductivity High Thermal Expansion Coefficient Low Melting Temperature The absence of color change as temperature approaches the melting point
ALUMINIUM & ALUMINIUM ALLOY WELDING
GTAW GMAW SMAW OxyAcetylene Resistance Welding Solid State
Used for welding thinner section (Use AC) Thicker Section Not Popular Not Popular Used Used
DISSIMILAR METAL WELDING
SHOULD BE AS STRONG AS WEAKER OF TWO METALS JOINED IMPORTANT TO INVESTIGATE PHASE DIAGRAM
IF MUTUALLY SOLUBLE - JT. CAN BE MADE SUCCESSFULLY
IF MUTUALLY NOT SOLUBLE - USE THIRD METAL WHICH IS SOLUBLE TO BOTH
DISSIMILAR METAL WELDING
IMPORTANT CONSIDERATIONS
COEFFICIENT OF THERMAL EXPANSION OF BOTH MATERIALS
DIFFERENCE IN MELTING TEMPERATURE
INTERMETALLIC COMPOUNDS FORMED BETWEEN THE DISSIMILAR METALS CRACK SENSITIVITY DUCTILITY SUSCEPTIBILITY TO CORROSION
POPULAR DISSIMILAR METAL COMBINATIONS BASE METALS Al to Mild Steel Al to Low - Alloy Steel Al to S.S. SS(Ferritic) to Low-Alloy Steel SS(Aus.) to Low-Alloy Steel Mild Steel to Low Alloy Steel SMAW GTAW GMAW
Use a transition insert of these metals - do - do ENiCrFe-3 ENiCrFe-3 RNiCrFe-3 RNiCrFe-3 ENiCrFe-3 ENiCrFe-3
E7018
E70S-X
E70S-X
HEAT AND WELDING
Heat is employed in most Welding Processes 1. 2. 3. 4. 5. Electric Arc Resistance Heating High Temperature Flame Mechanical Sources - Friction, Ultrasonic Exothermic Chemical Reaction
Most Common is Electric Arc
Temperature 5000oC - 20,000oC
EFFECTS OF WELDING HEAT
1. 2. 3. 4.
High Residual Stresses Distortion Reduction in ductility & Cracking change in hardness in HAZ Deterioration in toughness in HAZ Loss of Strength in HAZ in certain work - hardened, quenched & tempered steel.
WELDING METALLURGY Science of Welding closely relates to metallurgy Metallurgy involves Producing metals from ore Making & Compounding Alloys Reaction of metals to many different activities & situations Heat-treatment Steel Making & Processing Forging Foundry
Extensive Use of Metallurgy in
WELDING METALLURGY
Welding Metallurgy
Special branch of metallurgy Reaction time - minute/second Changes of physical properties in short period
It deals with
Interaction of different metals Interaction of metals with gases
WELDING METALLURGY Metal in Liquid State No Distinct Structure
Atoms move freely among themselves
As Molten Metal cools Heat Energy decreases Less mobility of atoms Atoms attracted together in a definite patterns Three Dimensional lattice Also called Space Lattices Crystal
Near to Solidification
WELDING METALLURGY Most Metals in Common Use are in the form of Alloy
PHASE
Substitutional Solid Solution
Interstitial Solid Solution Inter-metallic Compound Each grouping with its own crystalline structure Overall arrangement of grains, grain boundaries & phases present in alloy
Microstructure
ALLOTROPES Allotropic change
PHASE
Substitutional Solid Solution
Interstitial Solid Solution Inter-metallic Compound Each grouping with its own crystalline structure Overall arrangement of grains, grain boundaries & phases present in alloy
Microstructure
WELDING METALLURGY
TEMERATURE DISTRIBUTION AROUND A WELD
WELDING METALLURGY
STEPS IN THE SOLIDIFICATION OF MOLTEN METAL
WELDING METALLURGY
SOLIDIFICATION PATTERN OF GROOVE WELD
WELDING METALLURGY
CHARACTERISTICS OF WELDED JOINT IN PURE METAL
CHARACTERISTICS OF WELDED JOINT IN PRECIPITATION HARDENED ALLOY
WELDING METALLURGY
MICROSTRUCTURE OF DIFFERENT PARTS OF WELD
WELDING METALLURGY
WELD SHOWING WELD METAL, HEAT AFFECTED ZONE & BASE METAL
Download Sustainable Utilization of Carbon Dioxide in Waste Management: Moving toward reducing environmental impact Abdel-Mohsen O. Mohamed ebook All Chapters PDF
Download Sustainable Utilization of Carbon Dioxide in Waste Management: Moving toward reducing environmental impact Abdel-Mohsen O. Mohamed ebook All Chapters PDF