Download as pdf or txt
You might also like
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- PMP-0017 - Sect 6Document16 pagesPMP-0017 - Sect 6sayafrands6252No ratings yet
- Science and Engineering of Casting Solidification-Stefanescu PDFDocument15 pagesScience and Engineering of Casting Solidification-Stefanescu PDFmiguel morua0% (2)
- Fabrication Processes: Cold Working Hot Working Castings Powder Metallurgy Machining Joining/WeldingDocument41 pagesFabrication Processes: Cold Working Hot Working Castings Powder Metallurgy Machining Joining/WeldingVenai SeelochanNo ratings yet
- Thesis AJdenBakker Final PRTDocument169 pagesThesis AJdenBakker Final PRTСтанислав ПодольскийNo ratings yet
- Use of Silicon Carbide in Induction in Induction FurnaceDocument2 pagesUse of Silicon Carbide in Induction in Induction FurnacemkraijadaNo ratings yet
- Die CastingDocument48 pagesDie CastingramuthukumarNo ratings yet
- Meehanite Worldwide Specification Handbook Ver09.07.2013 PDFDocument203 pagesMeehanite Worldwide Specification Handbook Ver09.07.2013 PDFUlises Quintana Carhuancho100% (1)
- Steel Making - Open-Hearth TehniqueDocument5 pagesSteel Making - Open-Hearth TehniqueMarcelo Rodriguez FujimotoNo ratings yet
- Energy Use in Produciont of MicrochipsDocument7 pagesEnergy Use in Produciont of MicrochipsJai KrishnaNo ratings yet
- Basic Sheet and Coil Training Edit VersionDocument35 pagesBasic Sheet and Coil Training Edit VersioncuongdcNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Foundry of Non-Ferrous Metal AlloysDocument59 pagesFoundry of Non-Ferrous Metal AlloysNarender KumarNo ratings yet
- Ferrous Matallurgy Journals - Impact FactorsDocument19 pagesFerrous Matallurgy Journals - Impact FactorsMadhawan ChandrawanshiNo ratings yet
- 4 - Stainless Steels - Wrought and CastDocument24 pages4 - Stainless Steels - Wrought and Castdennykvg100% (1)
- Melting and Holding October 08Document10 pagesMelting and Holding October 08Aragaw MuluNo ratings yet
- Duplex Stainless Steel 329 or 1.4460 PDFDocument2 pagesDuplex Stainless Steel 329 or 1.4460 PDFtien100% (1)
- SMS Meer Blankstahl-Schaelen GB ScreenRZ-2Document24 pagesSMS Meer Blankstahl-Schaelen GB ScreenRZ-2AlexandruTomaNo ratings yet
- Iron-Carbon Phase DiagramsDocument25 pagesIron-Carbon Phase DiagramsTisza_MNo ratings yet
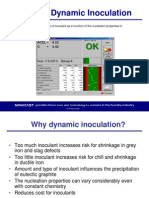
- ATAS Dynamic InoculationDocument27 pagesATAS Dynamic InoculationRaymundodelCampoNo ratings yet
- Seminar Special CastingDocument16 pagesSeminar Special CastingAjith SreenathNo ratings yet
- Thesis (V Nashine)Document95 pagesThesis (V Nashine)Salil JainNo ratings yet
- Enme 331-Fundamentals of CastingDocument48 pagesEnme 331-Fundamentals of CastingAhmed AbdulrhmanNo ratings yet
- Reduction Oxidation Cycling of Metal OxidesDocument281 pagesReduction Oxidation Cycling of Metal OxidesAngel RumboNo ratings yet
- FFPMDocument171 pagesFFPMGulyam Maribasappa Rajendra PrasadNo ratings yet
- Etchant Selection Guide (SS Superalloy) 11-2015Document3 pagesEtchant Selection Guide (SS Superalloy) 11-2015Malik Ansar HayatNo ratings yet
- BulgingDocument224 pagesBulgingzubair ahmadNo ratings yet
- Revised DraftDocument45 pagesRevised DraftEva LloydNo ratings yet
- The Bessemer ProcessDocument3 pagesThe Bessemer ProcessSaurabh PatelNo ratings yet
- Duplex Centifugally CastDocument3 pagesDuplex Centifugally CastjoseritoNo ratings yet
- Induction HeatingDocument5 pagesInduction HeatingPavan KumarNo ratings yet
- Recovery and Recrystallization Kinetics in AA1050 and AA3003 Aluminium AlloysDocument196 pagesRecovery and Recrystallization Kinetics in AA1050 and AA3003 Aluminium AlloysRavjManjunathNo ratings yet
- Etchant Composition Conc. Conditions Comments Kalling's No. 1Document1 pageEtchant Composition Conc. Conditions Comments Kalling's No. 1Nick LaveryNo ratings yet
- Slag ItroductionDocument45 pagesSlag ItroductionkidcatNo ratings yet
- Characterizing Metallic Microstructure Cu-Based AlloysDocument51 pagesCharacterizing Metallic Microstructure Cu-Based AlloysjuegyiNo ratings yet
- Saline WaterDocument20 pagesSaline WaterAdroNo ratings yet
- Metallographic EtchantsDocument2 pagesMetallographic Etchantsprabhatkumar_6657012100% (1)
- Chapter 4-Bulk Deformation ProcessesDocument38 pagesChapter 4-Bulk Deformation ProcessesG. Dancer GhNo ratings yet
- UMCo 50Document3 pagesUMCo 50San ReyNo ratings yet
- Grain Refinement of Permanent Mold Cast Copper Base AlloysDocument124 pagesGrain Refinement of Permanent Mold Cast Copper Base Alloyschris nelson100% (1)
- A Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsDocument25 pagesA Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsAdams GodoyNo ratings yet
- The Behaviour of The Secondary Metallurgy Slag Into The EAF. How To Create A Good Foamy Slag With The Appropriate Basicity Using A Mix of Lime and Recycled Ladle Slag As EAF Slag FormerDocument1 pageThe Behaviour of The Secondary Metallurgy Slag Into The EAF. How To Create A Good Foamy Slag With The Appropriate Basicity Using A Mix of Lime and Recycled Ladle Slag As EAF Slag FormerRavindra Kashyap0% (1)
- 2011 Steelmaking Ch12Document56 pages2011 Steelmaking Ch12Thapelo LesameNo ratings yet
- Characterization of The Carbides in The Steel X20CrMoV12.1 Used in Thermal Power PlantsDocument5 pagesCharacterization of The Carbides in The Steel X20CrMoV12.1 Used in Thermal Power PlantsHilarioPerezNo ratings yet
- MCM AllDocument7 pagesMCM AllPalanisamy RajaNo ratings yet
- Furnace TheoriesDocument78 pagesFurnace TheoriesPushkar KhannaNo ratings yet
- Pub 42 Copper and Copper Alloy CastingsDocument62 pagesPub 42 Copper and Copper Alloy CastingsHardik GandhiNo ratings yet
- Controlling The Chemistry and The and The Section Size Is Very ImportantDocument2 pagesControlling The Chemistry and The and The Section Size Is Very ImportantHeuzerGomesNo ratings yet
- Faraday's LawDocument9 pagesFaraday's LawaliNo ratings yet
- Steel CastingsDocument50 pagesSteel CastingsVijayakumar TNo ratings yet
- Outokumpu Supra Range DatasheetDocument12 pagesOutokumpu Supra Range DatasheetMichelNo ratings yet
- Introduction To Copper and Copper AlloysDocument51 pagesIntroduction To Copper and Copper AlloysVidya VasudevanNo ratings yet
- 12-Steel Rolling Final ChapterDocument18 pages12-Steel Rolling Final ChapterET FTNo ratings yet
- Mathematical Modelling of A Cupola FurnaceDocument2 pagesMathematical Modelling of A Cupola FurnaceLokesh DahiyaNo ratings yet
- Core Sand MaterialDocument20 pagesCore Sand MaterialsudhirNo ratings yet
- High-Speed Steel - The Development, Nature, Treatment, and use of High-Speed Steels, Together with Some Suggestions as to the Problems Involved in their UseFrom EverandHigh-Speed Steel - The Development, Nature, Treatment, and use of High-Speed Steels, Together with Some Suggestions as to the Problems Involved in their UseNo ratings yet
- 04 PAES Master Catalog 39th Edition Filtration PDFDocument40 pages04 PAES Master Catalog 39th Edition Filtration PDFbrad209No ratings yet
- f288 PDFDocument26 pagesf288 PDFAngelia silitongaNo ratings yet
- Chapter 6 - Management Principles and Practices For Safe Use of Saline Water PDFDocument26 pagesChapter 6 - Management Principles and Practices For Safe Use of Saline Water PDFbrad209No ratings yet
- Technical Guideline: Ammeraal BeltechDocument2 pagesTechnical Guideline: Ammeraal Beltechbrad209No ratings yet
- EDM by Robert LangloisDocument57 pagesEDM by Robert Langloisbrad209No ratings yet
- Making Pistons For Experimental and Restoration Engines - S Chastain 2004Document34 pagesMaking Pistons For Experimental and Restoration Engines - S Chastain 2004Bimal Amarnath Menon100% (2)
- Maintenance, Cleaning, Finishing and Coloring of Copper, Brass, BronzeDocument35 pagesMaintenance, Cleaning, Finishing and Coloring of Copper, Brass, Bronzebrad209No ratings yet
- The Optical Properties of Gold: A Review of Their Technical Utilisation Otto LoebichDocument9 pagesThe Optical Properties of Gold: A Review of Their Technical Utilisation Otto Loebichbrad209No ratings yet
- A Manual of The Steam Engine. For Engineers and Technical Schools PDFDocument1,131 pagesA Manual of The Steam Engine. For Engineers and Technical Schools PDFbrad209No ratings yet
- Cracking Money CodeDocument3 pagesCracking Money CodeKarl GröllerNo ratings yet
- Applications of Gis and Remote Sensing in The Field of "Irrigation and Agriculture"Document19 pagesApplications of Gis and Remote Sensing in The Field of "Irrigation and Agriculture"Dileesha WeliwaththaNo ratings yet
- Exxon Valdes Group ProblemDocument2 pagesExxon Valdes Group ProblemI Nyoman Sujana GiriNo ratings yet
- Ib Biology Homework Assignments 12-13Document2 pagesIb Biology Homework Assignments 12-13elaineNo ratings yet
- 65328g10 PDFDocument7 pages65328g10 PDFbnNo ratings yet
- Purchase Request: Office/SectionDocument2 pagesPurchase Request: Office/SectionKriselle BonifacioNo ratings yet
- Epithermal Au-Ag Deposit Types - ImplicationsDocument16 pagesEpithermal Au-Ag Deposit Types - ImplicationsJhon Oliver TrebejoNo ratings yet
- Is 3786 1983Document33 pagesIs 3786 1983Swapnil SNo ratings yet
- Csi Lab ReportDocument2 pagesCsi Lab Reportapi-371205937No ratings yet
- Annexure I A 4 Vibgyor Schools Cafeteria Menu (2023 24)Document1 pageAnnexure I A 4 Vibgyor Schools Cafeteria Menu (2023 24)nikitarkilledar100% (1)
- 2nd Year Chem (Dec. Test)Document3 pages2nd Year Chem (Dec. Test)ShahzadNo ratings yet
- Elephants Endangered PDFDocument2 pagesElephants Endangered PDFmaria buonfiglioNo ratings yet
- Hortatory ExpositionDocument1 pageHortatory ExpositionJasmine EzzaNo ratings yet
- 1 s2.0 S1876619614002101 MainDocument6 pages1 s2.0 S1876619614002101 MainTanti 01No ratings yet
- Dog-Human and Horse-Human Attachment BondsDocument8 pagesDog-Human and Horse-Human Attachment BondsMarcell MolnárNo ratings yet
- 233 Design and Construction of Seepage Cut-Off WallsDocument17 pages233 Design and Construction of Seepage Cut-Off WallsNazakat HussainNo ratings yet
- DS HepaDocument2 pagesDS HepaIrish SupanNo ratings yet
- Grade 7 ModuleDocument115 pagesGrade 7 ModuletabilinNo ratings yet
- Synozol Ultra Black G (ENG)Document6 pagesSynozol Ultra Black G (ENG)Jomar OroscoNo ratings yet
- Chapter 9 ReviewerDocument4 pagesChapter 9 ReviewerMichael Cataluna0% (2)
- Food Hygiene For Food ServiceDocument33 pagesFood Hygiene For Food ServicesanatovaNo ratings yet
- Vlda 1 Livestock Management MCQDocument12 pagesVlda 1 Livestock Management MCQsuparna mukherjee100% (1)
- Indole Test: Vulgaris, P. Rettgeri, M. Morgani and Providencia Species Break Down The AminoDocument8 pagesIndole Test: Vulgaris, P. Rettgeri, M. Morgani and Providencia Species Break Down The AminoPersonnel LaboratoryNo ratings yet
- High-Performance Fumasep Ion Exchange Membranes For Electro Membrane ProcessesDocument6 pagesHigh-Performance Fumasep Ion Exchange Membranes For Electro Membrane ProcessesshadyghanemNo ratings yet
- UNIT 3 (Khoi 12) Bai TapDocument10 pagesUNIT 3 (Khoi 12) Bai TapTâm Thành TrươngNo ratings yet
- 0NCSIE 2016 Paper 2Document3 pages0NCSIE 2016 Paper 2Akash JainNo ratings yet
- 1339-Article Text-24955-2-10-20220330Document6 pages1339-Article Text-24955-2-10-20220330Kevean Kimi LimNo ratings yet
- TR JKM455-475M-7RL3 - (V) - A2c1-EnDocument2 pagesTR JKM455-475M-7RL3 - (V) - A2c1-EnLinhdoNo ratings yet
- Toronto Menu - June 2022Document2 pagesToronto Menu - June 2022Hazel LeeNo ratings yet