Concast Final PDF
Concast Final PDF
Download as pdf or txt
You might also like
- Manual of Induction Furnace For CustomerDocument66 pagesManual of Induction Furnace For CustomerAbdul Basit100% (16)
- SOP RM Final 26th Nov 08Document96 pagesSOP RM Final 26th Nov 08Raj Jaiswal100% (10)
- Yield CalculationDocument1 pageYield Calculationssnanda1100% (5)
- Ladle TurretDocument27 pagesLadle Turretsati55009100% (6)
- Loop Laying HeadDocument21 pagesLoop Laying HeadHarsha Reddy100% (4)
- SOP For CCM OperationDocument3 pagesSOP For CCM OperationMurali Krishnan Nair100% (3)
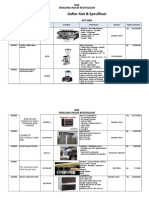
- SPESIFIKASI PERALATAN Bar Dan Resto (RAB)Document6 pagesSPESIFIKASI PERALATAN Bar Dan Resto (RAB)kiki andrianNo ratings yet
- Detailed Rolling MillsDocument167 pagesDetailed Rolling MillsMd.zubairNo ratings yet
- Repot On SMS-2 JSPL, Raigarh FinalDocument45 pagesRepot On SMS-2 JSPL, Raigarh FinalRahul Pandey100% (2)
- CCMDocument10 pagesCCMHeet PatelNo ratings yet
- Ladle Heating FurnaceDocument34 pagesLadle Heating FurnaceAnusha Rao100% (5)
- A Report On Steel Melting ShopDocument18 pagesA Report On Steel Melting ShopRahul PandeyNo ratings yet
- Continuous Casting MachineDocument10 pagesContinuous Casting MachineHeet Patel50% (2)
- Rolling Section MillDocument12 pagesRolling Section MillRakesh SrivastavaNo ratings yet
- Sponge IronDocument15 pagesSponge IronMOHNISHKUMARJHA100% (1)
- SMS 2 PresentationDocument69 pagesSMS 2 PresentationSANTOSH KUMAR100% (2)
- RMLC-FES Specification-SMS-2-2-9-17 PDFDocument9 pagesRMLC-FES Specification-SMS-2-2-9-17 PDFS Ray Chaudhury100% (1)
- Allyl Chloride Production PDFDocument4 pagesAllyl Chloride Production PDFmarisolNo ratings yet
- Industrial Furnaces, 0471387061Document492 pagesIndustrial Furnaces, 0471387061Khin Aung Shwe90% (10)
- 5387843-Quantum Tantra - DMT-Extraction PDFDocument30 pages5387843-Quantum Tantra - DMT-Extraction PDFdhfdhgfNo ratings yet
- Continuous Casting User ManualDocument22 pagesContinuous Casting User ManualMyo100% (1)
- CCM Mechanical-Design PresentationDocument63 pagesCCM Mechanical-Design PresentationRavi Kant kumarNo ratings yet
- A Report On Steel Melting ShopDocument18 pagesA Report On Steel Melting ShopRahul PandeyNo ratings yet
- Mold Oscillation and Negative Strip Time PDFDocument14 pagesMold Oscillation and Negative Strip Time PDFPrakash Sarangi100% (1)
- Sms ProcessDocument7 pagesSms ProcessAnonymous p4GdtQpNo ratings yet
- Training Presentation On Induction FurnaceDocument15 pagesTraining Presentation On Induction FurnaceAaradhya Poddar0% (1)
- A Presentation On Sms-2Document22 pagesA Presentation On Sms-2Rahul PandeyNo ratings yet
- Continuous Cast Billets PDFDocument3 pagesContinuous Cast Billets PDFAnkit KumarNo ratings yet
- JSW, Steel Works Bellary: Presented byDocument26 pagesJSW, Steel Works Bellary: Presented byRakesh Karan Singh100% (1)
- Induction Furnaces LiningDocument20 pagesInduction Furnaces LiningAkash Sharma100% (1)
- Secondary Steel Making DraftDocument25 pagesSecondary Steel Making DraftSanjeev Sahu100% (2)
- Billet Casting DefectsDocument18 pagesBillet Casting DefectsMuhammad Hassan100% (1)
- Continuous Casting Machine (CCM) : By-Riya Mondal SMS-2 (QC)Document11 pagesContinuous Casting Machine (CCM) : By-Riya Mondal SMS-2 (QC)Dr-Riya Mondal100% (2)
- Rolling Mill AutomationDocument23 pagesRolling Mill AutomationMohamed AlkharashyNo ratings yet
- Steel PlantDocument21 pagesSteel PlantKaran Sagar KathuriaNo ratings yet
- First Movable KR in India Has Successfully Started Up in JSW Steel at VijayanagarDocument10 pagesFirst Movable KR in India Has Successfully Started Up in JSW Steel at VijayanagarJJNo ratings yet
- Sponge IronDocument23 pagesSponge Ironhijzain0% (1)
- Annexure Rolling DefectDocument32 pagesAnnexure Rolling Defectamit gajbhiye100% (2)
- Sunflag Iron & Steel Company Limited: Continuous CastingDocument30 pagesSunflag Iron & Steel Company Limited: Continuous Castingamit gajbhiye100% (2)
- Technical - GLD - INDUCTION FURNACEDocument2 pagesTechnical - GLD - INDUCTION FURNACEAkash Sharma100% (3)
- 60t Eaf Eng 424977Document56 pages60t Eaf Eng 424977mahaveenNo ratings yet
- If & LRFDocument20 pagesIf & LRFMashiur RahmanNo ratings yet
- Steel Melt Shop 2 Process .Document50 pagesSteel Melt Shop 2 Process .Rahul Pandey0% (2)
- Induction FurnaceDocument16 pagesInduction FurnaceDeepak VishwakarmaNo ratings yet
- Induction Furnace ReportDocument29 pagesInduction Furnace ReportFabin Antony100% (2)
- Rail and Structural MillDocument8 pagesRail and Structural MillNeeraj SoniNo ratings yet
- Merchant MillDocument6 pagesMerchant MillTKCNo ratings yet
- CCM Equipment Detail For ClearanceDocument5 pagesCCM Equipment Detail For ClearancesmithNo ratings yet
- 60 Years of Rolling MillsDocument28 pages60 Years of Rolling MillsAnurag Ramdas100% (2)
- Continuous Rolling MillDocument8 pagesContinuous Rolling Millrazen_inNo ratings yet
- CRM Complex - Tata SteelDocument8 pagesCRM Complex - Tata SteelSourav Das100% (2)
- FS Dri 01Document50 pagesFS Dri 01فردوس سليمان100% (1)
- Introduction To Steel Making DivisionDocument106 pagesIntroduction To Steel Making DivisionHimanshu Verma100% (2)
- Long Products Rolling MillsDocument21 pagesLong Products Rolling Millsralish12No ratings yet
- Withdrawal Speed Bott Withdrawal Speed Mould Oscillator Speed RDB Speed 986.7151956324Document6 pagesWithdrawal Speed Bott Withdrawal Speed Mould Oscillator Speed RDB Speed 986.7151956324Deepak Sharma100% (2)
- Dri PPT (New)Document9 pagesDri PPT (New)VikramNo ratings yet
- Jindal Steel PlantDocument23 pagesJindal Steel PlantPramodPradhan100% (1)
- GPIL - SOP For OperationDocument5 pagesGPIL - SOP For OperationMurali Krishnan NairNo ratings yet
- Operation and Maintenance Regulation For Finishing MillDocument67 pagesOperation and Maintenance Regulation For Finishing MillAbhijitkar89No ratings yet
- Secondary Steel Making PDFDocument22 pagesSecondary Steel Making PDF80,795,086 likesNo ratings yet
- Guidelines For Proper Coreless Furnace Maintenance.Document7 pagesGuidelines For Proper Coreless Furnace Maintenance.iowafurnace83100% (2)
- Billets ProcessDocument5 pagesBillets ProcessWewey NuestroNo ratings yet
- Induction Furnace Belgaum ReportDocument29 pagesInduction Furnace Belgaum ReportQuynh NguyenNo ratings yet
- CH 21Document5 pagesCH 21Mr.vijay VaddiNo ratings yet
- Chapter 12 Radiation Heat Transfer: H T T T TDocument18 pagesChapter 12 Radiation Heat Transfer: H T T T TKerem GönceNo ratings yet
- Procedure For Welding of PipingDocument16 pagesProcedure For Welding of PipingJohnson Raju100% (1)
- Polymer SupplierDocument10 pagesPolymer SupplierAqeel AhmedNo ratings yet
- BioreactorsDocument32 pagesBioreactorskhadeeja vjfndnNo ratings yet
- Class XTH Science Question BankDocument70 pagesClass XTH Science Question BankPurvi KabrawalaNo ratings yet
- ACTINOMYCETESDocument2 pagesACTINOMYCETESoinkNo ratings yet
- Ib CHEM Topic 4 Chemical BondingDocument45 pagesIb CHEM Topic 4 Chemical Bondingyasser khairyNo ratings yet
- Test4 210 Nuclear Chemistry Practice Problems - 2Document12 pagesTest4 210 Nuclear Chemistry Practice Problems - 2KeasNo ratings yet
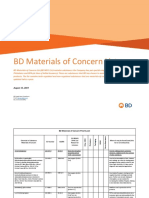
- BD Materials of Concern List: August 13, 2019Document64 pagesBD Materials of Concern List: August 13, 2019Tex Search ltd.No ratings yet
- Soil Testing Kits - BrochureDocument1 pageSoil Testing Kits - BrochureSekharan JaggiNo ratings yet
- PDF PDFDocument3 pagesPDF PDFAshwin NairNo ratings yet
- ClassificationofdyesDocument29 pagesClassificationofdyesQuratul AinNo ratings yet
- Glass Flake JotunDocument4 pagesGlass Flake Jotunم.ذكى فضل ذكىNo ratings yet
- Based: 1 The Major Part of Something Adjectives. 'Acid-Based' 'Computer-Based'Document19 pagesBased: 1 The Major Part of Something Adjectives. 'Acid-Based' 'Computer-Based'2ygbk7No ratings yet
- REPSOL Industrial CatalogDocument57 pagesREPSOL Industrial Catalogturbomax7799No ratings yet
- 3M Petrifilm SALX Product InstructionsDocument55 pages3M Petrifilm SALX Product InstructionstikargeprekNo ratings yet
- The Mechanism of The Catalytic Oxidation of Hydrogen SulfideDocument9 pagesThe Mechanism of The Catalytic Oxidation of Hydrogen SulfideThảo LêNo ratings yet
- Saudi Aramco Inspection Checklist: Concrete Coatings Pre-Installation Inspection SAIC-H-1003 15-Nov-17Document8 pagesSaudi Aramco Inspection Checklist: Concrete Coatings Pre-Installation Inspection SAIC-H-1003 15-Nov-17Abdul HannanNo ratings yet
- MSDS Oil SludgeDocument39 pagesMSDS Oil SludgeAnselm Ted MajanilNo ratings yet
- Science Assignment 2Document2 pagesScience Assignment 2christian sanchezNo ratings yet
- Kinetics and Engineering of SterilizationDocument19 pagesKinetics and Engineering of Sterilizationsharmamaddy32100% (4)
- Introduction To Nuclear Physics (I) : Course NameDocument14 pagesIntroduction To Nuclear Physics (I) : Course NameKoMyoThantNo ratings yet
- Arvind Pipes TubesDocument6 pagesArvind Pipes TubesArvind SanghviNo ratings yet
- Surface Chemistry Adsorption: Reversible and Irreversible AdsorptionDocument5 pagesSurface Chemistry Adsorption: Reversible and Irreversible AdsorptionbharathNo ratings yet
- Roughtop Belting CatalogDocument5 pagesRoughtop Belting CatalogyahsooyNo ratings yet
- UP CHEM 31 Carbohydrates Organic ChemistryDocument3 pagesUP CHEM 31 Carbohydrates Organic ChemistryZsara CampanoNo ratings yet