A148 14
A148 14
Download as pdf or txt
You might also like
- Facon PDFDocument4 pagesFacon PDFmaint.longvan0% (1)
- Astm A 743 PDFDocument8 pagesAstm A 743 PDFWill MottaNo ratings yet
- Geotechnical Capacity of Spun PileDocument5 pagesGeotechnical Capacity of Spun Pileعصام السامرائيNo ratings yet
- Astm A148Document4 pagesAstm A148Leo Aislan100% (1)
- ASTM A 487 (Impeller) PDFDocument6 pagesASTM A 487 (Impeller) PDFnugrohowiwitNo ratings yet
- Astm 487Document6 pagesAstm 487JOSEPH REFUERZO100% (1)
- Astm A890 - A890m - 12Document4 pagesAstm A890 - A890m - 12Nguyen Duc Thanh (EVPC)No ratings yet
- Astm A 297a 297M - 07Document4 pagesAstm A 297a 297M - 07Ramsi AnkziNo ratings yet
- Astm A216Document3 pagesAstm A216guangrizheng84No ratings yet
- Astm A995 A995m 13 2013 PDFDocument4 pagesAstm A995 A995m 13 2013 PDFdelta lab sangli0% (1)
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationVIKAS DAHIYA100% (1)
- Steel Castings, Chromium-Nickel-Iron Alloy (25-12 Class), For High-Temperature ServiceDocument4 pagesSteel Castings, Chromium-Nickel-Iron Alloy (25-12 Class), For High-Temperature ServiceHoem ITNo ratings yet
- A 389 - A 389M - 03 Qtm4os9bmzg5tqDocument3 pagesA 389 - A 389M - 03 Qtm4os9bmzg5tqtruongminhhoangNo ratings yet
- Astm A 447-2011Document4 pagesAstm A 447-2011Vk Rai100% (1)
- Asme Section Ii A Sa-437 Sa-437m PDFDocument6 pagesAsme Section Ii A Sa-437 Sa-437m PDFdavid perezNo ratings yet
- Astm A560 A560m - 12Document3 pagesAstm A560 A560m - 12Leandro Dilkin ConsulNo ratings yet
- A27-A27m Standard Specification For Steel Castings, Carbon, For General ApplicationDocument4 pagesA27-A27m Standard Specification For Steel Castings, Carbon, For General Applicationarmando0212-1No ratings yet
- Astm A320-A320m 2010Document8 pagesAstm A320-A320m 2010Alexandre Amaro VieiraNo ratings yet
- Astm A494 - A494m - 13Document7 pagesAstm A494 - A494m - 13raul100% (1)
- Asme Section Ii B Sa-494Document10 pagesAsme Section Ii B Sa-494Monica SuarezNo ratings yet
- Sa 351Document7 pagesSa 351Pavul RajNo ratings yet
- ASTM - A 27 - Standard Specification For Steel Castings, Carb PDFDocument4 pagesASTM - A 27 - Standard Specification For Steel Castings, Carb PDFMohamed RizkNo ratings yet
- Asme Section II A-2 Sa-638 Sa-638mDocument4 pagesAsme Section II A-2 Sa-638 Sa-638mAnonymous GhPzn1xNo ratings yet
- Specification For Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocument6 pagesSpecification For Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature Servicecesar jaramilloNo ratings yet
- Astm A 27 PDFDocument4 pagesAstm A 27 PDFmvalenzuelatNo ratings yet
- Norma Inox-A743.1537974-1 PDFDocument8 pagesNorma Inox-A743.1537974-1 PDFJACKROSI2009No ratings yet
- Structural Steel For ShipsDocument7 pagesStructural Steel For ShipsRICARDONo ratings yet
- ASTM A227 A227M - 06 Steel Spring WireDocument4 pagesASTM A227 A227M - 06 Steel Spring WireLesley EsparzaNo ratings yet
- Din en Iso 9015 1 PDFDocument4 pagesDin en Iso 9015 1 PDFMarcos Verissimo Juca de PaulaNo ratings yet
- Ferritic Malleable Iron Castings: Standard Specification ForDocument5 pagesFerritic Malleable Iron Castings: Standard Specification ForVIKAS DAHIYANo ratings yet
- A351A351M 2003 Specification For Castings, Austenitic, Austenitic-Ferritic (Duplex), For Presure-Containing PartsDocument5 pagesA351A351M 2003 Specification For Castings, Austenitic, Austenitic-Ferritic (Duplex), For Presure-Containing PartsPhong ThanhNo ratings yet
- Astm A351Document6 pagesAstm A351Rahul SinghNo ratings yet
- Steel Castings, Iron-Chromium and Iron-Chromium-Nickel, Heat Resistant, For General ApplicationDocument4 pagesSteel Castings, Iron-Chromium and Iron-Chromium-Nickel, Heat Resistant, For General Applicationعصام السامرائيNo ratings yet
- Asme Section Ii B Sa-494 Sa-494mDocument10 pagesAsme Section Ii B Sa-494 Sa-494mVania Navarro CárdenasNo ratings yet
- ASTM A356 A356M - 07 Steel CastingsDocument6 pagesASTM A356 A356M - 07 Steel CastingsMacario LeyvaNo ratings yet
- Asme Section Ii A-2 Sa-995Document4 pagesAsme Section Ii A-2 Sa-995Anonymous GhPzn1xNo ratings yet
- A958Document5 pagesA958DeepakRajurkarNo ratings yet
- Martensitic Stainless Steel Bars For High-Temperature ServiceDocument4 pagesMartensitic Stainless Steel Bars For High-Temperature ServiceTatan FirmansyahNo ratings yet
- Astm A213Document12 pagesAstm A213hernan grilloNo ratings yet
- Astm A320 Rev ADocument8 pagesAstm A320 Rev AStalin Ayala GaiborNo ratings yet
- Astm 494Document7 pagesAstm 494JOSEPH REFUERZO100% (1)
- Astm A743 PDFDocument6 pagesAstm A743 PDFzafarbadal100% (2)
- ASTM A 351 Standard Specification For Castings, Austenitic, - 2003Document5 pagesASTM A 351 Standard Specification For Castings, Austenitic, - 2003Andres Afanador MuñozNo ratings yet
- Castings, Iron-Chromium, Iron-Chromium-Nickel, Corrosion Resistant, For General ApplicationDocument8 pagesCastings, Iron-Chromium, Iron-Chromium-Nickel, Corrosion Resistant, For General ApplicationWin DarNo ratings yet
- A743A743M-13ae1 Standard Specification For Castings, Iron-Chromium, Iron-Chromium-Nickel, Corrosion Resistant, For General ApplicationDocument8 pagesA743A743M-13ae1 Standard Specification For Castings, Iron-Chromium, Iron-Chromium-Nickel, Corrosion Resistant, For General ApplicationAhmed ShakerNo ratings yet
- Astm A743Document6 pagesAstm A743lyricmp100% (1)
- Low and Intermediate Tensile Strength Carbon Steel Plates: Standard Specification ForDocument2 pagesLow and Intermediate Tensile Strength Carbon Steel Plates: Standard Specification ForLeonardo Pellin RigonNo ratings yet
- ASTM A 351 - A 351M - 03 SS CastingsDocument5 pagesASTM A 351 - A 351M - 03 SS CastingsSaravanan VaradarajanNo ratings yet
- Astm A47-99Document5 pagesAstm A47-99romerobernaNo ratings yet
- Astm A213Document11 pagesAstm A213guangrizheng84No ratings yet
- Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesDocument8 pagesHot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesradziNo ratings yet
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesDocument12 pagesSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesExel RangelNo ratings yet
- Steel Castings, High Strength, For Structural PurposesDocument4 pagesSteel Castings, High Strength, For Structural PurposesLuis Daniel MadrigalNo ratings yet
- Astm A297Document3 pagesAstm A297rams789No ratings yet
- Astm A 351 - 05Document5 pagesAstm A 351 - 05srihariNo ratings yet
- 297 GR HFDocument4 pages297 GR HFAgustinus KNo ratings yet
- Astm A216-A216m 2008Document4 pagesAstm A216-A216m 2008Guilherme de BarrosNo ratings yet
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyFrom EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyRating: 4 out of 5 stars4/5 (1)
- Machining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesFrom EverandMachining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Analysis and Design of Elastic Beams: Computational MethodsFrom EverandAnalysis and Design of Elastic Beams: Computational MethodsNo ratings yet
- Settlement Limits PDFDocument1 pageSettlement Limits PDFعصام السامرائيNo ratings yet
- Steel Castings, Iron-Chromium and Iron-Chromium-Nickel, Heat Resistant, For General ApplicationDocument4 pagesSteel Castings, Iron-Chromium and Iron-Chromium-Nickel, Heat Resistant, For General Applicationعصام السامرائيNo ratings yet
- Buttress Wall - R1Document110 pagesButtress Wall - R1عصام السامرائيNo ratings yet
- KDC19 Container Concept C Mk3a 17 10 19 Rev E Master S7 - ModelDocument1 pageKDC19 Container Concept C Mk3a 17 10 19 Rev E Master S7 - Modelعصام السامرائيNo ratings yet
- Form F - Application For Registration Renewal 13112019-1 PDFDocument1 pageForm F - Application For Registration Renewal 13112019-1 PDFعصام السامرائيNo ratings yet
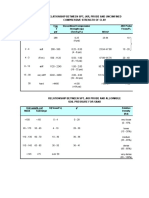
- N (Flow/Ft.) Consistency Cqu Uncomfined Compressive JKR Probe 2 Strength (Qu) Flows/Ft. PSF (Ton/Sq - FT.) kN/m2Document8 pagesN (Flow/Ft.) Consistency Cqu Uncomfined Compressive JKR Probe 2 Strength (Qu) Flows/Ft. PSF (Ton/Sq - FT.) kN/m2عصام السامرائيNo ratings yet
- C Geo5Document23 pagesC Geo5عصام السامرائيNo ratings yet
- Geo5 OutputDocument23 pagesGeo5 Outputعصام السامرائيNo ratings yet
- Plaxis ValidationDocument5 pagesPlaxis Validationعصام السامرائيNo ratings yet
- Base Plate DesignMS601a Good MahfuzDocument4 pagesBase Plate DesignMS601a Good MahfuzDavid PuenNo ratings yet
- Mesy Tapak BilDocument2 pagesMesy Tapak Bilعصام السامرائيNo ratings yet
- Design of Raft FoundationDocument9 pagesDesign of Raft FoundationМилош ЈанићијевићNo ratings yet
- Sepakat Setia Perunding SDN BHD: Design Information DimensionsDocument30 pagesSepakat Setia Perunding SDN BHD: Design Information Dimensionsعصام السامرائيNo ratings yet
- Transactionhistory PDFDocument3 pagesTransactionhistory PDFعصام السامرائيNo ratings yet
- Pac Pdpa NoticeDocument1 pagePac Pdpa Noticeعصام السامرائيNo ratings yet
- CL - Ms Premalatha Sukumaran - 17th August 2018Document1 pageCL - Ms Premalatha Sukumaran - 17th August 2018عصام السامرائيNo ratings yet
- Bridge Design v1.1 enDocument186 pagesBridge Design v1.1 enGaurav GhaiNo ratings yet
- Foundry Refractories Wall Chart 1616807444Document1 pageFoundry Refractories Wall Chart 1616807444chemibermudezNo ratings yet
- Basic Principles of Induction Logging. Electromagnetic Methods in Borehole Geophysics Alexander Kaufman and Gregory Itskovich (Auth.)Document54 pagesBasic Principles of Induction Logging. Electromagnetic Methods in Borehole Geophysics Alexander Kaufman and Gregory Itskovich (Auth.)amanda.parker119100% (28)
- Heat Transfer November Am Rr310803Document8 pagesHeat Transfer November Am Rr310803Nizam Institute of Engineering and Technology LibraryNo ratings yet
- Product Information - Tesa® 61325 - enDocument2 pagesProduct Information - Tesa® 61325 - enildefonsodiasNo ratings yet
- Abaqus FormingDocument18 pagesAbaqus Formingdaha333No ratings yet
- Hyperelasticity and Viscoelasticity in AbaqusDocument12 pagesHyperelasticity and Viscoelasticity in AbaqusHéctor Enrique Jaramillo SuárezNo ratings yet
- SPS AN ISO16750 AtAGlance 1209 e 0001Document8 pagesSPS AN ISO16750 AtAGlance 1209 e 0001craigchenhmNo ratings yet
- Determine Material Property (PSG Data Book Page No 1.9 & 1.5)Document28 pagesDetermine Material Property (PSG Data Book Page No 1.9 & 1.5)Sagarias Albus100% (1)
- Pillar in Coal MinesDocument8 pagesPillar in Coal MinesSujit KumarNo ratings yet
- Valve Sizing Hand BookDocument24 pagesValve Sizing Hand Bookพรรษพล เจี่ยปิยะสกุล100% (1)
- MECCOCT18-12586: Determination of The Degradation of A AISI TP321 Stainless Steel TubeDocument7 pagesMECCOCT18-12586: Determination of The Degradation of A AISI TP321 Stainless Steel TubeOwais MalikNo ratings yet
- O Tower Stress CheckDocument12 pagesO Tower Stress CheckVishal TomarNo ratings yet
- Introducing RS: A New 3D Program For Geotechnical AnalysisDocument4 pagesIntroducing RS: A New 3D Program For Geotechnical AnalysisAriel Bustamante100% (1)
- SLG CHEM2 LG 5.2 Galvanic Cells SDJFHSDDocument4 pagesSLG CHEM2 LG 5.2 Galvanic Cells SDJFHSDJoyce AmanteNo ratings yet
- Bolt Preload Calculation: AnswerDocument2 pagesBolt Preload Calculation: AnswerPedja100% (1)
- Thermodynamics Multiple Choice Questions and AnswersDocument21 pagesThermodynamics Multiple Choice Questions and AnswersPadmavathi C50% (2)
- Lightweight ConcreteDocument6 pagesLightweight ConcretediracmoutinhoNo ratings yet
- EEE1302 - Lab No 01Document7 pagesEEE1302 - Lab No 01tithynusrat812No ratings yet
- Liu2020 Article EvaluationOfTheReliabilityOfSi PDFDocument10 pagesLiu2020 Article EvaluationOfTheReliabilityOfSi PDFSimo ZniberNo ratings yet
- Fluid Mechanics: Shandong University AFD EFD CFDDocument84 pagesFluid Mechanics: Shandong University AFD EFD CFDKhurram SherazNo ratings yet
- SKF TIH 030M - 230V SpecificationDocument3 pagesSKF TIH 030M - 230V SpecificationÇAĞATAY ÇALIŞKANNo ratings yet
- Miller Indices ClassDocument35 pagesMiller Indices ClassDhiyaAldeenAl-SerhanyNo ratings yet
- PMMADocument3 pagesPMMANancy DanielNo ratings yet
- Design of Concrete Gravity DamDocument26 pagesDesign of Concrete Gravity DamAdil Javed Chaudhary95% (19)
- Experimental Investigation Into Convective Heat Transfer of Nano Fluids at The Entrance Region Under Laminar Flow ConditionsDocument8 pagesExperimental Investigation Into Convective Heat Transfer of Nano Fluids at The Entrance Region Under Laminar Flow ConditionssachinnigadeNo ratings yet
- Unit - 4Document7 pagesUnit - 4dd3613667No ratings yet
- Dart ImpactDocument2 pagesDart ImpactMd Ali RazuNo ratings yet
- Terluran GP-35: Acrylonitrile Butadiene Styrene (ABS)Document3 pagesTerluran GP-35: Acrylonitrile Butadiene Styrene (ABS)DiegoTierradentroNo ratings yet
- Fundamentals of Controlledliving Radical PolymDocument378 pagesFundamentals of Controlledliving Radical PolymElif AlyamacNo ratings yet