Gen - Importance of Welding in L & T PDF
Gen - Importance of Welding in L & T PDF
Download as pdf or txt
You might also like
- New Holland 200 Series L218, L220 Tier 4B (Final) Skid Steer Loader Service Repair Manual NADocument31 pagesNew Holland 200 Series L218, L220 Tier 4B (Final) Skid Steer Loader Service Repair Manual NAggjjjjotones50% (2)
- Ansi MSS SP-55-2011Document23 pagesAnsi MSS SP-55-2011Siva100% (1)
- Arc Weld ReportDocument14 pagesArc Weld ReportAsyraf Razali67% (6)
- API SPEC 16C Choke and KillDocument26 pagesAPI SPEC 16C Choke and Killu04ajf3No ratings yet
- Influence of Heat Input On The Content of Delta Ferrite in The Structure of 304L Stainless Steel Gta Welded JointsDocument7 pagesInfluence of Heat Input On The Content of Delta Ferrite in The Structure of 304L Stainless Steel Gta Welded JointsjinsthomasNo ratings yet
- A Review Paper On Effect of Input Welding Process Parameters On Structures and Properties of Weld in Submerged Arc Welding ProcessDocument5 pagesA Review Paper On Effect of Input Welding Process Parameters On Structures and Properties of Weld in Submerged Arc Welding ProcessZarif YusufNo ratings yet
- Optimization of Submerged Arc WeldingDocument4 pagesOptimization of Submerged Arc WeldingricardoNo ratings yet
- WeldingDocument24 pagesWeldingbhushan wandreNo ratings yet
- Submerged Arc WeldingDocument14 pagesSubmerged Arc WeldingRajan BhadoriyaNo ratings yet
- Types of ElectrodesDocument8 pagesTypes of ElectrodesTIBEBUNo ratings yet
- Bohler Welding 1%nickel - CatalogueDocument8 pagesBohler Welding 1%nickel - CatalogueTasmanijskaNemaNo ratings yet
- Welding Joints and PositionsDocument19 pagesWelding Joints and Positionssamadhan kambleNo ratings yet
- Welding of Cladded 625 RioPipeline1351 - 2013Document9 pagesWelding of Cladded 625 RioPipeline1351 - 2013Jacky ChinNo ratings yet
- Weld SolidificationDocument10 pagesWeld SolidificationRodrigo PrinceNo ratings yet
- Stainless SteelsDocument3 pagesStainless SteelsAbdul WahabNo ratings yet
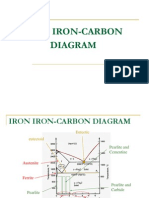
- Lec 7 Fe C DiagramDocument45 pagesLec 7 Fe C DiagramAdnan MehmoodNo ratings yet
- 4.3. Residual Stresses and Distortion in WeldmentsDocument11 pages4.3. Residual Stresses and Distortion in WeldmentsprokulisNo ratings yet
- GougingDocument6 pagesGougingP Sandana NaraNo ratings yet
- Flux-Cored Arc WeldingDocument7 pagesFlux-Cored Arc WeldingjohandreherNo ratings yet
- How To Prevent Arc BlowDocument12 pagesHow To Prevent Arc BlowFelix GomintongNo ratings yet
- Influence of Welding ParametersDocument24 pagesInfluence of Welding ParametersEhsan KhanNo ratings yet
- KEMPPI Welding Technology Course: R.BanerjeeDocument78 pagesKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaNo ratings yet
- AME-26 RevDocument42 pagesAME-26 RevGyanr BNo ratings yet
- Submerged Arc Welding (Saw)Document5 pagesSubmerged Arc Welding (Saw)Ramesh RNo ratings yet
- Physics of WeldingDocument3 pagesPhysics of WeldingKhurram RehmanNo ratings yet
- GMAW App MechDocument39 pagesGMAW App MecharavindanNo ratings yet
- Evaluation of Fillet Weld Requirements: What We Did..Document4 pagesEvaluation of Fillet Weld Requirements: What We Did..Abhisekh GoudaNo ratings yet
- Module 3 Construction and DesignDocument5 pagesModule 3 Construction and DesignDhimas Surya Negara100% (1)
- 2-3 Diffusion WeldingDocument40 pages2-3 Diffusion WeldingDanny Vargas HuamanNo ratings yet
- Base Metal: Click On Any of The Label Images To Get More Information or in The Menu SidebarDocument3 pagesBase Metal: Click On Any of The Label Images To Get More Information or in The Menu SidebarAnonymous oUoJ4A8xNo ratings yet
- GTAW Chapter 1Document4 pagesGTAW Chapter 1Renold ElsenNo ratings yet
- Arc Welding Types MP IIDocument40 pagesArc Welding Types MP IISyedUbaidRehman100% (1)
- Miller - 2010 Welding Heavy Structural Steel SucessfulyyDocument15 pagesMiller - 2010 Welding Heavy Structural Steel SucessfulyyLleiLleiNo ratings yet
- A10 Effects of Welding Processes On The Mechanical Properties of HY 80 Steel WeldmentsDocument9 pagesA10 Effects of Welding Processes On The Mechanical Properties of HY 80 Steel WeldmentsXNo ratings yet
- B. Importance of Preheat, Interpass, DHT, Isr, PWHTDocument19 pagesB. Importance of Preheat, Interpass, DHT, Isr, PWHTJay ShahNo ratings yet
- 3 Welding Imperfections and Materials InspectionDocument31 pages3 Welding Imperfections and Materials InspectionSamerNo ratings yet
- Arc Welding and Magnetic Blow EWF Doc 41 PDFDocument1 pageArc Welding and Magnetic Blow EWF Doc 41 PDFEmad A.AhmadNo ratings yet
- What Is Arc Blow and How Do You Prevent It?Document2 pagesWhat Is Arc Blow and How Do You Prevent It?amalhaj2013No ratings yet
- Weld Over WeldDocument1 pageWeld Over Weldmoha23No ratings yet
- Arc Wandering Arc Blow Back Step WeldingDocument4 pagesArc Wandering Arc Blow Back Step WeldingJoseph PeterNo ratings yet
- BohlerThyssen PDFDocument386 pagesBohlerThyssen PDFElMacheteDelHuesoNo ratings yet
- ISF Aachen Welding Technology Part II PDFDocument140 pagesISF Aachen Welding Technology Part II PDFscott2355No ratings yet
- Elimination of Crack Formation in Stainless Steel After Tig Welding - 2-427-151816990575-79Document5 pagesElimination of Crack Formation in Stainless Steel After Tig Welding - 2-427-151816990575-79arjun prajapatiNo ratings yet
- ME WT 2016 - Curriculum and Syllabi PDFDocument37 pagesME WT 2016 - Curriculum and Syllabi PDFKarthi KeyanNo ratings yet
- CTS - Controlled Thermal Severity TEST: Steels - Cast IronsDocument8 pagesCTS - Controlled Thermal Severity TEST: Steels - Cast IronsPetrr RavvNo ratings yet
- Non-Arc Welding ProcessesDocument30 pagesNon-Arc Welding ProcessesKhalid El MasryNo ratings yet
- Composition of Steels PDFDocument5 pagesComposition of Steels PDFNitin SharmaNo ratings yet
- 02 Welding Repair On Steel and Cast Iron PDFDocument21 pages02 Welding Repair On Steel and Cast Iron PDFsyarif irwantoNo ratings yet
- Catalogue Revolloy Welding ConsumablesDocument30 pagesCatalogue Revolloy Welding ConsumablesAdi SutardiNo ratings yet
- 6 Material InspectionDocument8 pages6 Material Inspectionazizieh5701No ratings yet
- Lec24 PDFDocument69 pagesLec24 PDFsskiitbNo ratings yet
- WPS & PQR & WPQDocument26 pagesWPS & PQR & WPQrakanalammari505No ratings yet
- Soudokay Strip Cladding - PrincipesDocument31 pagesSoudokay Strip Cladding - PrincipesRenny DevassyNo ratings yet
- Tabla de Referencia de Materiales: Material Reference ChartDocument2 pagesTabla de Referencia de Materiales: Material Reference Chartsateesh chandNo ratings yet
- Ceramic Weld Backing EvaluationDocument106 pagesCeramic Weld Backing EvaluationcanakyuzNo ratings yet
- Heat Treatment ProcessDocument4 pagesHeat Treatment ProcessSuhaib AshrafNo ratings yet
- WeldingDocument19 pagesWeldingAlexander Muñoz SánchezNo ratings yet
- Defects Reheat CrackingDocument5 pagesDefects Reheat Crackingguru_terexNo ratings yet
- Challenges in Corrosion: Costs, Causes, Consequences, and ControlFrom EverandChallenges in Corrosion: Costs, Causes, Consequences, and ControlNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Overview On PreheatingDocument24 pagesOverview On PreheatingVenkateshNo ratings yet
- Chemical Engineering Plant DesignDocument16 pagesChemical Engineering Plant DesignUsamaNo ratings yet
- Semiwelded PlateDocument23 pagesSemiwelded Plateinspectormag8793No ratings yet
- Pro - Super H Maintenance ManualDocument20 pagesPro - Super H Maintenance ManualSivaNo ratings yet
- Gen IMTS-2004 PDFDocument179 pagesGen IMTS-2004 PDFSivaNo ratings yet
- Taylor's PrincipleDocument16 pagesTaylor's PrincipleSivaNo ratings yet
- Gen - QIT SVG PDFDocument17 pagesGen - QIT SVG PDFSivaNo ratings yet
- 1.heat Treatment - Avsp 01Document10 pages1.heat Treatment - Avsp 01Siva100% (1)
- 1 API Q1 and API 6D Welding RequirementsDocument25 pages1 API Q1 and API 6D Welding RequirementsSiva100% (2)
- Oring Sizes BS1806 PDFDocument6 pagesOring Sizes BS1806 PDFSivaNo ratings yet
- Gas Tungsten Arc Welding: by L D PoyyaraDocument37 pagesGas Tungsten Arc Welding: by L D PoyyaraRajeeb MohammedNo ratings yet
- Steel Structure Buildings: "Loss Coefficient" CF Analysis and EstimationDocument2 pagesSteel Structure Buildings: "Loss Coefficient" CF Analysis and Estimationrinkesh patelNo ratings yet
- AIAA Design CompetitionDocument25 pagesAIAA Design CompetitionBhoomikaNo ratings yet
- HRC-AMS-CIV-F001 Refractory Works Quality ControlDocument6 pagesHRC-AMS-CIV-F001 Refractory Works Quality ControlFadzil AmalludinNo ratings yet
- Radiographic Testing ProcedureDocument12 pagesRadiographic Testing ProcedureAdham AhmedNo ratings yet
- Hot Welding CuttingDocument19 pagesHot Welding Cuttingtheblues2708No ratings yet
- Piping QC Guide (For Saudi Aramco Project)Document11 pagesPiping QC Guide (For Saudi Aramco Project)Heng100% (1)
- Method Statement For Ug Piping 6423dp420 00 00200 00 Rev03 PDFDocument20 pagesMethod Statement For Ug Piping 6423dp420 00 00200 00 Rev03 PDFadventmanurungNo ratings yet
- Radiograph Interpretation - CastingsDocument5 pagesRadiograph Interpretation - CastingshoscriNo ratings yet
- STICK WELDING 101 - Getting Started With SMAWDocument5 pagesSTICK WELDING 101 - Getting Started With SMAWisaias.prestesNo ratings yet
- Acceptance Criteria of Weld Defects As Per Different CodesDocument17 pagesAcceptance Criteria of Weld Defects As Per Different CodesDudy Pindayana FirdausNo ratings yet
- Supplier Template - Rev A - NAVSEA Tech Pub 248 WPS Essential Variable ChecklistDocument5 pagesSupplier Template - Rev A - NAVSEA Tech Pub 248 WPS Essential Variable ChecklistHenry CedeñoNo ratings yet
- 504 Hot Work Permit Rev 8Document18 pages504 Hot Work Permit Rev 8Nikorn SornpromNo ratings yet
- Macro Inspection Part IIDocument16 pagesMacro Inspection Part IImohammed dallyNo ratings yet
- Planning 21 Januari 2023Document1 pagePlanning 21 Januari 2023Ferdie OSNo ratings yet
- PD 6705-3 - 2009Document28 pagesPD 6705-3 - 2009Pedro BaltazarNo ratings yet
- EIGA Doc 04 09 EDocument34 pagesEIGA Doc 04 09 EFrancisco Campos ParadaNo ratings yet
- Scope of WorkDocument24 pagesScope of WorkGijo GeorgeNo ratings yet
- Bronze c54400 SpecificationsDocument3 pagesBronze c54400 SpecificationsRam Parimalam100% (1)
- NCC33-RINA Rules For Carrying Out Non-Destructive Examinations of WeldingDocument43 pagesNCC33-RINA Rules For Carrying Out Non-Destructive Examinations of WeldingDeDe DanielaNo ratings yet
- S-A-3-230-003-H en CHECKING INSTRUCTIONS FOR ROLLSDocument7 pagesS-A-3-230-003-H en CHECKING INSTRUCTIONS FOR ROLLShakan tatlisuNo ratings yet
- DM-BSB60-SA Manual SB-60-SADocument16 pagesDM-BSB60-SA Manual SB-60-SAPedro MartinezNo ratings yet
- CPF - GANDHAR, ONGC, Ankleshwar Daily Progress Report Site ProgressDocument6 pagesCPF - GANDHAR, ONGC, Ankleshwar Daily Progress Report Site ProgressSunil KumarNo ratings yet
- VERDANA SPECIFICATIONS UpdatedDocument32 pagesVERDANA SPECIFICATIONS UpdatedPrinces Jecyvhel De LeonNo ratings yet
- Power Tools Study Guide PDFDocument23 pagesPower Tools Study Guide PDFChezer KiethNo ratings yet
- Datasheet Kynar 2500Document20 pagesDatasheet Kynar 2500mlombardiTONo ratings yet
- FMDS0100Document20 pagesFMDS0100kskadryNo ratings yet