Lathe: Lathe Is A Machine On Which The Machining Operations Can Be Done To Work Piece Get The
Lathe: Lathe Is A Machine On Which The Machining Operations Can Be Done To Work Piece Get The
Download as docx, pdf, or txt
You might also like
- Lathe Machine: Description and Function of Lathe PartsDocument16 pagesLathe Machine: Description and Function of Lathe PartsRenjith Rajendraprasad100% (3)
- Machine ShopDocument24 pagesMachine Shop2405170053No ratings yet
- Department of Petrochemical Engineering College of Technical Engineering University of Polytechnic-DuhokDocument21 pagesDepartment of Petrochemical Engineering College of Technical Engineering University of Polytechnic-DuhokWalid AdnanNo ratings yet
- BME Unit IV Machine ToolsDocument41 pagesBME Unit IV Machine ToolsArvind BhosaleNo ratings yet
- Lathe MachineDocument7 pagesLathe MachineJacTomlin100% (1)
- Lathe Notes 02Document4 pagesLathe Notes 02saideepikabikkinaNo ratings yet
- MC-MT R16 - Unit-2Document56 pagesMC-MT R16 - Unit-2Anonymous GEHeEQlajbNo ratings yet
- Lab 7 Workshop Teacher VersionDocument4 pagesLab 7 Workshop Teacher Versionumar272No ratings yet
- Machine Tool Introduction - Types of MachineDocument19 pagesMachine Tool Introduction - Types of MachineAbdul AhadNo ratings yet
- MachineDocument12 pagesMachineb0f1l1b1gef3No ratings yet
- Up Workshop Manual 2020Document62 pagesUp Workshop Manual 2020peniel ccNo ratings yet
- Various Types of Operations Performed in Lathe Machine - Education Discussion PDFDocument13 pagesVarious Types of Operations Performed in Lathe Machine - Education Discussion PDFtinku meenaNo ratings yet
- Machine Lab - ReportDocument11 pagesMachine Lab - Reportsaiq kamranNo ratings yet
- Machine Tools NotesDocument16 pagesMachine Tools NotesKarNo ratings yet
- IME (BESCK204D) Module-2Document16 pagesIME (BESCK204D) Module-2SusheelabaiNo ratings yet
- BMEDocument23 pagesBMELawanbha LyngdohNo ratings yet
- MFT CH 3Document41 pagesMFT CH 3babulsethi1567No ratings yet
- Production Technology Assignment1Document22 pagesProduction Technology Assignment1shah shakeel rssNo ratings yet
- Unit 2 Machine ToolsDocument11 pagesUnit 2 Machine ToolsMemes TechnicalNo ratings yet
- Lab Report 3Document7 pagesLab Report 3mamoona noreen100% (1)
- Lathe MachineDocument24 pagesLathe MachineAqib KhakhiNo ratings yet
- Manufacturing Technology - Short NotesDocument5 pagesManufacturing Technology - Short NotesdevaNo ratings yet
- LatheDocument6 pagesLatheRavichandran GNo ratings yet
- BME 513 Lecture NotesDocument31 pagesBME 513 Lecture Noteschibuzorosinachi21No ratings yet
- Module 2 Lathe, Drilling, Milling Machine, CNC and 3D Printing StudentDocument23 pagesModule 2 Lathe, Drilling, Milling Machine, CNC and 3D Printing Studentvihavgowda2105No ratings yet
- 2 - Machining Processes and Machine ToolsDocument69 pages2 - Machining Processes and Machine ToolsWajih HasnainNo ratings yet
- Unit-4 Machine ToolsDocument77 pagesUnit-4 Machine ToolsSOURABH GANGWAR100% (1)
- Naya Nangal UnitDocument24 pagesNaya Nangal UnitprabhjotbhangalNo ratings yet
- Removes Unwanted Materials Form of Chips: WorkingDocument14 pagesRemoves Unwanted Materials Form of Chips: WorkingTulsi ChouhanNo ratings yet
- BESCK104D - IME Module 2Document39 pagesBESCK104D - IME Module 2abhishekkanna064No ratings yet
- Lathe Machine: MaterialDocument10 pagesLathe Machine: MaterialKishan ParmarNo ratings yet
- Lathe DrillingDocument16 pagesLathe DrillingManjunatha EikilaNo ratings yet
- Lathe PresentationDocument11 pagesLathe PresentationChandresh KulshresthaNo ratings yet
- Grinding Machine DefinitionDocument8 pagesGrinding Machine DefinitionOmkar BhoyarNo ratings yet
- Ch-1 Part-I TurningDocument27 pagesCh-1 Part-I TurningStephen WeiNo ratings yet
- Lathe MachineDocument6 pagesLathe MachineJuno Eron TalamayanNo ratings yet
- Workshop Practice II (MEng4191)Document35 pagesWorkshop Practice II (MEng4191)Tesema TeshomeNo ratings yet
- Lathe, Milling Machine, Computer Numerical Control (CNC) and RobotsDocument25 pagesLathe, Milling Machine, Computer Numerical Control (CNC) and RobotsLAKSH RAMASWAMYNo ratings yet
- Unit 5: Lathe and Drilling MachinesDocument16 pagesUnit 5: Lathe and Drilling MachinesSHANKAREGOWDA K CNo ratings yet
- Workshop AssignmentDocument23 pagesWorkshop AssignmentMr. NasrullahNo ratings yet
- LatheDocument4 pagesLatheAnees Calicut100% (1)
- 103737277462676Document7 pages103737277462676sahapamela391No ratings yet
- Machine Tools Lab Manual (13-14)Document39 pagesMachine Tools Lab Manual (13-14)Krishna Murthy100% (1)
- LATHE - WriteupDocument21 pagesLATHE - WriteupMERISH GURU100% (1)
- Experiment No. 1: Study of Universal 3 Jaw Chuck Lathe MachineDocument5 pagesExperiment No. 1: Study of Universal 3 Jaw Chuck Lathe MachineHasnain AshrafNo ratings yet
- Unit 5 Lathe DrillingDocument16 pagesUnit 5 Lathe Drilling1994prdpNo ratings yet
- Engineering Mechanics Unit-5Document31 pagesEngineering Mechanics Unit-5ZeeshanNo ratings yet
- Lathe Machine: DR A R M Harunur RashidDocument30 pagesLathe Machine: DR A R M Harunur RashidAHMAD MUSANo ratings yet
- Workshop RepDocument17 pagesWorkshop RepMuhammad AbtaheeNo ratings yet
- Objective: To Study About Construction of Lathe and Various Operations On Lathe MachineDocument27 pagesObjective: To Study About Construction of Lathe and Various Operations On Lathe MachineMuhit ChowdhuryNo ratings yet
- Mt-II Lab Manual FinalDocument97 pagesMt-II Lab Manual Finalhariharankb.mechNo ratings yet
- Lathe MachineDocument11 pagesLathe Machinesean cutshawNo ratings yet
- Machine Shop: DefinitionDocument10 pagesMachine Shop: DefinitionAli RazaNo ratings yet
- Lathe Machine Definition Introduction Parts Operation Specification PDFDocument19 pagesLathe Machine Definition Introduction Parts Operation Specification PDFRitchie Carillo DaugdaugNo ratings yet
- LATHEDocument60 pagesLATHEKanchan KumariNo ratings yet
- Machine ShopDocument6 pagesMachine ShopAmarjeet Singh (Assistant Professor- Mechanical Engineer)No ratings yet
- Machine ToolsDocument22 pagesMachine ToolsSankalpRaiNo ratings yet
- Natural Convection HT07Document1 pageNatural Convection HT07ashoku2No ratings yet
- Tech-Ed: Thermal Conductivity Apparatus - SolidsDocument2 pagesTech-Ed: Thermal Conductivity Apparatus - Solidsashoku2No ratings yet
- Answer The Following Questions 2x 5 10MDocument1 pageAnswer The Following Questions 2x 5 10Mashoku2No ratings yet
- Common Rail Direct InjectionDocument5 pagesCommon Rail Direct Injectionashoku2No ratings yet
- Cse Ext ResultDocument8 pagesCse Ext Resultashoku2No ratings yet
- Soft Computing Research SocietyDocument2 pagesSoft Computing Research Societyashoku2No ratings yet
- Machine Dynamics Question Bank1Document16 pagesMachine Dynamics Question Bank1ashoku2No ratings yet
- Nova Educational Society - Contact UsDocument5 pagesNova Educational Society - Contact Usashoku2No ratings yet
- Factors For Calculating DepreciationDocument4 pagesFactors For Calculating Depreciationashoku2No ratings yet
- Engineering Mechanics - A. K. TayalDocument185 pagesEngineering Mechanics - A. K. Tayalashoku2No ratings yet
- COHEN-SUTHERLAND Algorithm - Learn With ShamimDocument6 pagesCOHEN-SUTHERLAND Algorithm - Learn With Shamimashoku2No ratings yet
- Artigo 13 05 05Document68 pagesArtigo 13 05 05ashoku2No ratings yet
- A Thesis Submitted in Partial Fulfillment of The Requirements For The Degree ofDocument39 pagesA Thesis Submitted in Partial Fulfillment of The Requirements For The Degree ofashoku2No ratings yet
- 01e Exploring and Envisioning Periodic Laminar Flow PDFDocument210 pages01e Exploring and Envisioning Periodic Laminar Flow PDFashoku2No ratings yet
- Introduction To CFX: Domains and Boundary ConditionsDocument39 pagesIntroduction To CFX: Domains and Boundary Conditionsashoku2No ratings yet
- A1s1 2017Document26 pagesA1s1 2017ashoku2No ratings yet
- PricelistDocument33 pagesPricelistashoku2No ratings yet
- VIV Tools: Relative FlowDocument5 pagesVIV Tools: Relative Flowashoku2No ratings yet
- VIV Tools: Relative FlowDocument5 pagesVIV Tools: Relative Flowashoku2No ratings yet
- Co's (1) Am RaoDocument1 pageCo's (1) Am Raoashoku2No ratings yet
- Computer Aided Process PlanningDocument25 pagesComputer Aided Process Planningashoku2No ratings yet
- Water ResourcesDocument51 pagesWater Resourcesashoku2No ratings yet
- Advance SSC Je 2017 NewDocument176 pagesAdvance SSC Je 2017 Newamrit100% (1)
- Comp Air Compressor D Series CatalogDocument8 pagesComp Air Compressor D Series CatalogFerio ArsyadNo ratings yet
- Free Cutting Leaded Brass Bars, Rods and Sections - SpecificationDocument6 pagesFree Cutting Leaded Brass Bars, Rods and Sections - Specificationrittu beheraNo ratings yet
- Brazingofcementedcarbides 1Document10 pagesBrazingofcementedcarbides 1Syed Noman AhmedNo ratings yet
- Hydraulic Machines LaboratoryDocument27 pagesHydraulic Machines LaboratoryAnonymous f1UCK4No ratings yet
- Anodic Protection Is A Method Used To Prevent CorrosionDocument2 pagesAnodic Protection Is A Method Used To Prevent Corrosionm_alodat6144No ratings yet
- 2002 Seadoo Shop Manual 1Document557 pages2002 Seadoo Shop Manual 1Anthony Windover100% (1)
- Company PR OfileDocument5 pagesCompany PR OfileEmad M. NaguibNo ratings yet
- Douglas Fir Tensile Strength!Document28 pagesDouglas Fir Tensile Strength!mattyzf321No ratings yet
- Horizontal Pipe Sizing ASPE V2 PDFDocument5 pagesHorizontal Pipe Sizing ASPE V2 PDFSameera LakmalNo ratings yet
- Sika PDS - E - Sika Arctic OverlayDocument4 pagesSika PDS - E - Sika Arctic Overlaylwin_oo2435No ratings yet
- Renewable Bio-Jet Fuel Production For Aviation A Review PDFDocument16 pagesRenewable Bio-Jet Fuel Production For Aviation A Review PDFPiyush Sinha100% (1)
- SC6 Q1 SLM Melc2 RevisedDocument26 pagesSC6 Q1 SLM Melc2 RevisedMARIETTA NAGUITNo ratings yet
- NFPA - 13 - Tables A.20.4.1-4 - and - Table A.20.4.5.1Document9 pagesNFPA - 13 - Tables A.20.4.1-4 - and - Table A.20.4.5.1VISHNU LAL VvNo ratings yet
- Exploitation of Finite Element Method For Design Analysis of Sugarcane HarvesterDocument2 pagesExploitation of Finite Element Method For Design Analysis of Sugarcane HarvesterAllenArmodia100% (1)
- CGL Centrifugal End Suction Pump O & M ManualDocument6 pagesCGL Centrifugal End Suction Pump O & M ManualSaravanan ManiNo ratings yet
- BASF Formic Acid For The Rubber IndustryDocument8 pagesBASF Formic Acid For The Rubber IndustryalfinNo ratings yet
- SR-36-01-01 HAZOP TOR Rehman Production FacilityDocument30 pagesSR-36-01-01 HAZOP TOR Rehman Production FacilityMuhammad.Saim100% (1)
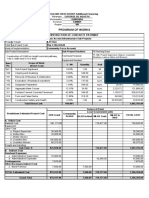
- Program of Works - PathwayDocument43 pagesProgram of Works - PathwayJonnel CatadmanNo ratings yet
- Direct Air Capture Prototype PDFDocument11 pagesDirect Air Capture Prototype PDFArlene Joy Pasquin100% (1)
- 1.3 Fundamentals of Metal Casting - Fluidity of Molten Metal - Different Types of Casting Process - Defects in Casting - Testing and Inspection of CastingDocument36 pages1.3 Fundamentals of Metal Casting - Fluidity of Molten Metal - Different Types of Casting Process - Defects in Casting - Testing and Inspection of Castingabgi100% (1)
- Thai Polyphosphate and Chemicals Co., LTD: Monosodium Phosphate (MSP)Document4 pagesThai Polyphosphate and Chemicals Co., LTD: Monosodium Phosphate (MSP)wisnu_bayusaktiNo ratings yet
- Energy Balance Around Distillation Column: 100 TPD Production of Phthalic Anhydride by Partial Oxidation of O-XyleneDocument36 pagesEnergy Balance Around Distillation Column: 100 TPD Production of Phthalic Anhydride by Partial Oxidation of O-XyleneKashan AslamNo ratings yet
- Construction and Building Materials: Phuong Trinh Bui, Yuko Ogawa, Kenichiro Nakarai, Kenji KawaiDocument7 pagesConstruction and Building Materials: Phuong Trinh Bui, Yuko Ogawa, Kenichiro Nakarai, Kenji KawaiMarden Rengifo RuizNo ratings yet
- Bolted Joints PresentationDocument31 pagesBolted Joints PresentationBrian Willis100% (3)
- TRITON2Document2 pagesTRITON2Augustine File StudyNo ratings yet
- Instruction Manual (Sbo)Document77 pagesInstruction Manual (Sbo)Cezary100% (2)
- 1 4571a316ti69Document2 pages1 4571a316ti69Admir TalicNo ratings yet
- Gcms 4 LDocument2 pagesGcms 4 LEli InertiaNo ratings yet
- Tan Leng EeDocument190 pagesTan Leng EeMuhammad BalyanNo ratings yet