Download as pdf or txt
You might also like
- Tungsten Selection and Preparation: Tungsten Electrode Selector ChartDocument1 pageTungsten Selection and Preparation: Tungsten Electrode Selector ChartBilfred JoseNo ratings yet
- Refrigerated Air Dryer 2016Document8 pagesRefrigerated Air Dryer 2016SAUL OSPINONo ratings yet
- NAM Cat CombinedCh1Document16 pagesNAM Cat CombinedCh1Thanh Do VanNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Anodize AluminiumDocument200 pagesAnodize AluminiumYunus LorrNo ratings yet
- Liquid Liquid ExtractionDocument16 pagesLiquid Liquid ExtractionShahrizatSmailKassimNo ratings yet
- TIG WeldingDocument12 pagesTIG WeldingZuberYousuf100% (2)
- Air Carbon Arc Gouging DataDocument1 pageAir Carbon Arc Gouging DataMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Awantha Power - Generator Cooling SystemDocument54 pagesAwantha Power - Generator Cooling SystemParvin Kumar100% (1)
- Brochure Mercotac PDFDocument8 pagesBrochure Mercotac PDFRoderikus Rendy MNo ratings yet
- 200acdc TigDocument14 pages200acdc TigAngelo GrausoNo ratings yet
- STT Lincoln Electric Miskei ZoltanDocument30 pagesSTT Lincoln Electric Miskei ZoltanHrvoje JakoplićNo ratings yet
- TD Hci634y 312Document9 pagesTD Hci634y 312foroNo ratings yet
- Somenath GhoshDocument52 pagesSomenath Ghoshravi00098No ratings yet
- STTDocument11 pagesSTTamr kouranyNo ratings yet
- Mig WireDocument10 pagesMig WireSathishkumar SrinivasanNo ratings yet
- Indian Institute of Welding - ANB Refresher Course - Module 09Document43 pagesIndian Institute of Welding - ANB Refresher Course - Module 09dayalramNo ratings yet
- Semipont 2: Power Bridge RectifiersDocument3 pagesSemipont 2: Power Bridge Rectifiersfabiano_amcNo ratings yet
- Cigweld-Deposited Rates PDFDocument7 pagesCigweld-Deposited Rates PDFNam_HitechNo ratings yet
- Manual Chiller Parafuso DaikinDocument76 pagesManual Chiller Parafuso Daiking3qwsf100% (1)
- 1-12 To 4 Guardsman G SeriesDocument6 pages1-12 To 4 Guardsman G SeriesAnonymous PkAjjOZBNo ratings yet
- Metalworking Tig WeldingDocument11 pagesMetalworking Tig WeldingPutra Pratama100% (8)
- Series 800 1000 TubularDocument6 pagesSeries 800 1000 TubularRatnesh GaurNo ratings yet
- 791 eDocument12 pages791 eDuron WalkerNo ratings yet
- Semikron SKKD - 46 - 07897041Document4 pagesSemikron SKKD - 46 - 07897041shamkhairnarNo ratings yet
- Burndy CatalogDocument79 pagesBurndy CatalogRoger Carlos100% (1)
- ISODEL Interior 36kV HIP 300 TW PDFDocument7 pagesISODEL Interior 36kV HIP 300 TW PDFAngel Moreton FernanadezNo ratings yet
- Air Circuit BreakerDocument13 pagesAir Circuit BreakercjtagayloNo ratings yet
- Rei Vol ViDocument111 pagesRei Vol ViDineshNo ratings yet
- Portals 0 Product Catalog Section 4.1 W9500Document3 pagesPortals 0 Product Catalog Section 4.1 W9500Roberto EsparzaNo ratings yet
- Roberts Oxygen Welding Industrial Catalog 2011Document104 pagesRoberts Oxygen Welding Industrial Catalog 2011sanjibkrjanaNo ratings yet
- CS310ADocument4 pagesCS310Arabacet2923No ratings yet
- Min1244a12 - Tag 130-Pu-029Document7 pagesMin1244a12 - Tag 130-Pu-029Monty MathewsNo ratings yet
- Flanged Man.Document20 pagesFlanged Man.Maxwel Silva DiasNo ratings yet
- 72.5-420kV Current TransformerDocument4 pages72.5-420kV Current TransformerPaulo CardosoNo ratings yet
- What Is The Difference Between Welding TransformerDocument33 pagesWhat Is The Difference Between Welding TransformerAkhilesh KumarNo ratings yet
- CTX 400Document5 pagesCTX 400Brzata PticaNo ratings yet
- HK870 SMDocument26 pagesHK870 SMkoleszkowiecNo ratings yet
- Metal Film Resistors MRS16S/25: Philips Components Product SpecificationDocument12 pagesMetal Film Resistors MRS16S/25: Philips Components Product SpecificationnrsaranNo ratings yet
- Harm Melker, Lincoln Submerged Arc Welding ...Document51 pagesHarm Melker, Lincoln Submerged Arc Welding ...Marinel1955No ratings yet
- 2010 BurndyDocument99 pages2010 BurndycarloscaduNo ratings yet
- SourcesDocument23 pagesSourcesmmkattaNo ratings yet
- Zamil 250Document13 pagesZamil 250Zaid Samha100% (1)
- SKKD 100, SKMD 100: Thyristor Bridge, SCR, BridgeDocument4 pagesSKKD 100, SKMD 100: Thyristor Bridge, SCR, BridgeAnhell AzolNo ratings yet
- American Wire Gauge Conductor Size TableDocument3 pagesAmerican Wire Gauge Conductor Size TablevahrmNo ratings yet
- Semikron SKD - 51 - 07223281Document3 pagesSemikron SKD - 51 - 07223281shamkhairnarNo ratings yet
- Miniature General Purpose Relay: Operation in Any PositionDocument8 pagesMiniature General Purpose Relay: Operation in Any PositiondalmohvacNo ratings yet
- E 2209 AcdcDocument2 pagesE 2209 AcdcLuis Alejandro Gonzalez SantanaNo ratings yet
- Catalog AlfainDocument20 pagesCatalog AlfainAnca HritcuNo ratings yet
- Semikron SKD - 53 - 07232810Document3 pagesSemikron SKD - 53 - 07232810shamkhairnarNo ratings yet
- Eng DS 1308242 T92 1112 PDFDocument4 pagesEng DS 1308242 T92 1112 PDFYashiro AlvaradoNo ratings yet
- A Guide to Vintage Audio Equipment for the Hobbyist and AudiophileFrom EverandA Guide to Vintage Audio Equipment for the Hobbyist and AudiophileNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Southern Marine Engineering Desk Reference: Second Edition Volume IFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume INo ratings yet
- Auto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenFrom EverandAuto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenRating: 4 out of 5 stars4/5 (2)
- Boat Maintenance Companions: Electrics & Diesel Companions at SeaFrom EverandBoat Maintenance Companions: Electrics & Diesel Companions at SeaNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- The Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingFrom EverandThe Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingNo ratings yet
- Electricity in Fish Research and Management: Theory and PracticeFrom EverandElectricity in Fish Research and Management: Theory and PracticeNo ratings yet
- Manufacturing Process of The PistonsDocument10 pagesManufacturing Process of The PistonsIvan Muñoz100% (1)
- Technical Information Letter: TIL1365-2 Ge Energy Services Product Service 21 OCTOBER 2002Document3 pagesTechnical Information Letter: TIL1365-2 Ge Energy Services Product Service 21 OCTOBER 2002Chidiebere Samuel OkogwuNo ratings yet
- H550 700HD S BTG PDFDocument8 pagesH550 700HD S BTG PDFWolf LordNo ratings yet
- Bonding in SolidsDocument31 pagesBonding in Solidspraveen4u_happyNo ratings yet
- Cable Glands: Options: OverviewDocument1 pageCable Glands: Options: OverviewAmit Kumar SinghNo ratings yet
- SolutionsDocument49 pagesSolutionsPeter Jeff LauretaNo ratings yet
- STP 1010Document26 pagesSTP 1010waleedyehiaNo ratings yet
- Webs WeldingDocument8 pagesWebs WeldingAnonymous Wab64BNCNo ratings yet
- Productivity by 40%.: Date:-06/05/2013Document2 pagesProductivity by 40%.: Date:-06/05/2013getashishvaidNo ratings yet
- High Rate Solids Contact Clarifer LeafletDocument4 pagesHigh Rate Solids Contact Clarifer Leafletjayrajsinh daymaNo ratings yet
- Tariq Mansoor: Info ProfileDocument6 pagesTariq Mansoor: Info ProfileTariq MansoorNo ratings yet
- Synthesis, Characterization, Applications, and Challenges of Iron Oxide NanoparticlesDocument19 pagesSynthesis, Characterization, Applications, and Challenges of Iron Oxide NanoparticlesLoredana VoiculescuNo ratings yet
- Limitei) : BRB Cable IndustriesDocument10 pagesLimitei) : BRB Cable IndustriesShahriar AhmedNo ratings yet
- Clinker Formation in Thermal Power Plant BoilersDocument3 pagesClinker Formation in Thermal Power Plant BoilersVijay KumarNo ratings yet
- Installation Operation Maintenance: Chilled Water Fan Coil Unit Model HFCA Size 03 14Document16 pagesInstallation Operation Maintenance: Chilled Water Fan Coil Unit Model HFCA Size 03 14mgs nurmansyahNo ratings yet
- Process Parameters in CombingDocument3 pagesProcess Parameters in CombingDevendra VashisthNo ratings yet
- Appendix 1-Precast Factory-Concept Layout Plan PDFDocument1 pageAppendix 1-Precast Factory-Concept Layout Plan PDFAkshay Wahal100% (1)
- Komfi - Delta Sinfgmbmgle SidedDocument2 pagesKomfi - Delta Sinfgmbmgle SidedKabil RajNo ratings yet
- JIS A 5308: Ready-Mixed ConcreteDocument7 pagesJIS A 5308: Ready-Mixed ConcreteCharles Kalalo0% (1)
- Residual Stresses Caused BY Thermal and Thermochemical Surface TreatmentsDocument27 pagesResidual Stresses Caused BY Thermal and Thermochemical Surface Treatmentszlatko19No ratings yet
- EMIRATES Terminal 3 Dubai, UAEDocument11 pagesEMIRATES Terminal 3 Dubai, UAEYASHWANTHNo ratings yet
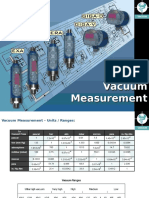
- VacuumDocument18 pagesVacuumHyma Prasad Gelli100% (1)
- Brunet Giacchetti - Secured DraperyDocument20 pagesBrunet Giacchetti - Secured DraperymaccaferriasiaNo ratings yet
- 1 s2.0 0141029695000345 MainDocument16 pages1 s2.0 0141029695000345 MainArjun Kisan ShendeNo ratings yet
- HBF120AS HBF120AW Service ManualDocument13 pagesHBF120AS HBF120AW Service ManualUEENo ratings yet
- Flats BoqDocument6 pagesFlats BoqHarsh jainNo ratings yet
- Consolidation NOTESDocument40 pagesConsolidation NOTESKarthi KeyanNo ratings yet
- GBC-Foundation Walls Topic 3Document18 pagesGBC-Foundation Walls Topic 3victorNo ratings yet