Major Overhaul of LP Turbine and Generator: Unit-4, (250 MW) OPJSTPP JPL Tamnar-Raigarh (15/07/2012 To 31/07/2012)
Major Overhaul of LP Turbine and Generator: Unit-4, (250 MW) OPJSTPP JPL Tamnar-Raigarh (15/07/2012 To 31/07/2012)
Download as pdf or txt
You might also like
- High Pressure Turbine Governing System PDFDocument28 pagesHigh Pressure Turbine Governing System PDFAnonymous ZnuMEWN1100% (7)
- Generator OverhaulingDocument26 pagesGenerator Overhaulinglrpatra100% (2)
- Report EHTC HuntingDocument10 pagesReport EHTC HuntingOTPC POWER100% (1)
- 500 MW Simhadri O&M ManualDocument412 pages500 MW Simhadri O&M ManualLasit Mittal100% (4)
- BHEL Turbine ManualDocument58 pagesBHEL Turbine Manualnivasssv86% (7)
- Turbine Pressure SurveyDocument9 pagesTurbine Pressure SurveyManinder Cheema100% (1)
- Jindal Power Limited, Tamnar: JPL/OPN-250/SOP/.. 01/29.07.2019 00/00Document4 pagesJindal Power Limited, Tamnar: JPL/OPN-250/SOP/.. 01/29.07.2019 00/00Chandramani PatelNo ratings yet
- Turbine FundamentalDocument18 pagesTurbine FundamentalHamid Ariz100% (1)
- BHEL Haridwar Tarining Report Block IV Electrical EngineeringDocument37 pagesBHEL Haridwar Tarining Report Block IV Electrical EngineeringAnimesh Verma100% (8)
- Jindal Power Limited O.P.J.S.T.P.P, Tamnar, Raigarh: Commissioning DepartmentDocument9 pagesJindal Power Limited O.P.J.S.T.P.P, Tamnar, Raigarh: Commissioning Departmentjp mishraNo ratings yet
- Power Plant C&I Systems: Coordinated Master ControlDocument30 pagesPower Plant C&I Systems: Coordinated Master ControlStage2 C&I Shift100% (1)
- 600 MW Turbogenerator: Rating Plate Data For GeneratorDocument5 pages600 MW Turbogenerator: Rating Plate Data For Generatorjaaduscribd50% (2)
- Turbine Emergency - Thermal Power Plant A-ZDocument5 pagesTurbine Emergency - Thermal Power Plant A-ZSiva Kulanji100% (6)
- A Presentation On Turbine Rolling Atrs Final 2Document59 pagesA Presentation On Turbine Rolling Atrs Final 2Ramakrishna83% (6)
- Generator AuxDocument85 pagesGenerator Auxjp mishra100% (1)
- Generator Manual Rihand 500 MWDocument416 pagesGenerator Manual Rihand 500 MWGautamupadhyay100% (2)
- TAKNIKI DARPAN - Issue 6Document40 pagesTAKNIKI DARPAN - Issue 6Rajarsi Ray100% (1)
- ORT-Aug R1Document67 pagesORT-Aug R1Vishal Kumar LaddhaNo ratings yet
- Presentation On VibrationDocument24 pagesPresentation On VibrationSethuRamalingamNo ratings yet
- Condenser Ball Cleaning SystemDocument6 pagesCondenser Ball Cleaning SystemSonrat100% (2)
- L-06 Erection Guide Line of 500 MW Turbine Anp-4Document20 pagesL-06 Erection Guide Line of 500 MW Turbine Anp-4Sam100% (4)
- Rakesh Kumar: BHEL HaridwarDocument25 pagesRakesh Kumar: BHEL Haridwarparth038100% (3)
- Turbine Stress Evaluator: 17 February 2018 PMI Revision 00 1Document23 pagesTurbine Stress Evaluator: 17 February 2018 PMI Revision 00 1NILESH100% (1)
- Generator Erection Manual THW 210 2A 2BDocument213 pagesGenerator Erection Manual THW 210 2A 2Bkrishkar2010100% (1)
- Valves&Soot BlowersDocument29 pagesValves&Soot BlowersSarah FrazierNo ratings yet
- Turbine Trip LogicDocument2 pagesTurbine Trip Logicdilbagh_scribd75% (4)
- Gen-Seal&cool-New - 500 MWDocument98 pagesGen-Seal&cool-New - 500 MWharisankar100% (5)
- Trip Analysis Recommendation For The FY 2020-21 (660 MW Units)Document45 pagesTrip Analysis Recommendation For The FY 2020-21 (660 MW Units)sudhakarautomatic9940100% (2)
- Seal Oil System (Presentation)Document16 pagesSeal Oil System (Presentation)ToniMelo100% (5)
- Turbogenerator O M ManualDocument440 pagesTurbogenerator O M ManualDreamsinfinite100% (2)
- Esp Charging SopDocument3 pagesEsp Charging SopvikramshounNo ratings yet
- Governing System of 210mw KwuDocument21 pagesGoverning System of 210mw KwuAshok RasekarNo ratings yet
- Updated Boiler and Auxiliaries2Document105 pagesUpdated Boiler and Auxiliaries2Gaurav kumar100% (1)
- Turbine Over Hauling Procedure Siemens Recommendsbirkosit 111019222302 Phpapp01 PDFDocument75 pagesTurbine Over Hauling Procedure Siemens Recommendsbirkosit 111019222302 Phpapp01 PDFAnonymous wIPMQ5rh100% (3)
- Bhel Bearing ErectionDocument39 pagesBhel Bearing ErectionASHUTOSH KUMAR100% (4)
- 500 MW Generator, Salient FeaturesDocument10 pages500 MW Generator, Salient FeaturesSandeep MishraNo ratings yet
- Standard Operating Procedure FOR BCP FlushingDocument6 pagesStandard Operating Procedure FOR BCP FlushingsambhuNo ratings yet
- AC Supply System For Thermal Power PlantDocument21 pagesAC Supply System For Thermal Power PlantAshwani Dogra100% (2)
- Plant Islanding OperationDocument14 pagesPlant Islanding OperationSeshadri Rajendranath100% (3)
- Generator ProtectionDocument24 pagesGenerator ProtectionSantoshkumar Gupta100% (2)
- LP Turbine Assembly ProcedureDocument8 pagesLP Turbine Assembly Procedurebhushanbharat_843298No ratings yet
- DATA SHEET Generator Sagardighi 01 (HW-DC-373-4044-512rev01)Document24 pagesDATA SHEET Generator Sagardighi 01 (HW-DC-373-4044-512rev01)Parthasarathi PaulNo ratings yet
- On GeneratorDocument55 pagesOn GeneratorDileep Reddy91% (11)
- Generator AuxiliariesDocument37 pagesGenerator AuxiliariesAshwani Dogra100% (2)
- To System & Barring GearDocument22 pagesTo System & Barring GearPrudhvi Raj100% (2)
- BCP Installation & CommissioningDocument18 pagesBCP Installation & CommissioningKrishnan Santhanaraj100% (3)
- 500 MW Generator, Salient Features: SpecificationsDocument11 pages500 MW Generator, Salient Features: SpecificationsAhemadNo ratings yet
- Governing SystemDocument70 pagesGoverning SystemPraveen Peethambaran100% (5)
- Electrical Testing On Turbogenerator (TG2Document40 pagesElectrical Testing On Turbogenerator (TG2rkc100% (1)
- Ehtc JharliDocument38 pagesEhtc JharliRakesh Bagri100% (2)
- Float Valve CheckingDocument3 pagesFloat Valve Checkingsprotkar100% (2)
- 660 Generator Protection SchemesDocument9 pages660 Generator Protection Schemesshashank100% (2)
- Automatic Turbine Run Up System Gyanendra Sharma Npti DelhiDocument47 pagesAutomatic Turbine Run Up System Gyanendra Sharma Npti DelhiNPTI80% (5)
- Seal Oil System-ClassDocument39 pagesSeal Oil System-ClassRaja Ramachandran100% (2)
- Turbo GeneratorsDocument26 pagesTurbo Generatorsmani_sne100% (1)
- Turbine Rolling and SynchronizationDocument54 pagesTurbine Rolling and Synchronizationsanjeev kushwaha83% (6)
- Final AOH Report - TMD 060818Document15 pagesFinal AOH Report - TMD 060818sanmukhaNo ratings yet
- 0: 7 Station: Date: FEB ?0t5Document2 pages0: 7 Station: Date: FEB ?0t5SE ESTNo ratings yet
- Mapping MotorDocument6 pagesMapping MotorAkhson SupxNo ratings yet
- Daily Activities: Kamis, 28 Agust 2014 Jumat, 29 Agust 2014 Senin, 1 Sept 2014Document2 pagesDaily Activities: Kamis, 28 Agust 2014 Jumat, 29 Agust 2014 Senin, 1 Sept 2014James GuthrieNo ratings yet
- EPMPL Unit-2 Heat Rate Test: Summary SheetDocument2 pagesEPMPL Unit-2 Heat Rate Test: Summary SheetGaurav SinghNo ratings yet
- 8-CH Vi &vii - 070607Document15 pages8-CH Vi &vii - 070607Gaurav SinghNo ratings yet
- PT 11 EC - Compliance Report - Sep'2019Document5 pagesPT 11 EC - Compliance Report - Sep'2019Gaurav SinghNo ratings yet
- Pt-6.2 SC Order 01072019Document3 pagesPt-6.2 SC Order 01072019Gaurav SinghNo ratings yet
- Pt-6.1 SC Order NCL 22-Apr-2019Document1 pagePt-6.1 SC Order NCL 22-Apr-2019Gaurav SinghNo ratings yet
- Environment Management Plan PDFDocument8 pagesEnvironment Management Plan PDFGaurav SinghNo ratings yet
- EPMPL Unit-2 Heat Rate Test: Summary SheetDocument2 pagesEPMPL Unit-2 Heat Rate Test: Summary SheetGaurav SinghNo ratings yet
- Best Practices in O&M of Thermal Power Stations: Tutorial Course OnDocument4 pagesBest Practices in O&M of Thermal Power Stations: Tutorial Course OnGaurav Singh33% (3)
- Essar Power MP Limited: Yes NoDocument2 pagesEssar Power MP Limited: Yes NoGaurav SinghNo ratings yet
- Essar Power MP Limited: Change Request FormDocument2 pagesEssar Power MP Limited: Change Request FormGaurav SinghNo ratings yet
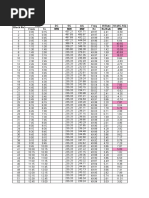
- Block No Time DC SG AG Freq UI Rate UI (AG-SG) From To MW MW MW HZ RS/KWH MWDocument26 pagesBlock No Time DC SG AG Freq UI Rate UI (AG-SG) From To MW MW MW HZ RS/KWH MWGaurav SinghNo ratings yet
- Se in Blade AngleDocument2 pagesSe in Blade AngleGaurav SinghNo ratings yet
- PAT Target Achievement: Strategies and Practices: EEC Conference 31 August, 2015Document23 pagesPAT Target Achievement: Strategies and Practices: EEC Conference 31 August, 2015Gaurav SinghNo ratings yet
- EM DSM (5th Amendment)Document12 pagesEM DSM (5th Amendment)Gaurav SinghNo ratings yet
- TNI Format Rev 01Document2 pagesTNI Format Rev 01Gaurav SinghNo ratings yet
- (SESSION 2010-2011) : A Major Project Report ONDocument4 pages(SESSION 2010-2011) : A Major Project Report ONGaurav SinghNo ratings yet
- Condenser & Heater PerformanceDocument116 pagesCondenser & Heater PerformanceGaurav Singh100% (5)
- AIEEE 2011 - Provisional Admit Card InformationDocument1 pageAIEEE 2011 - Provisional Admit Card InformationGaurav SinghNo ratings yet
- Labsheet 1Document5 pagesLabsheet 1raidahNo ratings yet
- Atomic Structure Grade 12Document16 pagesAtomic Structure Grade 12jmaeNo ratings yet
- TSP JRM 44742Document11 pagesTSP JRM 44742clau.santiagorNo ratings yet
- Stage Separation of Space Launch VehiclesDocument12 pagesStage Separation of Space Launch Vehiclesvasanraja100% (1)
- 9 Cast Aluminum Alloys - EXEMPLO 20Document7 pages9 Cast Aluminum Alloys - EXEMPLO 20AlexandreinspetorNo ratings yet
- Structural: Properties of ForcesDocument17 pagesStructural: Properties of ForcesPam GarciaNo ratings yet
- High Shear MixerDocument8 pagesHigh Shear MixerantiquekNo ratings yet
- Quick Quiz 31Document23 pagesQuick Quiz 3122146060No ratings yet
- Notes of Chapter Force and Laws of MotionDocument7 pagesNotes of Chapter Force and Laws of MotionppfcyiqiiNo ratings yet
- BROCHURE Lowara CO-series enDocument4 pagesBROCHURE Lowara CO-series enLuis E. RodríguezNo ratings yet
- Hot Air OvenDocument13 pagesHot Air OvenDevanandDongreNo ratings yet
- Part 32 Welding RelatedDocument8 pagesPart 32 Welding Relatedravindra_jivaniNo ratings yet
- Chapter 2 Molecular Orbital Theory EditedDocument42 pagesChapter 2 Molecular Orbital Theory EditedDanial JuniorNo ratings yet
- 4th ChapterDocument25 pages4th ChapterMOHAMMAD SHOHEL RANANo ratings yet
- As Levs Paper 2 CompilationDocument360 pagesAs Levs Paper 2 CompilationFahad Hameed AhmadNo ratings yet
- Second Generation Solar CellsDocument4 pagesSecond Generation Solar CellsAboothahir AfzalNo ratings yet
- PA Probe Catalog en 201308Document24 pagesPA Probe Catalog en 201308Alvaro Alexis Mendoza PradaNo ratings yet
- Electrochemistry Lect Notes CambridgeDocument4 pagesElectrochemistry Lect Notes Cambridgeavatar_75No ratings yet
- Cross Reference Valvoline USADocument22 pagesCross Reference Valvoline USAPatricia Olaya Marchan100% (1)
- Cau Thang TC EurocodeDocument7 pagesCau Thang TC EurocodeNguyễn Văn LêNo ratings yet
- Viscometer-Group 7Document25 pagesViscometer-Group 7Camille Millondaga100% (1)
- Class 8 Revision 2024-25Document2 pagesClass 8 Revision 2024-25George PhilipsNo ratings yet
- USE of Evans & Duncans ChartDocument39 pagesUSE of Evans & Duncans ChartAsif Mostafa AnikNo ratings yet
- H2 PSA SlidesDocument16 pagesH2 PSA SlidesCristian TorrezNo ratings yet
- Solid State StabilityDocument35 pagesSolid State StabilityAisya Amalia Muslima100% (1)
- Binary QuestionsDocument2 pagesBinary QuestionsJuvy Lyka CapulNo ratings yet
- CE6008-Groundwater Engineering PDFDocument13 pagesCE6008-Groundwater Engineering PDFramgharia sameerNo ratings yet
- Apply As Paint... BUT Zinga Is Not PaintDocument4 pagesApply As Paint... BUT Zinga Is Not Paintsathish_iyengarNo ratings yet
- 9781444123166Document7 pages9781444123166eibsource100% (1)
- Concrete Shear Wall Presentation PDFDocument26 pagesConcrete Shear Wall Presentation PDFWenzhuo DingNo ratings yet