Selecting The Best Slurry Pump For Specific Operating Conditions
Selecting The Best Slurry Pump For Specific Operating Conditions
Download as pdf or txt
At a glance
Powered by AI
The document discusses selecting the optimal slurry pump for specific operating conditions by considering factors like slurry properties, pipeline hydraulics, and operating conditions. It also discusses improving slurry pump design and operational life.
The document states that the operational life and performance of slurry pumps progressively depends on the mode of operation, slurry properties, and material specifications.
The document mentions that the following steps should be taken: evaluating pipeline hydraulics, determining actual slurry properties, determining solids parameters, and performing an LCC calculation.
You might also like
- Dry Gas Seal and Wet Oil SealDocument13 pagesDry Gas Seal and Wet Oil SealAhmad Riaz Khan100% (1)
- Stepless Clearance Pocket: Oil & GasDocument4 pagesStepless Clearance Pocket: Oil & Gasshank100No ratings yet
- Mogas Data Sheet Purge System Designs (En)Document7 pagesMogas Data Sheet Purge System Designs (En)kumar.arunk6784100% (1)
- Reciprocating Multiruns: Case Packages Multirun InteractionDocument6 pagesReciprocating Multiruns: Case Packages Multirun InteractionJose RattiaNo ratings yet
- Gaumer Process - Heat Control SystemDocument8 pagesGaumer Process - Heat Control Systemharry_chemNo ratings yet
- Gyratory CrushersDocument19 pagesGyratory Crusherssmendoza100% (2)
- History and Philosophy of EducationDocument17 pagesHistory and Philosophy of EducationFelipe Ortego60% (5)
- Balance LineDocument0 pagesBalance Linewsjouri2510No ratings yet
- Operating Dry Screw CompressorsDocument3 pagesOperating Dry Screw Compressorskamal arabNo ratings yet
- Frequency Detuning in Vertical Pumps - Pumps & Systems PDFDocument9 pagesFrequency Detuning in Vertical Pumps - Pumps & Systems PDFskakerNo ratings yet
- Metering Pumps TroubleshootDocument13 pagesMetering Pumps TroubleshootFawad Yousaf100% (1)
- PMP IntakeDocument23 pagesPMP IntakeRiyan YonathanNo ratings yet
- Multistage PumpsDocument12 pagesMultistage PumpsRheoserve Industrial SolutionsNo ratings yet
- Gas Jet Pump Paper Oct03 Ipa03 e 059Document11 pagesGas Jet Pump Paper Oct03 Ipa03 e 059kglorstadNo ratings yet
- JHON CRANE 2152037 Barrier FluidsDocument19 pagesJHON CRANE 2152037 Barrier Fluidstotalquality100% (2)
- Thermal Desorption Navy ReportDocument255 pagesThermal Desorption Navy ReportAdem YildirimNo ratings yet
- Mech - Seal HPCLDocument88 pagesMech - Seal HPCLAnjani GantiNo ratings yet
- How Pump Speed and Impeller Diameter Affect NPSHRDocument2 pagesHow Pump Speed and Impeller Diameter Affect NPSHRdk4monjure100% (3)
- Living With Defects and Fitness For ServiceDocument16 pagesLiving With Defects and Fitness For ServiceNatraji100% (1)
- Bombas MultietapaDocument60 pagesBombas MultietapaManuel Jumbo RamírezNo ratings yet
- Hydraulics AnalysisDocument2 pagesHydraulics Analysismaulanaibrau2No ratings yet
- DG Set SystemDocument4 pagesDG Set Systemhinaug1996No ratings yet
- ChecklistDocument2 pagesChecklistdassayevNo ratings yet
- TGI Sabana Gas Transport: Operating Conditions Normal D E F A B CDocument3 pagesTGI Sabana Gas Transport: Operating Conditions Normal D E F A B Chernan plazasNo ratings yet
- Viberation and Noise in Centrifugal PumpsDocument12 pagesViberation and Noise in Centrifugal PumpsFahad MaqsoodNo ratings yet
- Engineering Encyclopedia: Evaluating The Material Requirements of Compressor Mechanical ComponentsDocument126 pagesEngineering Encyclopedia: Evaluating The Material Requirements of Compressor Mechanical ComponentsAfzaalUmair100% (1)
- API Piping PlansDocument9 pagesAPI Piping PlansMohit MundraNo ratings yet
- Ebullated Reactor 3 Phase Fludized Bed Reactor 4 Upgrading Heavy OilsDocument10 pagesEbullated Reactor 3 Phase Fludized Bed Reactor 4 Upgrading Heavy OilsIvana Himawan SusantoNo ratings yet
- 10 Steps To Pump ReliabilityDocument13 pages10 Steps To Pump ReliabilityfalconesasNo ratings yet
- Engro Fertilizer ReportDocument46 pagesEngro Fertilizer ReportSher Muhammad100% (1)
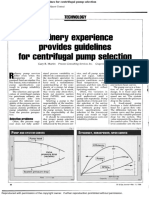
- Martin Refinery Experience Provides Guidelines For Centrifugal Pump SelectionDocument5 pagesMartin Refinery Experience Provides Guidelines For Centrifugal Pump SelectionRajendraNo ratings yet
- Reciprocating Compressors For Oxygen ServiceDocument35 pagesReciprocating Compressors For Oxygen Servicedaimon_pNo ratings yet
- Pumpapi675presentation 150805065440 Lva1 App6891 PDFDocument42 pagesPumpapi675presentation 150805065440 Lva1 App6891 PDFsanthoshkumarplNo ratings yet
- User's GuideDocument30 pagesUser's GuideAnonymous Wd2KONNo ratings yet
- Separator: A Streamlined Organization Dedicated To Technology and Excellence in ExecutionDocument64 pagesSeparator: A Streamlined Organization Dedicated To Technology and Excellence in ExecutionSyed Hussain AbbasNo ratings yet
- Reciprocating Compressor TestingDocument24 pagesReciprocating Compressor TestingSh.nasirpurNo ratings yet
- Ga 201Document31 pagesGa 201JJ WeldingNo ratings yet
- Ethane 1800 KW Turbo-Expander Reliability Improvement: Vibration & DGS Seal FailuresDocument18 pagesEthane 1800 KW Turbo-Expander Reliability Improvement: Vibration & DGS Seal Failuressanjeevvange100% (1)
- VSD Affinity Laws and ApplicationsDocument32 pagesVSD Affinity Laws and Applicationsram_river808100% (2)
- Performance of Reciprocating CompressorsDocument6 pagesPerformance of Reciprocating CompressorskebasaNo ratings yet
- FSD101eng FSG Seals Catalog A4Document64 pagesFSD101eng FSG Seals Catalog A4ASHOKNo ratings yet
- TB KeyPerformanceEvaluation PDFDocument2 pagesTB KeyPerformanceEvaluation PDFvcharles100% (1)
- Re-Rate Case StudyDocument4 pagesRe-Rate Case StudyA_MosbahNo ratings yet
- Hysys CompressDocument4 pagesHysys CompressVidyasenNo ratings yet
- Running Performance: Service/Stage Data Performance OutputDocument2 pagesRunning Performance: Service/Stage Data Performance OutputJose RattiaNo ratings yet
- Debinding Processes-: Friedherz H. Becker Riedhammer GMBH Klingenhofstrasse 72 90411 NürnbergDocument21 pagesDebinding Processes-: Friedherz H. Becker Riedhammer GMBH Klingenhofstrasse 72 90411 NürnbergAzrul ZafrieNo ratings yet
- H4091-Mm13-Air CompressorDocument57 pagesH4091-Mm13-Air CompressorАндрей РознатовскийNo ratings yet
- TOTAL VALVE Maintenance ManualDocument3 pagesTOTAL VALVE Maintenance ManualStevenOstaizaNo ratings yet
- API-Mechanical Seal-Piping Plan Booklet-LORES-4C-MAR2016 PDFDocument90 pagesAPI-Mechanical Seal-Piping Plan Booklet-LORES-4C-MAR2016 PDFrvkumar61No ratings yet
- Integrally Geared CompressorDocument4 pagesIntegrally Geared CompressorHieuNo ratings yet
- HP Surge ValveDocument4 pagesHP Surge ValveVee Balaji100% (1)
- Data SheetDocument6 pagesData Sheetmkfe2005No ratings yet
- Avoid Cavitation in Centrifugal PumpsDocument8 pagesAvoid Cavitation in Centrifugal PumpsAditya Mahajan100% (1)
- Centrifugal Pump Troubleshooting Guide - 1Document1 pageCentrifugal Pump Troubleshooting Guide - 1BhaiJan59No ratings yet
- Reciprocating Compressor MaintenanceDocument5 pagesReciprocating Compressor MaintenanceshimaNo ratings yet
- Dry Gas Compressor Seals Piyush ShahDocument8 pagesDry Gas Compressor Seals Piyush Shahmarkus_naslund100% (1)
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Pump Sizing and Selection Made EasyDocument12 pagesPump Sizing and Selection Made EasyA MJKNo ratings yet
- Dave 2017Document13 pagesDave 2017saeedNo ratings yet
- M.E. ThesisDocument11 pagesM.E. ThesismehranNo ratings yet
- Dynamic Equations of Belt ConveyorDocument21 pagesDynamic Equations of Belt ConveyorsmendozaNo ratings yet
- Cinta TransportadoraDocument6 pagesCinta TransportadorasmendozaNo ratings yet
- Pre-Feasibility StudyDocument378 pagesPre-Feasibility StudysmendozaNo ratings yet
- Intelligent Garland - Conceptual Design and First Empirical ResultsDocument12 pagesIntelligent Garland - Conceptual Design and First Empirical ResultssmendozaNo ratings yet
- Feeder Type OptimisationDocument7 pagesFeeder Type OptimisationsmendozaNo ratings yet
- Pan Development of Stockpile Soft SensorDocument13 pagesPan Development of Stockpile Soft SensorsmendozaNo ratings yet
- Kenya Model Power Purchase AgreementDocument68 pagesKenya Model Power Purchase AgreementsmendozaNo ratings yet
- Main Plant Kamimine Plant: DistributorDocument5 pagesMain Plant Kamimine Plant: DistributorsmendozaNo ratings yet
- Design Analysis of Dust Collections YstemDocument31 pagesDesign Analysis of Dust Collections Ystemsmendoza100% (1)
- Calibration of Angle of ReposeDocument2 pagesCalibration of Angle of ReposesmendozaNo ratings yet
- Paterson - Historical Review Pipeline Transport PDFDocument15 pagesPaterson - Historical Review Pipeline Transport PDFsmendozaNo ratings yet
- Bulk MaterialDocument26 pagesBulk MaterialsmendozaNo ratings yet
- Industrial Training ReportDocument19 pagesIndustrial Training ReportsmendozaNo ratings yet
- Slurry PumpDocument97 pagesSlurry Pumpsmendoza100% (1)
- Bomba Warman Ahf MF LF PDFDocument1 pageBomba Warman Ahf MF LF PDFsmendozaNo ratings yet
- Bauxite Project WADocument36 pagesBauxite Project WAsmendozaNo ratings yet
- Flipkart DessertationDocument32 pagesFlipkart DessertationshubhNo ratings yet
- Siebel Order Management Guide Addendum For Industry ApplicationsDocument130 pagesSiebel Order Management Guide Addendum For Industry ApplicationsjeevananthamgNo ratings yet
- Red Hat Enterprise Linux 9 Securing Networks en UsDocument94 pagesRed Hat Enterprise Linux 9 Securing Networks en Usbent vaderNo ratings yet
- Revised FInal ProjectDocument131 pagesRevised FInal Projectjlwth9No ratings yet
- Uts 7Document6 pagesUts 7Adi SoNo ratings yet
- Assignment L01 (Thursday, 11.30 Am) Marking SchemeDocument12 pagesAssignment L01 (Thursday, 11.30 Am) Marking SchemeMawareNo ratings yet
- Kano State Water Treatment PlantDocument13 pagesKano State Water Treatment PlantSalaudeen Yesir Alani0% (1)
- Burt Berkson, MD, PHD - Curing-Stage-4-Cancer-And-Terminal-Liver-DiseaseDocument14 pagesBurt Berkson, MD, PHD - Curing-Stage-4-Cancer-And-Terminal-Liver-Diseaseguy777No ratings yet
- Douglas Memorial Higher Secondary School: Name: Souvik Bhatta Class: XI Stream: Arts Session: 2021-22Document15 pagesDouglas Memorial Higher Secondary School: Name: Souvik Bhatta Class: XI Stream: Arts Session: 2021-22Souvik BhattaNo ratings yet
- Write On Care and Maintenance of FabricsDocument8 pagesWrite On Care and Maintenance of FabricsmadhugangulaNo ratings yet
- Lec 8Document8 pagesLec 8Praveen YadavNo ratings yet
- Red Hat Enterprise Linux 7 Security Guide en USDocument261 pagesRed Hat Enterprise Linux 7 Security Guide en USTim SwanNo ratings yet
- SAILMA Grades Steel Plates & SheetsDocument2 pagesSAILMA Grades Steel Plates & SheetsElumalai SrinivasanNo ratings yet
- Abap Notes PDFDocument580 pagesAbap Notes PDFmuditNo ratings yet
- Biofuels PresentationDocument9 pagesBiofuels Presentationronald100% (1)
- Great Writing 5e Level 2 Unit 2 Exam View TestDocument9 pagesGreat Writing 5e Level 2 Unit 2 Exam View TestXuân Luật Đặng100% (1)
- Burberry - 201819 Annual Report - Strategic Report PDFDocument88 pagesBurberry - 201819 Annual Report - Strategic Report PDFRidhi Prakash SinghNo ratings yet
- Med Case StudyDocument113 pagesMed Case Studyczeremar chanNo ratings yet
- AISIWIN V8.0 Manual Clark WesternDocument29 pagesAISIWIN V8.0 Manual Clark Westernb_a_prakashNo ratings yet
- Self-Discipline Worksheets: Welcome To "Building Great Character"Document4 pagesSelf-Discipline Worksheets: Welcome To "Building Great Character"astroNo ratings yet
- Services Marketing - Lecture Notes, Study Material and Important Questions, AnswersDocument3 pagesServices Marketing - Lecture Notes, Study Material and Important Questions, AnswersM.V. TV100% (1)
- ACA Syllabus PDFDocument2 pagesACA Syllabus PDFPrakhyath JainNo ratings yet
- CBDBDocument12 pagesCBDBwas asdNo ratings yet
- Optimizing Fired HeaterDocument5 pagesOptimizing Fired Heatermohamed hegazyNo ratings yet
- European Patent Specification B64C 27/32: Printed by Jouve, 75001 PARIS (FR)Document12 pagesEuropean Patent Specification B64C 27/32: Printed by Jouve, 75001 PARIS (FR)Amir BahramiNo ratings yet
- Case3 Maam MelisaDocument3 pagesCase3 Maam MelisaKay Tracey UrbiztondoNo ratings yet
- Stony Heart Country - StudentDocument4 pagesStony Heart Country - Studentapi-198851276No ratings yet
- Open Price Close PriceDocument3 pagesOpen Price Close Priceanita mahajanNo ratings yet
- SA2 GR 8Document1 pageSA2 GR 8Aiman AnsariNo ratings yet