Project On "Caster Slab Dimensional Accuracy Technique"
Project On "Caster Slab Dimensional Accuracy Technique"
Download as docx, pdf, or txt
You might also like
- AQA Chemistry: 5 Kinetics Exam-Style QuestionsDocument9 pagesAQA Chemistry: 5 Kinetics Exam-Style QuestionsKarandip CheemaNo ratings yet
- Chapter 2 Flow Diagram (Updated Aug 2020)Document61 pagesChapter 2 Flow Diagram (Updated Aug 2020)Erra ShafiraNo ratings yet
- Nickel AlloyDocument4 pagesNickel AlloymeNo ratings yet
- PR 368 101.12044Document1 pagePR 368 101.12044abhinay02meNo ratings yet
- Continuous Casting and Mould Level ControlDocument15 pagesContinuous Casting and Mould Level Controlsalvador2meNo ratings yet
- Advances in Continuous Casting PDFDocument4 pagesAdvances in Continuous Casting PDFPrakash SarangiNo ratings yet
- Ladle and TandishDocument3 pagesLadle and TandishNorman MoralesNo ratings yet
- CCM TrainingDocument14 pagesCCM TrainingAshutosh SinghNo ratings yet
- The TEMPCORE ProcessDocument15 pagesThe TEMPCORE ProcessShanna Lee100% (1)
- Full Text 01Document90 pagesFull Text 01Walid NASRINo ratings yet
- Continuous CastingDocument4 pagesContinuous Castingklawsis100% (1)
- CONTINUOUS CASTING ColloquiumDocument18 pagesCONTINUOUS CASTING ColloquiumakritiNo ratings yet
- 3 - Demir Ve Celik Uretimi - 2021 - 3Document52 pages3 - Demir Ve Celik Uretimi - 2021 - 3atilla kayangilNo ratings yet
- Defects of The Steel Billet in Continuous Casting: Anh-Hoa BUI and Van-Hung NGUYENDocument6 pagesDefects of The Steel Billet in Continuous Casting: Anh-Hoa BUI and Van-Hung NGUYENafzalNo ratings yet
- Centrifugal Shroud Tundish SteelmakingDocument12 pagesCentrifugal Shroud Tundish Steelmakingdebasish chatterjeeNo ratings yet
- Melting Stainless Steel Using An Induction FurnaceDocument5 pagesMelting Stainless Steel Using An Induction FurnaceErman DurmazNo ratings yet
- Scarfing Steel Slabs TechniqueDocument9 pagesScarfing Steel Slabs TechniquecamableNo ratings yet
- Are View of The Rhomboid It y Problem in Billet CastingDocument11 pagesAre View of The Rhomboid It y Problem in Billet CastingSuhaib AshrafNo ratings yet
- Billet Defects: Pinhole and Blowhole Formation, Prevention and EvolutionDocument11 pagesBillet Defects: Pinhole and Blowhole Formation, Prevention and EvolutionAbdelraouf ZaidNo ratings yet
- Lecture Casting InSteelCon 2007Document8 pagesLecture Casting InSteelCon 2007radynasrNo ratings yet
- Medium Frequency Induction FurnaceDocument5 pagesMedium Frequency Induction FurnaceSreekumar RajendrababuNo ratings yet
- Present Indian Steel Making Practice and Its Scenario: Introduction: WHAT IS STEEL?Document10 pagesPresent Indian Steel Making Practice and Its Scenario: Introduction: WHAT IS STEEL?SarbajitManna100% (1)
- Fluid Flow MoldDocument41 pagesFluid Flow MoldSimoes JBNo ratings yet
- Development of New Model of Mold Oscillator in Continuous CastingDocument5 pagesDevelopment of New Model of Mold Oscillator in Continuous CastingM M HossainNo ratings yet
- Continuous Casting of Aluminum Based Bearing Alloys Subs Tech)Document5 pagesContinuous Casting of Aluminum Based Bearing Alloys Subs Tech)Carlos LorenzanaNo ratings yet
- Steel Dynamics Bar Book Rev 2 New CoverDocument194 pagesSteel Dynamics Bar Book Rev 2 New CoverNina LazuardiNo ratings yet
- Mould MonitoringDocument8 pagesMould MonitoringFrederico LopesNo ratings yet
- Synthetic Slag For Secondary SteelmakingDocument6 pagesSynthetic Slag For Secondary SteelmakingWaqas Ahmed100% (2)
- Manufacturing Process-I (Casting)Document25 pagesManufacturing Process-I (Casting)Rahul Deb PalNo ratings yet
- Presentation BSWDocument75 pagesPresentation BSWBharath100% (1)
- Steeelmaking 130109095431 Phpapp02Document251 pagesSteeelmaking 130109095431 Phpapp02Debasish Chatterjee ChatterjeeNo ratings yet
- The Phosphorus Reaction in Oxygen Steelmaking - Thermodynamic Equi PDFDocument211 pagesThe Phosphorus Reaction in Oxygen Steelmaking - Thermodynamic Equi PDFakshukNo ratings yet
- Understanding The Properties of Oxide Scales On Hot Rolled Steel StripDocument6 pagesUnderstanding The Properties of Oxide Scales On Hot Rolled Steel Stripradinasr100% (1)
- MCM AllDocument7 pagesMCM AllPalanisamy RajaNo ratings yet
- Bloom CasterDocument21 pagesBloom CasterkalaiNo ratings yet
- Energy Optimization at EafDocument32 pagesEnergy Optimization at Eafmetudgn100% (1)
- 20Document55 pages20José Arlindo FrancoNo ratings yet
- Studying The Effect of Tramp Elements inDocument7 pagesStudying The Effect of Tramp Elements inmohit madaviNo ratings yet
- Reduction of The Hydrogen Content in The Continuous Casting of SteelDocument7 pagesReduction of The Hydrogen Content in The Continuous Casting of SteelBrigida Pagani0% (1)
- British Columbia On Defects in BilletsDocument119 pagesBritish Columbia On Defects in BilletsStutee Nanda100% (1)
- Alternative To Fluorspar As A Fluxing Agent in Ladle Furnace During Secondary Steel Refining ProcessDocument54 pagesAlternative To Fluorspar As A Fluxing Agent in Ladle Furnace During Secondary Steel Refining ProcessPrashant ChoudharyNo ratings yet
- High Carbon Steel Rolling DMHDocument10 pagesHigh Carbon Steel Rolling DMHimtiyaz aliNo ratings yet
- Special CastingDocument24 pagesSpecial CastingManohara ErlaNo ratings yet
- ABS Approved Still Mill PDFDocument84 pagesABS Approved Still Mill PDFJanuar Target Willyam0% (1)
- Improvement of Surface Quality of Continuously Cast Steel Control PDFDocument130 pagesImprovement of Surface Quality of Continuously Cast Steel Control PDFChrist Christi100% (1)
- Annex 1 CCM ProcessDocument16 pagesAnnex 1 CCM ProcessehsanNo ratings yet
- G. Krauss and D.K. Matlock Colorado School of Mines: C. v. White Kettering UniversityDocument7 pagesG. Krauss and D.K. Matlock Colorado School of Mines: C. v. White Kettering UniversityMadhusudhan ModemNo ratings yet
- Tramp Elements and Billet CarckingDocument7 pagesTramp Elements and Billet CarckingOmar TahaNo ratings yet
- 4 Roll RollingDocument6 pages4 Roll Rollingsatish_trivediNo ratings yet
- The Effects of Alloying Elements On Steels 1Document36 pagesThe Effects of Alloying Elements On Steels 1Common ManNo ratings yet
- 8 Investment Casting ProcessDocument2 pages8 Investment Casting ProcessFahri RamadhanNo ratings yet
- Strip CastingDocument38 pagesStrip CastingRAULYEPEZSANCHEZNo ratings yet
- Billet Defects - Pinhole and Blowhole Formation, Prevention and EvolutionDocument32 pagesBillet Defects - Pinhole and Blowhole Formation, Prevention and EvolutionJorge Madias100% (1)
- Scale Nippon SteelDocument5 pagesScale Nippon SteelsankhadipNo ratings yet
- Endless Casting and Rolling of Long Products: The Competitive Substitute of Conventional Mini-MillsDocument8 pagesEndless Casting and Rolling of Long Products: The Competitive Substitute of Conventional Mini-MillsJJNo ratings yet
- Texture Evolution in Grain-Oriented Electrical Steel During Hot Band Annealing and Cold RollingDocument10 pagesTexture Evolution in Grain-Oriented Electrical Steel During Hot Band Annealing and Cold Rollingد. علا محمد حداويNo ratings yet
- Induction Furnace - A ReviewDocument9 pagesInduction Furnace - A ReviewMac'Ann Ditshego MashaoNo ratings yet
- Solidification Analysis in Continuous Casting Process - Barman TambunanDocument11 pagesSolidification Analysis in Continuous Casting Process - Barman TambunanBarman TambunanNo ratings yet
- Continuous Casting: Equipment and ProcessDocument8 pagesContinuous Casting: Equipment and ProcessErickman Simorangkir100% (1)
- Billet Casting DefectsDocument18 pagesBillet Casting DefectsMuhammad Hassan100% (1)
- Group 5 - Pizza IndustryDocument26 pagesGroup 5 - Pizza IndustryMayur ParvaniNo ratings yet
- Gap Model of Service Quality: Group1 Manuara Chisty Mayur Parvani Farah Deepa Jince AbrahamDocument14 pagesGap Model of Service Quality: Group1 Manuara Chisty Mayur Parvani Farah Deepa Jince AbrahamMayur ParvaniNo ratings yet
- Strategic Management 07Document20 pagesStrategic Management 07Mayur ParvaniNo ratings yet
- Ryanair Case StudyDocument20 pagesRyanair Case StudyMayur Parvani100% (1)
- HMT Unit IIDocument13 pagesHMT Unit IISudhakar ReddyNo ratings yet
- Aayush Badgujar - Research Paper III - 22070125508Document7 pagesAayush Badgujar - Research Paper III - 22070125508Aayush Anil BadgujarNo ratings yet
- Module 4 - Gaseous FuelsDocument56 pagesModule 4 - Gaseous Fuelsermias100% (2)
- Reservoir Drive MechanismsDocument7 pagesReservoir Drive MechanismsMuhammad shahbazNo ratings yet
- Computer Aided Process Equipment DesignDocument11 pagesComputer Aided Process Equipment DesignPriyanshu BhanuNo ratings yet
- Module No. 9: Advanced Metal Casting ProcessesDocument3 pagesModule No. 9: Advanced Metal Casting Processessachinlomte8614No ratings yet
- Solidification Process (Metal Casting: Expendable Mold Casting: Sand Casting)Document29 pagesSolidification Process (Metal Casting: Expendable Mold Casting: Sand Casting)The NoobNo ratings yet
- ms-02-316 Pre-Insulated Tubing BundlesDocument12 pagesms-02-316 Pre-Insulated Tubing BundleskicsnerNo ratings yet
- Paper 3 Section A 2nd Set MSDocument4 pagesPaper 3 Section A 2nd Set MSPrisha Shetty100% (1)
- Kelvion Welded Plate Heat Exchanger BrochureDocument13 pagesKelvion Welded Plate Heat Exchanger BrochureSeoul of TokyoNo ratings yet
- Doran extract 4Document12 pagesDoran extract 4kshitij2026iitdelhiNo ratings yet
- Process Plant Design-Lab Manual-2021-NewDocument168 pagesProcess Plant Design-Lab Manual-2021-NewsamNo ratings yet
- Questions On Collision TheoryDocument2 pagesQuestions On Collision TheoryVincent Tiara100% (1)
- Class 12 Chemistry MCQ - ch-3 Chemical KineticsDocument40 pagesClass 12 Chemistry MCQ - ch-3 Chemical Kineticsdeepanshukuma4No ratings yet
- Ejectors in Vacuum System S.SDocument7 pagesEjectors in Vacuum System S.Sسعيد سليمNo ratings yet
- Anti-Seismic Gas Installation Systems For Households: ContactDocument2 pagesAnti-Seismic Gas Installation Systems For Households: ContactCak NhassNo ratings yet
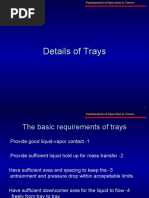
- Tray LayoutDocument34 pagesTray LayoutOmar JrNo ratings yet
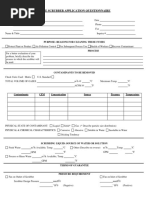
- Teem Scrubber QuestionnaireDocument2 pagesTeem Scrubber QuestionnaireJulius T. PaglinawanNo ratings yet
- Chemical Kinetics - JEE Mains PYQ 2023 Session 1Document31 pagesChemical Kinetics - JEE Mains PYQ 2023 Session 1Jayesh ChouhanNo ratings yet
- Sand Casting McqsDocument19 pagesSand Casting McqsJerrick P JojiNo ratings yet
- GATE AEROSPACE Engineering Compressible Fluid FlowDocument11 pagesGATE AEROSPACE Engineering Compressible Fluid FlowAshok KumarNo ratings yet
- Wasit Gas Plant DepartmentDocument13 pagesWasit Gas Plant DepartmentSo Nagur shariefNo ratings yet
- Tank Venting API 2000Document3 pagesTank Venting API 2000Gusfi CarsurinNo ratings yet
- Lecture On Air Release ValvesDocument4 pagesLecture On Air Release ValvesSangeet KarnaNo ratings yet
- Methanol Casalestartsupmore IMCConvertersDocument13 pagesMethanol Casalestartsupmore IMCConvertersGonzalo Aldair Carbajal FloresNo ratings yet
- EthyleneDocument28 pagesEthyleneJohan FahmeNo ratings yet
- Distillation FINALDocument9 pagesDistillation FINALvivianzhu120No ratings yet
- Ammonia Combustion Catalysts - Review by HinokumaDocument8 pagesAmmonia Combustion Catalysts - Review by HinokumaAnanthakishnanNo ratings yet