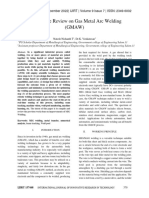
MIG Weld Deposition, Submerged Arc Welding
MIG Weld Deposition, Submerged Arc Welding
Download as pdf or txt
You might also like
- Yetta Company ProfileDocument6 pagesYetta Company ProfileAfizi GhazaliNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Phase Array Ultrasonic Testing ProcedurDocument43 pagesPhase Array Ultrasonic Testing ProcedurTĩnh Hồ Trung100% (5)
- Itr Steel StruktureDocument8 pagesItr Steel StruktureIjoel PutraNo ratings yet
- WeldingDocument21 pagesWeldingsatishNo ratings yet
- Fumos Gases SoldaDocument28 pagesFumos Gases SoldaSavio MarquesNo ratings yet
- Basics of WeldingDocument70 pagesBasics of Weldingamit kumarNo ratings yet
- Submerged Arc Welding (SAW) Is A Common Arc Welding Process. The First Patent On The Submerged-Arc WeldingDocument31 pagesSubmerged Arc Welding (SAW) Is A Common Arc Welding Process. The First Patent On The Submerged-Arc Weldingankit gargNo ratings yet
- WSI - Ebook - GMAW Mig Welding GuideDocument19 pagesWSI - Ebook - GMAW Mig Welding GuidehirenNo ratings yet
- 9 Welding Processes Cwip 3.1Document12 pages9 Welding Processes Cwip 3.1Jawed AkhterNo ratings yet
- Wowlibrary Gmaw Fcaw Mcaw WeldingDocument6 pagesWowlibrary Gmaw Fcaw Mcaw WeldingPhuong HuynhNo ratings yet
- Gmaw Fcaw Mcaw WeldingDocument4 pagesGmaw Fcaw Mcaw Weldingsajeed76743031No ratings yet
- Manual Soldadura en CampoDocument32 pagesManual Soldadura en Campoll vvNo ratings yet
- Quiz ManufDocument1 pageQuiz ManufIzaNo ratings yet
- ARC WeldingDocument115 pagesARC WeldingRajesh Routray100% (4)
- Welding: Engr. Dheylvin Roy P. BuenaventuraDocument8 pagesWelding: Engr. Dheylvin Roy P. BuenaventuraEarl Justin EnriqueNo ratings yet
- Shipyard Welding ProcessesDocument6 pagesShipyard Welding ProcessesPawan KumarNo ratings yet
- GMAW (Solid Wire) vs. FCAW (Flux-Cored Wire)Document3 pagesGMAW (Solid Wire) vs. FCAW (Flux-Cored Wire)momoitachiNo ratings yet
- Welding ProcessesDocument2 pagesWelding Processesdemihuman086No ratings yet
- Book of Welding 2007 PDFDocument80 pagesBook of Welding 2007 PDFravi00098100% (1)
- What Are The Types of WeldingDocument11 pagesWhat Are The Types of WeldingLeslie AnasNo ratings yet
- MIG Welding GasesDocument5 pagesMIG Welding GaseswenigmaNo ratings yet
- Aceros de SartasDocument25 pagesAceros de Sartasjose salazarNo ratings yet
- Welding: From Wikipedia, The Free EncyclopediaDocument2 pagesWelding: From Wikipedia, The Free EncyclopediaNgro Quinapaxi GonzalezNo ratings yet
- Metal Joining 6thDocument62 pagesMetal Joining 6th4yx8cyzpzrNo ratings yet
- Mig Welding ProcedureDocument5 pagesMig Welding ProcedureElmer VillegasNo ratings yet
- Ijirt157448 PaperDocument6 pagesIjirt157448 PaperesteveranchezcabahugjrNo ratings yet
- Section 8 - Arc Equipment & Processes266 - 27344Document36 pagesSection 8 - Arc Equipment & Processes266 - 27344dbircs2010No ratings yet
- Welder HandbookDocument7 pagesWelder Handbooksandeepkumar63No ratings yet
- MIG Welding: Gas Metal Arc Welding (GMAW)Document69 pagesMIG Welding: Gas Metal Arc Welding (GMAW)Aryan SNo ratings yet
- CWI Module 3Document2 pagesCWI Module 3Basil M. Ikhleif100% (1)
- Kennametal Stellite - Cored Weld Wire DatasheetDocument2 pagesKennametal Stellite - Cored Weld Wire DatasheetharikrishnanNo ratings yet
- Lattice Truss ConfigrationDocument12 pagesLattice Truss ConfigrationALFA ENGINEERINGNo ratings yet
- Group 8, Welding AssignmentDocument11 pagesGroup 8, Welding AssignmentKavish ChandraNo ratings yet
- Scoala Altfel 15Mai2017-Ctgm Sudura&3D-Cad&LinuxfreeDocument19 pagesScoala Altfel 15Mai2017-Ctgm Sudura&3D-Cad&LinuxfreeoroszegyNo ratings yet
- A. Introduction To WeldingDocument29 pagesA. Introduction To WeldingRonel LawasNo ratings yet
- Welding ProcessDocument42 pagesWelding ProcessPankaj KumbhareNo ratings yet
- Metal Inert Gas Welding (GMAW)Document13 pagesMetal Inert Gas Welding (GMAW)S GoudaNo ratings yet
- Common Welding ProcessDocument4 pagesCommon Welding ProcessLalit Bom MallaNo ratings yet
- Optimization of Weldability and Joint Strength of Al-Mg-Si With Additional Al-Si Cladding Based On A Design of Experiments InvestigationDocument11 pagesOptimization of Weldability and Joint Strength of Al-Mg-Si With Additional Al-Si Cladding Based On A Design of Experiments InvestigationpeubambergNo ratings yet
- Stick or MSAW Welding: Process Characteristics of Shielded Metal Arc Welding (SMAW/Stick)Document3 pagesStick or MSAW Welding: Process Characteristics of Shielded Metal Arc Welding (SMAW/Stick)senthil4youNo ratings yet
- Stick: Arc WeldingDocument4 pagesStick: Arc WeldingmohitshuklamarsNo ratings yet
- EML 2322L - Welding - MAE Design and Manufacturing LabDocument21 pagesEML 2322L - Welding - MAE Design and Manufacturing LabBhaiJan59No ratings yet
- Types WeldingDocument66 pagesTypes WeldingRathnakraja50% (2)
- MIG Vs TIG Vs Stick Vs Flux Core Welding ProcessesDocument8 pagesMIG Vs TIG Vs Stick Vs Flux Core Welding ProcessesCalvin YeohNo ratings yet
- Welding Facts (Summary of Welding Notes) : EML2322L - Design & Manufacturing LaboratoryDocument2 pagesWelding Facts (Summary of Welding Notes) : EML2322L - Design & Manufacturing LaboratoryDiego AlonsoNo ratings yet
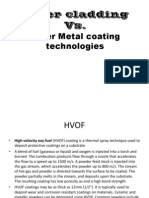
- Laser Cladding Vs Other TechnologiesDocument17 pagesLaser Cladding Vs Other Technologiesvenkat200a100% (2)
- Electric WeldingDocument28 pagesElectric WeldingmayankNo ratings yet
- Fabrication Guidelines For Thin-Sheet Metallic Lining of Flue Gas Desulfurization SystemsDocument31 pagesFabrication Guidelines For Thin-Sheet Metallic Lining of Flue Gas Desulfurization SystemsSaurabh VermaNo ratings yet
- Report Arc WeldingDocument4 pagesReport Arc WeldingFaris Kadesh50% (2)
- Welding MP-IDocument28 pagesWelding MP-IPIYUSH SHARMANo ratings yet
- Gmaw PDFDocument34 pagesGmaw PDFGnanasekaran MNo ratings yet
- Welding Techniques - General InformationDocument4 pagesWelding Techniques - General InformationPooja ManiNo ratings yet
- Gas Metal Arc and Flux Cored Arc Welding Principles: Chapter ObjectivesDocument8 pagesGas Metal Arc and Flux Cored Arc Welding Principles: Chapter ObjectivesWilly UioNo ratings yet
- WeldingDocument21 pagesWeldingJoshua JacobNo ratings yet
- WeldingDocument14 pagesWeldingarmanimamsNo ratings yet
- Mig Mag WeldingDocument26 pagesMig Mag WeldingAndresContrerasNo ratings yet
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesFrom EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesRating: 1 out of 5 stars1/5 (1)
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyFrom EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyRating: 4 out of 5 stars4/5 (1)
- Global Water Market: Current Environment Supports GrowthDocument1 pageGlobal Water Market: Current Environment Supports GrowthLymeParkNo ratings yet
- Each Year, An Estimated 5 Million Deaths Worldwide Are Caused by Contaminated WaterDocument1 pageEach Year, An Estimated 5 Million Deaths Worldwide Are Caused by Contaminated WaterLymeParkNo ratings yet
- Extract Page 25Document1 pageExtract Page 25LymeParkNo ratings yet
- Figure 19: 2014 Global Combined Water and Wastewater TariffsDocument1 pageFigure 19: 2014 Global Combined Water and Wastewater TariffsLymeParkNo ratings yet
- Extract Page 22Document1 pageExtract Page 22LymeParkNo ratings yet
- Growing Levels of Contaminants and Micropollutants Have Prompted The Need For More Stringent Monitoring of Surface and GroundwaterDocument1 pageGrowing Levels of Contaminants and Micropollutants Have Prompted The Need For More Stringent Monitoring of Surface and GroundwaterLymeParkNo ratings yet
- Extract Page 26Document1 pageExtract Page 26LymeParkNo ratings yet
- Extract Page 23Document1 pageExtract Page 23LymeParkNo ratings yet
- Extract Page 3Document1 pageExtract Page 3LymeParkNo ratings yet
- Figure 23: Regional Expected Municipal Water and Wastewater Capital SpendingDocument1 pageFigure 23: Regional Expected Municipal Water and Wastewater Capital SpendingLymeParkNo ratings yet
- Figure 30: China's Water-Scarce Provinces and Distribution of Water-Intensive Energy ProductionDocument1 pageFigure 30: China's Water-Scarce Provinces and Distribution of Water-Intensive Energy ProductionLymeParkNo ratings yet
- Extract Page 17Document1 pageExtract Page 17LymeParkNo ratings yet
- Investment Opportunities: 1. Utilities 2. Capital Goods & ChemicalsDocument1 pageInvestment Opportunities: 1. Utilities 2. Capital Goods & ChemicalsLymeParkNo ratings yet
- Figure 18: Private Sector Participation in WaterDocument1 pageFigure 18: Private Sector Participation in WaterLymeParkNo ratings yet
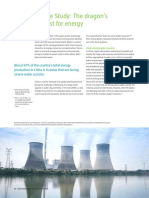
- Case Study: The Dragon's Thirst For EnergyDocument1 pageCase Study: The Dragon's Thirst For EnergyLymeParkNo ratings yet
- Robecosam Josefstrasse 218 8005 Zurich SwitzerlandDocument1 pageRobecosam Josefstrasse 218 8005 Zurich SwitzerlandLymeParkNo ratings yet
- Danfoss Cas Temperature SwitchesDocument16 pagesDanfoss Cas Temperature SwitchesLymeParkNo ratings yet
- Extract Page 2Document1 pageExtract Page 2LymeParkNo ratings yet
- Disclaimer: Carbonneutral® PublicationDocument1 pageDisclaimer: Carbonneutral® PublicationLymeParkNo ratings yet
- MIG Weld Deposition: Alloy Others UNS Asme/ AWS Hardness (HRC) Nominal Analysis of Undiluted Weld MetalDocument1 pageMIG Weld Deposition: Alloy Others UNS Asme/ AWS Hardness (HRC) Nominal Analysis of Undiluted Weld MetalLymeParkNo ratings yet
- Manual Metal Arc Weld DepositionDocument1 pageManual Metal Arc Weld DepositionLymeParkNo ratings yet
- Hardfacing Alloys: Industries ServedDocument1 pageHardfacing Alloys: Industries ServedLymeParkNo ratings yet
- TIG and Oxy-Acetylene WeldingDocument1 pageTIG and Oxy-Acetylene WeldingLymeParkNo ratings yet
- Hardfacing Alloys: Stellite Alloys Deloro AlloysDocument1 pageHardfacing Alloys: Stellite Alloys Deloro AlloysLymeParkNo ratings yet
- Plasma Transferred Arc (PTA) Weld DepositionDocument1 pagePlasma Transferred Arc (PTA) Weld DepositionLymeParkNo ratings yet
- CO Miscible Flooding - EOR: R Adams and H Miller 56Document1 pageCO Miscible Flooding - EOR: R Adams and H Miller 56LymeParkNo ratings yet
- 550 Bar CO Compressor: R Adams and H Miller 74Document1 page550 Bar CO Compressor: R Adams and H Miller 74LymeParkNo ratings yet
- 550 Bar Type I Hydrocarbon Vs Type II TestDocument1 page550 Bar Type I Hydrocarbon Vs Type II TestLymeParkNo ratings yet
- Hardfacing AlloysDocument1 pageHardfacing AlloysLymeParkNo ratings yet
- Recent CO2 Pumps - 2010: Photo Courtesy of Sulzer PumpsDocument1 pageRecent CO2 Pumps - 2010: Photo Courtesy of Sulzer PumpsLymeParkNo ratings yet
- Wps & PQR Check ListDocument2 pagesWps & PQR Check ListDimaz ragaNo ratings yet
- Designing Joists With End Moments - Updated 05-09Document14 pagesDesigning Joists With End Moments - Updated 05-09amokhtaNo ratings yet
- Gujarat Technological UniversityDocument2 pagesGujarat Technological UniversityMaulik PatelNo ratings yet
- 0621 vsb6 Section H Chassis PDFDocument47 pages0621 vsb6 Section H Chassis PDFkaviraj TukhooNo ratings yet
- HOANG TRUNG KIEN - 6G GTAW + SMAW (Duplex, T 18.26mm)Document3 pagesHOANG TRUNG KIEN - 6G GTAW + SMAW (Duplex, T 18.26mm)TuTuy AnNo ratings yet
- Department of Mechanical Engineering: Welcome The Chairman & Members of The NBA Peer TeamDocument106 pagesDepartment of Mechanical Engineering: Welcome The Chairman & Members of The NBA Peer TeamAnonymous p8bHAAx75% (4)
- Litz Safe Work Procedures 2011Document195 pagesLitz Safe Work Procedures 2011Naz ッ WanyNo ratings yet
- 008-MS For Prefabrication of CS, TT & CN Pipe Spools PDFDocument23 pages008-MS For Prefabrication of CS, TT & CN Pipe Spools PDFKöksal PatanNo ratings yet
- D11.2-89 R2006 PVDocument8 pagesD11.2-89 R2006 PVluisma1220No ratings yet
- 650 Section 05 REVIEWDocument2 pages650 Section 05 REVIEWjasminneeNo ratings yet
- Pdhs1a102 IclxDocument28 pagesPdhs1a102 IclxTân Phan VănNo ratings yet
- Hydrotest Blind PDFDocument9 pagesHydrotest Blind PDFManu Jojo100% (1)
- S355 To Hardox 450 - Plate 60 MMDocument1 pageS355 To Hardox 450 - Plate 60 MMBien NguyenDuyNo ratings yet
- C12200 PD Copper - Austral Wright Metals - AustraliaDocument3 pagesC12200 PD Copper - Austral Wright Metals - Australiamohsen_267No ratings yet
- MD Nazim: Professional SummeryDocument2 pagesMD Nazim: Professional SummeryM NazimNo ratings yet
- ITI Welder SyllabusDocument13 pagesITI Welder SyllabusER Hariram PrajapatNo ratings yet
- ASTM А 497Document8 pagesASTM А 497Nikolay DrumevNo ratings yet
- Welding and Welder Performance 10 July 2015Document26 pagesWelding and Welder Performance 10 July 2015Achmad AffandyNo ratings yet
- API 653 Data Sheets (MSTS)Document6 pagesAPI 653 Data Sheets (MSTS)Lily & Ameer لى لى و أمير0% (1)
- Hierarchy of Control v3 PDFDocument1 pageHierarchy of Control v3 PDFAleksandar Arsov100% (1)
- 2021 Lifting Points Main Catalogue V1 - V - RUDDocument120 pages2021 Lifting Points Main Catalogue V1 - V - RUDmengyu hanNo ratings yet
- Attachment 0Document39 pagesAttachment 0Azur MandžukićNo ratings yet
- Reinforced Concrete Piles - The Inside StoryDocument2 pagesReinforced Concrete Piles - The Inside StoryBogdanBNo ratings yet
- 32 Samss 031Document7 pages32 Samss 031naruto256No ratings yet
- Ficha Tecnica Maquina Soldar Miller Big Blue 700 Duo Pro CoDocument8 pagesFicha Tecnica Maquina Soldar Miller Big Blue 700 Duo Pro CoGomez Arturo JorgeNo ratings yet
- Up9000 ManualDocument33 pagesUp9000 Manualho-faNo ratings yet
- API 570 ResponsibilitiesDocument6 pagesAPI 570 Responsibilitiesapply19842371No ratings yet