0% found this document useful (0 votes)
110 viewsCNC Part Programming
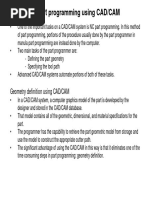
The document discusses CNC part programming using CAD/CAM systems. Key points include:
1) CAD/CAM systems allow designers to create 3D models of parts which can then be used for CNC programming, avoiding recreating the part geometry.
2) CNC programmers specify tool paths by selecting cutting tools from libraries and defining paths either manually or using automatic software modules for common machining cycles.
3) Future automated systems may be able to generate a complete NC program from a 3D part model without human assistance for relatively simple parts and geometries.
Uploaded by
Yash PandhareCopyright
© © All Rights Reserved
Available Formats
Download as DOCX, PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
110 viewsCNC Part Programming
The document discusses CNC part programming using CAD/CAM systems. Key points include:
1) CAD/CAM systems allow designers to create 3D models of parts which can then be used for CNC programming, avoiding recreating the part geometry.
2) CNC programmers specify tool paths by selecting cutting tools from libraries and defining paths either manually or using automatic software modules for common machining cycles.
3) Future automated systems may be able to generate a complete NC program from a 3D part model without human assistance for relatively simple parts and geometries.
Uploaded by
Yash PandhareCopyright
© © All Rights Reserved
Available Formats
Download as DOCX, PDF, TXT or read online on Scribd
/ 18