Addis Ababa University Institute of Technology: School of Civil and Environmental Engineering
Addis Ababa University Institute of Technology: School of Civil and Environmental Engineering
Download as docx, pdf, or txt
At a glance
Powered by AI
Fluidized bed reactors are widely used industrial reactors that allow for uniform particle mixing and temperature distribution. They can be used for a variety of chemical reactions and processes like producing fuels and polymers.
Fluidized bed reactors are commonly used to carry out chemical reactions and processes like producing fuels, polymers and treating wastewater. They provide good mass and heat transfer capabilities.
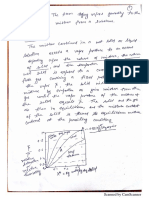
In a fluidized bed reactor, a fluid is passed from below at high enough velocity to suspend solid particles like catalyst and cause them to mix and behave like a fluid. This allows for uniform contact between gas and solid phases for chemical reactions or processes to occur.
You might also like
- PED-III - Heat Exchanger Networks - AK Golder PDFDocument95 pagesPED-III - Heat Exchanger Networks - AK Golder PDFPankaj Kumar SainiNo ratings yet
- 423 Problem Set 1Document2 pages423 Problem Set 1keithcrosley0% (1)
- Submitted By: Nasirsaeed 2010-BT-CHEM-30 Amir Shahzad 2010-BT-CHEM-28 Muhammad Shahid Malik 2010-BT-CHEM-31Document20 pagesSubmitted By: Nasirsaeed 2010-BT-CHEM-30 Amir Shahzad 2010-BT-CHEM-28 Muhammad Shahid Malik 2010-BT-CHEM-31Atif MehfoozNo ratings yet
- Filtration EgDocument4 pagesFiltration Egashe zinabNo ratings yet
- MCQ FinalDocument10 pagesMCQ FinalSteve manicsicNo ratings yet
- The Production of Acetylsalicylic Acid Project - Barbra Dozier's BlogDocument43 pagesThe Production of Acetylsalicylic Acid Project - Barbra Dozier's BlogAnonymous 4EWKYOzJeNo ratings yet
- The Problem Was 4 With The Same Assessment of Each Question and Please Answer Correctly in DetailDocument1 pageThe Problem Was 4 With The Same Assessment of Each Question and Please Answer Correctly in DetailArnia Putri PratamaNo ratings yet
- Biodiesel Plant Optimisation Study by Using Aspen-HYSYS Process SimulatorDocument5 pagesBiodiesel Plant Optimisation Study by Using Aspen-HYSYS Process SimulatorBenignoNo ratings yet
- Hunter NashDocument14 pagesHunter NashSata Ajjam100% (1)
- Gate 2006 PDFDocument21 pagesGate 2006 PDFVammsy Manikanta SaiNo ratings yet
- Fixed Bed ReactorsDocument4 pagesFixed Bed ReactorsAddison JuttieNo ratings yet
- ChE 182 Design ProjectDocument16 pagesChE 182 Design ProjectChristiaNo ratings yet
- Mechanical Biological & Chemical (MBC) Treatment Plant: Collection of Waste WaterDocument4 pagesMechanical Biological & Chemical (MBC) Treatment Plant: Collection of Waste Watervinay ChalagundlaNo ratings yet
- Cbeg3152: Process Dynamics and ControlDocument80 pagesCbeg3152: Process Dynamics and ControlhabteNo ratings yet
- Unit 3Document70 pagesUnit 3210170105005No ratings yet
- RE II Group 2 Project Sept 2022-1Document34 pagesRE II Group 2 Project Sept 2022-1Lachyn SeidovaNo ratings yet
- Catalyst Design and PreparationDocument16 pagesCatalyst Design and PreparationErika de la RosaNo ratings yet
- Problem Set MassDocument3 pagesProblem Set MassSummer Wynn Dacwag0% (1)
- Separation Processes HandoutDocument10 pagesSeparation Processes Handoutkiran367No ratings yet
- Dist06 ExtendedDocument29 pagesDist06 ExtendedjokishNo ratings yet
- Comparison of Gas Absorption and Distillation Unit OperationsDocument2 pagesComparison of Gas Absorption and Distillation Unit Operationsejaz924n100% (2)
- Lect12 Recycle Bypass PurgeDocument13 pagesLect12 Recycle Bypass Purgechandro57No ratings yet
- CH 4250: Process Engineering: Assignment 3 Name: - Roll NoDocument2 pagesCH 4250: Process Engineering: Assignment 3 Name: - Roll NoJanani MNo ratings yet
- 2003 - Biodiesel Production From Waste Cooking Oil - ProcessDocument16 pages2003 - Biodiesel Production From Waste Cooking Oil - ProcessKaoutar SefriouiNo ratings yet
- Boundary LayerDocument8 pagesBoundary LayerVenkatarao ChukkaNo ratings yet
- Chapter 2 - LleDocument56 pagesChapter 2 - LleShahrizatSmailKassim100% (3)
- Literature On FluidizationDocument23 pagesLiterature On FluidizationRafique AjmeriNo ratings yet
- Modeling and Design of Fluidized Catalytic Cracking RiserDocument57 pagesModeling and Design of Fluidized Catalytic Cracking Risermadadi moradNo ratings yet
- Modeling and Simulation of Polymerization of Lactide To PolylacticDocument7 pagesModeling and Simulation of Polymerization of Lactide To Polylactickeyur1109No ratings yet
- Chapter 2 Size Reduction PDFDocument28 pagesChapter 2 Size Reduction PDFVignesh KNo ratings yet
- Mass Transfer Study and Modeling of Gas-Liquid Membrane ContactingDocument8 pagesMass Transfer Study and Modeling of Gas-Liquid Membrane Contactingpraveen100% (1)
- MTO Module 5Document128 pagesMTO Module 5Oğuzhan KocaoğluNo ratings yet
- Liquid-Liquid Extracti0N: Present By:-Guided By: - Roshan Ramdas Jadhav Prof. Raju MaragDocument10 pagesLiquid-Liquid Extracti0N: Present By:-Guided By: - Roshan Ramdas Jadhav Prof. Raju Maragakash sawarkarNo ratings yet
- 39 Algal Oil Production 1Document21 pages39 Algal Oil Production 1Sai Srivathsava UdathuNo ratings yet
- Heat and Mass TransferDocument38 pagesHeat and Mass Transfersalahuddin khanNo ratings yet
- Modeling and Simulation Study of The CSTR For Complex Reation Usong POLYMATHDocument7 pagesModeling and Simulation Study of The CSTR For Complex Reation Usong POLYMATHtocinopNo ratings yet
- Presentation Fuel CellDocument25 pagesPresentation Fuel CellRaihanNo ratings yet
- The General Structure of A Chemical ProcessDocument16 pagesThe General Structure of A Chemical Processagrocel_bhv5591No ratings yet
- Chapter 4 - Process Fluid Flow (Pumps)Document16 pagesChapter 4 - Process Fluid Flow (Pumps)Nhlanhla Power100% (1)
- Mass Transfer I PDFDocument107 pagesMass Transfer I PDFJitendra Patidar100% (1)
- Biochemical Engineering Toutorial QuestionsDocument3 pagesBiochemical Engineering Toutorial Questionsbereket tekleNo ratings yet
- Module 07 Batch ReactorDocument4 pagesModule 07 Batch ReactorFarah -HNo ratings yet
- 05 Chapter 11 (Compiled)Document106 pages05 Chapter 11 (Compiled)Haziq KhairiNo ratings yet
- Final ExamDocument6 pagesFinal ExamTej ChoksiNo ratings yet
- Lectura - EnzimasDocument13 pagesLectura - EnzimasMirella Bravo Benites0% (1)
- Mass Transfer Coefficient Class NoteDocument22 pagesMass Transfer Coefficient Class NoteNayan Halder100% (2)
- Lec - 6Document9 pagesLec - 6warekarNo ratings yet
- 3K4 2013 Assignment 2 SolutionsDocument9 pages3K4 2013 Assignment 2 SolutionsKhalil LasferNo ratings yet
- Makerere University: Faculty of TechnologyDocument70 pagesMakerere University: Faculty of TechnologyIvan MasubaNo ratings yet
- Filtration PDFDocument18 pagesFiltration PDFarno6antonio6spinaNo ratings yet
- CHEG411 Chemical Reaction Engineeirng. F PDFDocument206 pagesCHEG411 Chemical Reaction Engineeirng. F PDFSarang GohNo ratings yet
- HE3 Semi-Batch Reactor TextDocument5 pagesHE3 Semi-Batch Reactor TextMiranda Hasanah ArrasyidNo ratings yet
- Cre Lab ManualDocument190 pagesCre Lab Manualmanishtiwari877No ratings yet
- dx10 02 3 Gen2factor PDFDocument18 pagesdx10 02 3 Gen2factor PDFELFER OBISPO GAVINONo ratings yet
- Separation Processes-20150725-155901297Document21 pagesSeparation Processes-20150725-155901297Lohith LoliNo ratings yet
- Homework 2: U KQ Where:u Btu H FT Q FT H K ConstantDocument6 pagesHomework 2: U KQ Where:u Btu H FT Q FT H K ConstantkatelynNo ratings yet
- CAPS - 3170507 - Common Lab Manual With AcknowDocument67 pagesCAPS - 3170507 - Common Lab Manual With AcknowVarun pandeyNo ratings yet
- Introductory Applications of Partial Differential Equations: With Emphasis on Wave Propagation and DiffusionFrom EverandIntroductory Applications of Partial Differential Equations: With Emphasis on Wave Propagation and DiffusionNo ratings yet
- Principles and Applications of Fermentation TechnologyFrom EverandPrinciples and Applications of Fermentation TechnologyArindam KuilaNo ratings yet
- Hydrogen Production TechnologiesFrom EverandHydrogen Production TechnologiesMehmet SankirNo ratings yet
- AssgfgDocument34 pagesAssgfgashe zinabNo ratings yet
- Presented by Tanmay Kumar MishraDocument29 pagesPresented by Tanmay Kumar Mishraashe zinabNo ratings yet
- Addis Ababa University Addis Ababa Institute of Technology School of Civil and Environmental Engineering Course OutlineDocument1 pageAddis Ababa University Addis Ababa Institute of Technology School of Civil and Environmental Engineering Course Outlineashe zinab100% (1)
- Hydrology Chapter 1Document11 pagesHydrology Chapter 1ashe zinabNo ratings yet
- LLLDocument14 pagesLLLashe zinabNo ratings yet
- Presentation On Determination of Water Potential of The Legedadi CatchmentDocument25 pagesPresentation On Determination of Water Potential of The Legedadi Catchmentashe zinabNo ratings yet
- Print T TTTTTDocument17 pagesPrint T TTTTTashe zinabNo ratings yet
- Ceng5404 Assignment 1 Envrtl EngDocument1 pageCeng5404 Assignment 1 Envrtl Engashe zinabNo ratings yet
- 13 Chapter2Document57 pages13 Chapter2ashe zinabNo ratings yet
- ch4 Water Quality Engineering PDFDocument26 pagesch4 Water Quality Engineering PDFashe zinabNo ratings yet
- Eia Modified AssignmentDocument8 pagesEia Modified Assignmentashe zinabNo ratings yet
- Ch5 Air Pollution Part1Document19 pagesCh5 Air Pollution Part1ashe zinabNo ratings yet
- Presentation On Water Demand Management MeasuresDocument6 pagesPresentation On Water Demand Management Measuresashe zinabNo ratings yet
- Modeling Assignment by Ashenafi ZinabieDocument48 pagesModeling Assignment by Ashenafi Zinabieashe zinabNo ratings yet
- Demand-Side Water Strategies and The Urban Poor: Gordon McgranahanDocument70 pagesDemand-Side Water Strategies and The Urban Poor: Gordon Mcgranahanashe zinabNo ratings yet
- Assignment 4: Filtration & Softening: Water Treatment (Ceng 5403)Document3 pagesAssignment 4: Filtration & Softening: Water Treatment (Ceng 5403)ashe zinab100% (1)
- Group Project - Group1Document37 pagesGroup Project - Group1ashe zinabNo ratings yet
- Stormwater Management: Executive SummaryDocument22 pagesStormwater Management: Executive Summaryashe zinabNo ratings yet
- 1 Description of The Study AreaDocument29 pages1 Description of The Study Areaashe zinabNo ratings yet
- Demand Forecasting 2Document8 pagesDemand Forecasting 2ashe zinabNo ratings yet
- MLWChapter05 PDFDocument18 pagesMLWChapter05 PDFashe zinabNo ratings yet
- Distribution of Water: Reservoirs, Capacity and LocationDocument5 pagesDistribution of Water: Reservoirs, Capacity and Locationashe zinabNo ratings yet
- MLWChapter10 PDFDocument7 pagesMLWChapter10 PDFashe zinabNo ratings yet
- Answer and Question Preparation Step of Hydro MetallurgyDocument4 pagesAnswer and Question Preparation Step of Hydro MetallurgyEbrianto Sattria MalikNo ratings yet
- OSG Blizzard FlyerDocument8 pagesOSG Blizzard FlyerBeto CovasNo ratings yet
- Topic:-Size Reduction of Soilds Unit-I: Subject Name: - Unit Operations I Subject Code: - CT-205Document18 pagesTopic:-Size Reduction of Soilds Unit-I: Subject Name: - Unit Operations I Subject Code: - CT-205Aayush KumarNo ratings yet
- MDMW Iron29Document20 pagesMDMW Iron29miningnova100% (1)
- Agard R 96Document44 pagesAgard R 96PankajKumarSinghNo ratings yet
- Skill Matrix TrainingDocument10 pagesSkill Matrix TrainingAnonymous tv3qpx233% (3)
- Jindal Steel PlantDocument23 pagesJindal Steel PlantPramodPradhan100% (1)
- Internship Report: Sharad Institute of Technology, College of Engineering, Yadrav. 2020-2021Document33 pagesInternship Report: Sharad Institute of Technology, College of Engineering, Yadrav. 2020-2021Balkrishna KumbharNo ratings yet
- Dautsons Infratech India Private Limited: Gold Piping WorksDocument59 pagesDautsons Infratech India Private Limited: Gold Piping WorksDautsons InfratechNo ratings yet
- Lehigh Valley Abrasives Product CatalogDocument10 pagesLehigh Valley Abrasives Product Catalognaturalfusion100% (2)
- KINIK Catalogue 2018 Us PDFDocument59 pagesKINIK Catalogue 2018 Us PDFAfrianaAghataRahmadiantama0% (1)
- Contoh Literature Review AkuntansiDocument5 pagesContoh Literature Review Akuntansigtnntxwgf100% (1)
- A 36 WPSDocument2 pagesA 36 WPSNaqqash Sajid100% (1)
- Manufacturing ScienceDocument89 pagesManufacturing ScienceVokNo ratings yet
- Assab 518 enDocument8 pagesAssab 518 enSamanthaPereraNo ratings yet
- Tolerances Fit CalculatorDocument33 pagesTolerances Fit CalculatorVasi ValiNo ratings yet
- Experiment 5 METE215Document8 pagesExperiment 5 METE215tahaberrkayNo ratings yet
- Module 2 Joining Welding MCQDocument14 pagesModule 2 Joining Welding MCQanil100% (2)
- Prac 1 Q4 Week 4 Las 1Document2 pagesPrac 1 Q4 Week 4 Las 1Makky Drake BryleNo ratings yet
- BT JOE Quiz 3 MetalDocument2 pagesBT JOE Quiz 3 MetalJess AndanNo ratings yet
- Sheet Metal Forming TheoryDocument12 pagesSheet Metal Forming TheoryRRSathyanarayananNo ratings yet
- VAT LeachingDocument9 pagesVAT LeachingPuttanara Deo100% (1)
- Core BehavioursDocument3 pagesCore Behavioursrabindrabudhathoki2023No ratings yet
- Sandblasting & Painting Progress Daily Register ForDocument2 pagesSandblasting & Painting Progress Daily Register Forsudeesh kumarNo ratings yet
- Tabla Qw-252.1 - Asme IxDocument1 pageTabla Qw-252.1 - Asme IxAngelTinocoNo ratings yet
- Using Different Methods, Tools and TasksDocument18 pagesUsing Different Methods, Tools and Tasksnissi guingabNo ratings yet
- Injection Mold Design Model Question Paper - Set-IDocument6 pagesInjection Mold Design Model Question Paper - Set-ISam JhonsonNo ratings yet
- Ingersoll Turning CatalogDocument366 pagesIngersoll Turning CatalogGilang RamadanNo ratings yet
- PaintsDocument20 pagesPaintsPashmi Shah100% (1)
- 737 Ovhd Fuel PanelDocument15 pages737 Ovhd Fuel Panelbondomargalitadze margalitadzeNo ratings yet