0% found this document useful (0 votes)
77 viewsModule Code PRDT01C04
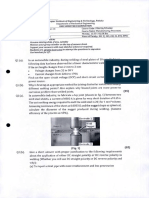
The document contains instructions for a final examination for a Production Technology 2 module. It outlines that students must answer 4 of 6 questions. Question 1 asks students to describe key elements of sand casting processes and flat rolling, and requirements for gate systems to fill molds. Question 2 asks students to provide reasons for several statements about casting and forming processes. Question 3 involves calculating feeder sizes and designing a gate system for a casting. Question 4 involves material selection, estimating flow stresses and roll forces for sheet production. Question 5 asks about hot forging and compares open and closed die forging. The document provides figures and a table of material properties to aid in calculations.
Uploaded by
Sherif El-soudyCopyright
© © All Rights Reserved
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
77 viewsModule Code PRDT01C04
The document contains instructions for a final examination for a Production Technology 2 module. It outlines that students must answer 4 of 6 questions. Question 1 asks students to describe key elements of sand casting processes and flat rolling, and requirements for gate systems to fill molds. Question 2 asks students to provide reasons for several statements about casting and forming processes. Question 3 involves calculating feeder sizes and designing a gate system for a casting. Question 4 involves material selection, estimating flow stresses and roll forces for sheet production. Question 5 asks about hot forging and compares open and closed die forging. The document provides figures and a table of material properties to aid in calculations.
Uploaded by
Sherif El-soudyCopyright
© © All Rights Reserved
Available Formats
Download as PDF, TXT or read online on Scribd
/ 9