00 PROCESS Chemical Plugging PDF
00 PROCESS Chemical Plugging PDF
B 61190
www.process-worldwide.com
Plants and
Processing
Safety and
Environment May 2003
Market and Volume 6
Vogel Life Science
Management Media
Instrumentation
New technology detects
impulse line plugging 46
Apparatus Engineering
Vacuum drying oven with insulator 24
Filtration
Dust removal technology 30
Overview
Powerful sensitive actuators 64
Instrumentation
An eye on plugged lines
New technology detects impulse line plugging
Impulse line plugging of flow and
level measurement instruments has
long been an issue in many process
applications, particularly where
dense materials such as crude oil are
being processed. Impulse line plug-
ging can also be a problem in cold
climates due to freezing. Identifying
instruments that are suffering re-
stricted or plugged impulse lines is
very important since plugging can
cause major process upsets or sig-
nificant safety problems in various
applications. The following article ex-
plains how these problems can be
identified.
Plugged or frozen sensing lines can be EVREN ERYUREK, PH.D.
difficult to detect.
P rocess engineers like to have as much
data as possible about the operation
of their plant so that they can control
it accurately and profitably, however, if a
process instrument has impulse lines that
sis is performed in different places
depending on the transmitter ca-
pability. In a Rosemount Founda-
tion fieldbus transmitter, the mea-
surement data passes from the
become plugged or frozen the measured sensors via patented ASIC technolo-
data can no longer be relied upon for ac- gies designed for use with Foundation
curate control. Although an experienced fieldbus protocol. The transmitter
engineer will know about this problem the processes the information to detect the
detection of plugged lines can be very dif- plugged impulse lines. Measurement data
ficult. As the lines plug, or freeze, pressure may also be carried in the transmitter’s
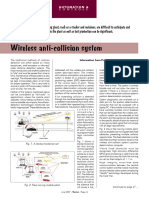
is trapped, this pressure is usually within An architectural view of this trans- digital data via the Hart protocol. In this
the normal operating range of the process mitter’s ADB block with an ad- case plugged line detection is implement-
so the problem can remain undetected un- vanced diagnostics block ed in an AMS predictive maintenance
til a process upset occurs, compromising snap-on software application that works
quality or safety. Now a technology devel- with intelligent field devices. Transmitter
oped by Emerson Process Management de- with an AMS snap-on software application sensor design has an effect on plugged im-
tects impulse line plugging in steady state Detection of plugged impulse lines is pulse line detection.
processes where intelligent transmitters based on a patented advanced pattern The faster the response time, the more
are employed. recognition technology built into individ- information about the process noise can
ual transmitters and AMS predictive be captured. This leads to faster and more
Types of impulse line maintenance software to monitor the mea- reliable plugging detection. This becomes
plugging detection surement noise conditions at an instru- important especially for differential pres-
How this technology is implemented de- ment. The pattern recognition technology sure (DP) applications to separate a single-
pends on the type of instrumentation: can detect both lines plugged, and a single leg plugged condition from both legs
j Rosemount transmitters with Founda- line plugged. In order to implement such a plugged. In general, the measurement sig-
tion fieldbus technology detect plugged technology in the transmitter, increased nal contains fluctuations superimposed
impulse legs with embedded diagnostics intelligence and signal processing capa- on the average value of the pressure or dif-
j Rosemount transmitters with Hart bilities are needed in the smart transmit- ferential pressure of the process, called
technology detect plugged impulse legs ter. Plugged impulse line detection statis- process noise or signature. These fluctua-
The author is Director of Technology Emerson Process Man-
tically analyzes the measurement noise to tions are induced by the flow and are a
agement detect line plugging. The statistical analy- function of the geometric and physical
Instrumentation
Once a plugging condition
is detected, the AMS
screen blinks and a red
background color is set to
attract attention. The infor-
mation can also be extracted
and sent to the plant’s Com-
puterized Maintenance Man-
agement System to generate a
work order calling for mainte-
nance on the affected impulse
lines.
properties of the system. The time domain for the transmitter as used in that process. can take proper ac-
signatures (i.e. variance and correlation) Various parameters that represent the be- tion. In order to inform main-
of these fluctuations do not change as long havior of the process are established and tenance and operations personnel of
as the overall system behavior stays the retained in memory to be used during the plugged impulse lines on currently in-
same. In addition, these signatures are not monitoring phase. The learning phase al- stalled Hart based pressure transmitters,
affected significantly by small changes in so has a verification segment, so that the the AMS software utilizes a plugged lines
the average value of the flow variables. The repeatability of the process behavior can diagnostics Snap-on application.
underlying pattern recognition technolo- be verified before monitoring starts.
gy developed to solve this problem uses During the second, or ‘monitoring Detecting with Hart
these signatures to identify and isolate im- phase’, the algorithm checks the process pressure transmitters
pulse line plugging. periodically, looking for changes in the This application is based on technology
When the impulse lines between the process noise signature. Once one of the similar to the ASIC fieldbus application
process and the sensor start to clog previously identified conditions is detect- but the Hart application is implemented at
through fouling or build-up on the inner ed in the process, the process verifies that a higher level and certain signal dynamics
surfaces of the tubing, or when loose par- condition before an alert condition is set. are lost. As a result, the AMS Snap-on ap-
ticles from the main flow are trapped in the When a plugged line is verified, the pres- plication cannot detect single line plug-
lines, the time and frequency domain sig- sure transmitter sets its alert bit to inform ging for DP applications. AMS does detect
natures change. Clogging creates or in- the operations and/or maintenance per- the presence of Hart pressure transmit-
creases the effect of damping on the pres- sonnel. The Figure on page 46 shows the ters connected to the distributed control
sure noise of the main flow signal. As clog- status screen of AMS predictive mainte- system, and the configuration application
ging increases, the noise levels change, nance software working with the Rose- walks the user through configuration
and this change can be used to signal a mount 3051 fieldbus pressure transmit- steps. Once configuration is complete, a
growing problem with a plugged line. ter. Configuration of the advanced diag- monitoring application starts to function.
nostic block gener- The AMS software
Fieldbus pressure ally takes only a recognizes the con-
transmitter diagnostics minute or two. En- figured transmitters
This plugged-line technology is imple- tering configura- www.process-worldwide.com and automatically
mented in a fieldbus pressure transmitter tion parameters in a • List with all the current devices initiates the learning
using an Advanced Diagnostics Block few fields does it. accessible with the new AMS 6.0 and monitoring
(ADB), which is patterned after the trans- Since plugged im- and DeltaV 6.3 software releases phases, as explained
ducer block as defined by the Fieldbus pulse lines can af- previously. Once a
Foundation. The first phase of the pattern fect plant perfor- Contact: plugging condition is
recognition technology is the learning mance or safety, Evren.Eryurek@EmersonProcess.com detected, the AMS
phase. In this phase, the technology pro- both the control screen blinks and a
vides a way to recognize plugged line pat- strategy and the op- Hall 8.0, Stand P52 red background col-
terns so that plant personnel do not need erator must be in- or is set to attract at-
an advanced understanding of pattern formed if impulse lines plug. This is ac- tention. This condition is also written into
recognition and signal processing tech- complished with Foundation fieldbus by the Audit Trail application, so a record of
niques, or the theory of system dynamics. setting the process variable status. the event is captured. The information can
To accomplish this objective, fieldbus also be extracted and sent to the plant’s
pressure transmitters need a high level of Process variable change Computerized Maintenance Management
built-in intelligence in the form of an algo- control action System (CMMS) to generate a work order
rithm that first observes its environment, Normally a process variable carries a calling for maintenance on the affected im-
such as process noise levels and tempera- status of “good”. If the diagnostics show pulse lines.
ture conditions. These conditions can vary plugged impulse leg(s), the process vari- In conclusion one can say that detection
significantly dependent on application. able status can be changed to a user con- and alarming of plugged impulse legs can
For example noise and temperature envi- figurable status of “uncertain” or “bad”. reduce process upsets, improve quality,
ronment varies from an FCC unit in a re- This status can be read and used by a con- and improve plant safety. It can also im-
finery to a simple drum level measure- trol strategy to change control action. It prove plant uptime by reducing plant trips.
ment. At the end of the learning phase, the can also be displayed to the operator so the All of these factors contribute to better
algorithm establishes a basic signature operator is aware of plant conditions and plant operations. j
*Reprinted with permission from PROCESS WorldWide*
You might also like
- 641 - Compressibility Calculation DDDocument1 page641 - Compressibility Calculation DDLenis CeronNo ratings yet
- WSN Unit 05Document14 pagesWSN Unit 05Monesh ManokaranNo ratings yet
- Wireless Well Completions ScandOil December 2017Document3 pagesWireless Well Completions ScandOil December 2017RaamNo ratings yet
- O & M Manual Bifco-06!03!2024 Final 1Document203 pagesO & M Manual Bifco-06!03!2024 Final 1ahmed.ismail.hammadNo ratings yet
- Why Go Digital White Paper GEA-32016Document5 pagesWhy Go Digital White Paper GEA-32016Fabio ThomazNo ratings yet
- Standards and SpecificationsDocument24 pagesStandards and SpecificationsSaiSaiNo ratings yet
- 2020-A Method For Energy Balance and Data Transmission Optimal Routing in Wireless Sensor NetworksDocument14 pages2020-A Method For Energy Balance and Data Transmission Optimal Routing in Wireless Sensor NetworksduytanNo ratings yet
- GS03012 Wireless Condition Monitoring TCM 12-111108Document12 pagesGS03012 Wireless Condition Monitoring TCM 12-111108matrix1x50% (2)
- Upgranding Relay ProtectionDocument9 pagesUpgranding Relay Protectiontecnologia para el cambioNo ratings yet
- FF. Noise EffectsDocument5 pagesFF. Noise EffectsAlmir SilvaNo ratings yet
- HIMA EthernetDocument1 pageHIMA EthernetchochoroyNo ratings yet
- P847pmu 1848d enDocument4 pagesP847pmu 1848d enSerge RinaudoNo ratings yet
- Line Surge Arrester SIMENSDocument16 pagesLine Surge Arrester SIMENSLuis Angel PerezNo ratings yet
- Technical Analysis of Electrical Ground System in Hydroelectric Power Plant, On Normal Operation With Low Risk Factor - The Real Case Study HV 440 KV Sub-Station - Ilha Solteira Power Plant - CespDocument8 pagesTechnical Analysis of Electrical Ground System in Hydroelectric Power Plant, On Normal Operation With Low Risk Factor - The Real Case Study HV 440 KV Sub-Station - Ilha Solteira Power Plant - CespMehdi_Mashayekhi_172No ratings yet
- BR 821-045 BAUR Product Brochure Cable Testing Diagnostics ENDocument11 pagesBR 821-045 BAUR Product Brochure Cable Testing Diagnostics ENthumbaibalaNo ratings yet
- Monitoring and Control of Underground Ventilation Systems Using VUMA-networkDocument6 pagesMonitoring and Control of Underground Ventilation Systems Using VUMA-networkallison ramirezNo ratings yet
- Intelligent Condition Monitoring and Asset Management: Partial Discharge Monitoring For Power TransformersDocument8 pagesIntelligent Condition Monitoring and Asset Management: Partial Discharge Monitoring For Power TransformersKassayeNo ratings yet
- Safety-Instrumented Systems Focus On Measurement Diagnostics - CE - Apr 2013Document6 pagesSafety-Instrumented Systems Focus On Measurement Diagnostics - CE - Apr 2013onizuka-t2263No ratings yet
- TinsleySCTbrochure LoresDocument12 pagesTinsleySCTbrochure LorestwitterforauisloNo ratings yet
- 2447L013 UltraTEV Plus QSG UK - LRDocument3 pages2447L013 UltraTEV Plus QSG UK - LRMuhammad Rizky KurniawanNo ratings yet
- Hazardous Area Long Term Monitoring SystemDocument2 pagesHazardous Area Long Term Monitoring SystemMartinNo ratings yet
- Smart Fuse Factsheet FinalDocument3 pagesSmart Fuse Factsheet FinalvdragiceviccNo ratings yet
- Prime D 23 00769 - R1Document49 pagesPrime D 23 00769 - R1omorenaNo ratings yet
- HVPD - CIRED 2013 - Combined Power Quality and Condition Monitoring of Offshore NetworksDocument4 pagesHVPD - CIRED 2013 - Combined Power Quality and Condition Monitoring of Offshore NetworksShady NasrNo ratings yet
- BR - 821 040 - Product Brochure - Cable Test Vans and Systems - ENDocument15 pagesBR - 821 040 - Product Brochure - Cable Test Vans and Systems - ENEmre BENGINo ratings yet
- 25 PDFsam Partcondition Monitoring of Rotating Electrical MachinDocument6 pages25 PDFsam Partcondition Monitoring of Rotating Electrical MachinShah PriyeshNo ratings yet
- A6V10385458 enDocument2 pagesA6V10385458 enJorge Luis Garcia OrtizNo ratings yet
- Pulsar Flow-PulseDocument5 pagesPulsar Flow-PulseJoan AlexisNo ratings yet
- tpi_170_de_enDocument16 pagestpi_170_de_enlucas.dowsleyNo ratings yet
- Process Isolation Practices - An Industry Wide ViewDocument5 pagesProcess Isolation Practices - An Industry Wide ViewFawmNo ratings yet
- 03ATech Wireless2Document2 pages03ATech Wireless2Andy DykaNo ratings yet
- Assetguard PDM GatewayDocument3 pagesAssetguard PDM Gatewaymathieu laupretreNo ratings yet
- In Situ Wire Damage Detection and Rerouting SystemDocument2 pagesIn Situ Wire Damage Detection and Rerouting SystemSinn RavenNo ratings yet
- Multilin F60: Grid SolutionsDocument9 pagesMultilin F60: Grid Solutionsickhael333No ratings yet
- Intelligent Sub-Station Automation - Monitoring and Diagnostics in HV Switchgear InstallationsDocument8 pagesIntelligent Sub-Station Automation - Monitoring and Diagnostics in HV Switchgear InstallationssolimanNo ratings yet
- An Adaptive PMU Based Fault Detection/Location Technique For Transmission Lines-Part II: PMU Implementation and Performance EvaluationDocument11 pagesAn Adaptive PMU Based Fault Detection/Location Technique For Transmission Lines-Part II: PMU Implementation and Performance EvaluationHaitam AttiaNo ratings yet
- Fugro Buried Utility MappingDocument2 pagesFugro Buried Utility Mappingalberto5791No ratings yet
- Paper 51 PDFDocument9 pagesPaper 51 PDFjiregnaNo ratings yet
- 9 - Dir Oc - Ef Protn. - f60Document8 pages9 - Dir Oc - Ef Protn. - f60govindarulNo ratings yet
- Universal Transmission Line Protection Intelligent Electronic deDocument6 pagesUniversal Transmission Line Protection Intelligent Electronic deDavid MendozaNo ratings yet
- Advance Copy of Presentation - MTGC Meeting 4th March 2024Document28 pagesAdvance Copy of Presentation - MTGC Meeting 4th March 2024maein.abreenNo ratings yet
- IJEAS0302041Document8 pagesIJEAS0302041erpublicationNo ratings yet
- Surgearresters-Monitoring-Eng-Final - PDF - Google DriveDocument1 pageSurgearresters-Monitoring-Eng-Final - PDF - Google Driveminhduc ngoNo ratings yet
- Solar Powerer ComputingDocument8 pagesSolar Powerer ComputingcaptnimoNo ratings yet
- TURCK-GDP-IS-Excom-IO SystemDocument20 pagesTURCK-GDP-IS-Excom-IO SystemARUNNo ratings yet
- IEC News LetterDocument15 pagesIEC News LetterSanjay SoniNo ratings yet
- Medium Voltage Testing Article OMICRON Magazine 2019 ENUDocument5 pagesMedium Voltage Testing Article OMICRON Magazine 2019 ENUwanchaloem.iNo ratings yet
- Partial Discharge Testing For Cables: Electrical Reliability ServicesDocument4 pagesPartial Discharge Testing For Cables: Electrical Reliability ServicesTommy SiddiqNo ratings yet
- Casestudy Wirelesspa Powerplantapplication PDFDocument2 pagesCasestudy Wirelesspa Powerplantapplication PDFVarun YadavNo ratings yet
- Multilin f60 Brochure en 12595j LTR 201806 r002Document8 pagesMultilin f60 Brochure en 12595j LTR 201806 r002ghostrider1098No ratings yet
- Total Jetty Visual V6Document6 pagesTotal Jetty Visual V6zzz_monsterNo ratings yet
- Eaton's SPV Series: For Mounting External To Electrical Distribution EquipmentDocument2 pagesEaton's SPV Series: For Mounting External To Electrical Distribution EquipmentYUCARIE HIGUCHINo ratings yet
- 2-3 May 25 McIver Tertiary WdgsDocument15 pages2-3 May 25 McIver Tertiary WdgsEngr Fahimuddin QureshiNo ratings yet
- Sepam GamaDocument31 pagesSepam GamaHenry ArrvalNo ratings yet
- Wireless Sensor Networks For Industrial EnvironmentsDocument6 pagesWireless Sensor Networks For Industrial Environmentsmanh NgoNo ratings yet
- Anti-Islanding Detection Using Synchrophasors and Internet Protocol Telecommunications - 06162664Document5 pagesAnti-Islanding Detection Using Synchrophasors and Internet Protocol Telecommunications - 06162664Marcos Rosa dos SantosNo ratings yet
- Base Station TestDocument2 pagesBase Station TestNameNo ratings yet
- Implementation of Smart Safety Helmet For Coal Mine WorkersDocument3 pagesImplementation of Smart Safety Helmet For Coal Mine WorkersSulthaniya BeeviNo ratings yet
- Event Analysis of Pulse-Reclosers in Distribution Systems Through Sparse RepresentationDocument6 pagesEvent Analysis of Pulse-Reclosers in Distribution Systems Through Sparse RepresentationjagmcinquitosNo ratings yet
- InTech December 2021 - 14Document2 pagesInTech December 2021 - 14kaicyemNo ratings yet
- Embedded Deep Learning: Algorithms, Architectures and Circuits for Always-on Neural Network ProcessingFrom EverandEmbedded Deep Learning: Algorithms, Architectures and Circuits for Always-on Neural Network ProcessingNo ratings yet
- Liner Procedure 5.5 ExampleDocument3 pagesLiner Procedure 5.5 ExampleLenis CeronNo ratings yet
- Polish Top LinerDocument12 pagesPolish Top LinerLenis CeronNo ratings yet
- Section 2. Drilling: Department Drill RigsDocument12 pagesSection 2. Drilling: Department Drill RigsLenis CeronNo ratings yet
- OBM Imagenes SLBDocument19 pagesOBM Imagenes SLBLenis CeronNo ratings yet
- Pride SAI FleetStatusSep10Document6 pagesPride SAI FleetStatusSep10Lenis CeronNo ratings yet
- VSP Composite PDFDocument87 pagesVSP Composite PDFLenis CeronNo ratings yet
- Baquiano 1 Reporte de Lodos PDFDocument1 pageBaquiano 1 Reporte de Lodos PDFLenis CeronNo ratings yet
- Check-Shot Pit JAGUAR-18 PDFDocument3 pagesCheck-Shot Pit JAGUAR-18 PDFLenis CeronNo ratings yet
- Ebooks - Sites To Find FreeDocument2 pagesEbooks - Sites To Find FreeLenis CeronNo ratings yet
- Cover Letter Embassy of IndiaDocument2 pagesCover Letter Embassy of IndiaLenis CeronNo ratings yet
- 653 - Slip Velocity Calculation - Shell DDDocument1 page653 - Slip Velocity Calculation - Shell DDSei LaNo ratings yet
- EM CCS C - 4 PropuestoDocument1 pageEM CCS C - 4 PropuestoLenis CeronNo ratings yet
- Technical GP Proposal: Schlumberg ErDocument16 pagesTechnical GP Proposal: Schlumberg ErLenis CeronNo ratings yet
- 00-LITUANIA Lower Cambrian Geol 011 021 PDFDocument11 pages00-LITUANIA Lower Cambrian Geol 011 021 PDFLenis CeronNo ratings yet
- Radiation Safety Densitometer Baker PDFDocument4 pagesRadiation Safety Densitometer Baker PDFLenis CeronNo ratings yet
- Ch14 Introduction To VectorsDocument71 pagesCh14 Introduction To VectorsGaming BeeNo ratings yet
- 2009 June Edexcel Mechanics-1 6677Document24 pages2009 June Edexcel Mechanics-1 6677KaushalNo ratings yet
- Midpoint of A Line Segment Practice Worksheet (Editable)Document4 pagesMidpoint of A Line Segment Practice Worksheet (Editable)Seo Soojin100% (1)
- The Effect of The Price or Rental Cost of Housing On Family Size: A Theoretical Analysis With Reference To New ZealandDocument22 pagesThe Effect of The Price or Rental Cost of Housing On Family Size: A Theoretical Analysis With Reference To New ZealandKurt LAUNo ratings yet
- Association of Screen Time Use and Language Development in Hispanic Toddlers A Cross Sectional and Longitudinal StudyDocument9 pagesAssociation of Screen Time Use and Language Development in Hispanic Toddlers A Cross Sectional and Longitudinal StudykeychainalbumNo ratings yet
- 3 - CircleDocument25 pages3 - CircleStudy LoverNo ratings yet
- High-Strength Concrete in U.S. Codes and Standards S.K. GhoshDocument16 pagesHigh-Strength Concrete in U.S. Codes and Standards S.K. GhoshGuilhermeFregoneziNo ratings yet
- The Basic Steps: Month CodesDocument6 pagesThe Basic Steps: Month CodesvahnitejaNo ratings yet
- A Millimeter-Wave Conformal Phased Microstrip Antenna Array On A Cylindrical SurfaceDocument4 pagesA Millimeter-Wave Conformal Phased Microstrip Antenna Array On A Cylindrical SurfaceBommanayakanahalli subramanya saiNo ratings yet
- 2731 LectNt-rev2013 PDFDocument80 pages2731 LectNt-rev2013 PDFFoorNo ratings yet
- Organized 1 7Document7 pagesOrganized 1 7Adrien NguyenNo ratings yet
- Math8 Quarter2 SummaAssessDocument10 pagesMath8 Quarter2 SummaAssessZaldy Roman MendozaNo ratings yet
- Dbms LabDocument3 pagesDbms Labanpsg1431139100% (1)
- The Orientation and Stress TensorsDocument20 pagesThe Orientation and Stress TensorssunilsinghmNo ratings yet
- Models - Sme.stress Dependent ElasticityDocument10 pagesModels - Sme.stress Dependent ElasticityHalyna HafiychukNo ratings yet
- Non Linear Simulation of Engine Bracket Under Dynamic LoadingDocument11 pagesNon Linear Simulation of Engine Bracket Under Dynamic LoadingmanojalvandarNo ratings yet
- Lecture 22 MRP f04 331Document40 pagesLecture 22 MRP f04 331Chandan Banerjee100% (1)
- 40377716Document400 pages40377716Alan DominguezNo ratings yet
- CIVL6003 2021 Lec4 NotesDocument71 pagesCIVL6003 2021 Lec4 NotesYUK LAM WONGNo ratings yet
- JLD612 Manual 2011Document8 pagesJLD612 Manual 2011cacaNo ratings yet
- CQG22Document23 pagesCQG22socorroNo ratings yet
- Julia For Data Science PDFDocument2 pagesJulia For Data Science PDFgayathu gayathriNo ratings yet
- Adaptive Equalization AlgorithmsDocument8 pagesAdaptive Equalization AlgorithmsAnkan RoyBardhan100% (1)
- GENERALAPTITUDEDocument36 pagesGENERALAPTITUDEvenkatakrishnan srinivasanNo ratings yet
- Distributed Zero-Order Algorithms For Nonconvex Multi-Agent OptimizationDocument41 pagesDistributed Zero-Order Algorithms For Nonconvex Multi-Agent OptimizationGaston GBNo ratings yet
- DOC-000101268-Rev1-Skate 3D RAO Structural AnalysisDocument12 pagesDOC-000101268-Rev1-Skate 3D RAO Structural Analysisharrys manaluNo ratings yet
- Cs3311-Set 1Document3 pagesCs3311-Set 1appuprabhu757No ratings yet
- Grade 5 Sasmo: Choose Correct Answer(s) From The Given ChoicesDocument10 pagesGrade 5 Sasmo: Choose Correct Answer(s) From The Given ChoicesOrange Fong100% (1)
- Lesson Planning Quadratic GraphDocument1 pageLesson Planning Quadratic GraphJonathan RobinsonNo ratings yet
- DADS302 Unit-05Document36 pagesDADS302 Unit-05rubhakarNo ratings yet