A325 PDF
A325 PDF
Download as pdf or txt
At a glance
Powered by AI
This standard covers specifications for steel structural bolts including their intended use, types, dimensions, mechanical properties, testing methods and markings.
This standard specifies requirements for quenched and tempered steel structural bolts intended for use in structural connections.
This standard covers two types of quenched and tempered steel structural bolts having minimum tensile strengths of either 120 ksi for sizes up to 1 inch or 105 ksi for sizes over 1 to 1.5 inches.
You might also like
- Astm A 884 PDFDocument5 pagesAstm A 884 PDFMuhammad NaumanNo ratings yet
- A741Document3 pagesA741solrac4371100% (1)
- Astm A325 1979Document11 pagesAstm A325 1979Deana WhiteNo ratings yet
- Astmf899 11Document7 pagesAstmf899 11Robert NatasorpNo ratings yet
- Ductile Iron Data For Design EngineersDocument3 pagesDuctile Iron Data For Design EngineersSourav HaitNo ratings yet
- Files PDFDocument1 pageFiles PDFSouravNo ratings yet
- ASTM Std. F668.atfz8781Document6 pagesASTM Std. F668.atfz8781Eidrish ShaikhNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationVIKAS DAHIYA100% (1)
- Iso 20523-2017Document20 pagesIso 20523-2017alborz99No ratings yet
- Dezincification Web Class Ver 6-25-14Document38 pagesDezincification Web Class Ver 6-25-14Utpal JaniNo ratings yet
- ISO 16163 - (2012) - (Continuos HDG-Dimensional and Shape-Tolerances) - 10pgsDocument10 pagesISO 16163 - (2012) - (Continuos HDG-Dimensional and Shape-Tolerances) - 10pgsdpfloresNo ratings yet
- Astm A827-14Document3 pagesAstm A827-14Артем Титов100% (1)
- OPSS 906 - Nov12Document20 pagesOPSS 906 - Nov12umerfr2No ratings yet
- Astm A291Document4 pagesAstm A291Arthur DinizNo ratings yet
- Astm A 1008-A 1008M-04Document7 pagesAstm A 1008-A 1008M-04NilüferKarayel0% (1)
- Tea Staining - 2 PDFDocument4 pagesTea Staining - 2 PDFharishNo ratings yet
- Standar AISI-1035 SteelDocument2 pagesStandar AISI-1035 SteelNurulImanPristiadiNo ratings yet
- Astm A568 A568m 09Document10 pagesAstm A568 A568m 09Shailendra SharmaNo ratings yet
- Astm A 956Document7 pagesAstm A 956Joshua Surbakti100% (1)
- SSPC Pa2Document8 pagesSSPC Pa2Sergio CoRnejoNo ratings yet
- Astm F812-07Document5 pagesAstm F812-07Joel MedellinNo ratings yet
- Astm B579Document5 pagesAstm B579claudiaNo ratings yet
- Operating Experience at A 170 T Eaf With EPC Scrap Preheating SystemDocument15 pagesOperating Experience at A 170 T Eaf With EPC Scrap Preheating Systemlucas123No ratings yet
- Flat Bottom Railway Rail RDSO Spec.Document92 pagesFlat Bottom Railway Rail RDSO Spec.gunalanegisNo ratings yet
- ASTM C 1115-17 - Standard Specification For Dense Elastomeric Silicone Rubber Gaskets and AccessoriesDocument5 pagesASTM C 1115-17 - Standard Specification For Dense Elastomeric Silicone Rubber Gaskets and AccessoriesDJ JMNo ratings yet
- Astm17 0303Document5 pagesAstm17 0303Edgardo Emilio CantillanoNo ratings yet
- Astm A847Document5 pagesAstm A847Mohamed FaroukNo ratings yet
- E186 RXDocument3 pagesE186 RXgechaves1No ratings yet
- A 1070 - 16Document8 pagesA 1070 - 16Nguyễn Như ThếNo ratings yet
- F1379 Tyho6649Document2 pagesF1379 Tyho6649Ersen SerinNo ratings yet
- S For Quenching D Tentpering-: SteelDocument28 pagesS For Quenching D Tentpering-: SteelDidier LZNo ratings yet
- E140 32302 PDFDocument25 pagesE140 32302 PDFTony HerreraNo ratings yet
- C633 617621-1 PDFDocument8 pagesC633 617621-1 PDFAmy BurnsNo ratings yet
- A990 PDFDocument6 pagesA990 PDFilknur karaNo ratings yet
- Astm A490 2011 PDFDocument6 pagesAstm A490 2011 PDFMuhammed ShafiNo ratings yet
- Astm f682 1982Document7 pagesAstm f682 1982dharlanuctcomNo ratings yet
- Mil S 46850DDocument16 pagesMil S 46850DspibluNo ratings yet
- Astm A749Document9 pagesAstm A749Felipe De la cruzNo ratings yet
- Astm A 516 Gr.60n Plate SpecificationDocument3 pagesAstm A 516 Gr.60n Plate Specificationharishbabuek100% (1)
- Astm f1554Document9 pagesAstm f1554Namtaru Ba'alNo ratings yet
- Astm B 367 - 09Document6 pagesAstm B 367 - 09taker6No ratings yet
- Is 277-2018Document10 pagesIs 277-2018Kundan SinghNo ratings yet
- E125 MP TestingDocument21 pagesE125 MP TestingDeepakRajurkar0% (1)
- A434Document3 pagesA434alirioNo ratings yet
- High-Strength Copper-Base and Nickel-Copper Alloy Castings: Standard Reference Radiographs ForDocument5 pagesHigh-Strength Copper-Base and Nickel-Copper Alloy Castings: Standard Reference Radiographs ForSarita SharmaNo ratings yet
- Iso 3800 1993Document11 pagesIso 3800 1993ariya musarifNo ratings yet
- Astm C656Document3 pagesAstm C656alokjha_03No ratings yet
- Astm A192 Asme Sa192Document4 pagesAstm A192 Asme Sa192Mingo EvaNo ratings yet
- High-Strength Low-Alloy Steel Shapes of Structural Quality, Produced by Quenching and Self-Tempering Process (QST)Document4 pagesHigh-Strength Low-Alloy Steel Shapes of Structural Quality, Produced by Quenching and Self-Tempering Process (QST)indityoNo ratings yet
- A1011 A1011m 23Document8 pagesA1011 A1011m 23Willebaldo F Ramirez GarciaNo ratings yet
- Astm A29-A29m (2020)Document17 pagesAstm A29-A29m (2020)AHMED SAMIR ALEMDARNo ratings yet
- IRS T-46 SGCI Inserts - With Correction Slip No. 1 & 2Document25 pagesIRS T-46 SGCI Inserts - With Correction Slip No. 1 & 2Altaf HussainNo ratings yet
- North American Standard For Cold-Formed Steel Framing - GeneralDocument49 pagesNorth American Standard For Cold-Formed Steel Framing - GeneralNishan GajurelNo ratings yet
- SSPC Pa1Document12 pagesSSPC Pa1Bladimir SantacruzNo ratings yet
- En 10225Document1 pageEn 10225cornelrusuNo ratings yet
- Reduction of Unforged Bar Bulb in Engine Valve ManufacturingDocument6 pagesReduction of Unforged Bar Bulb in Engine Valve ManufacturingSurajNo ratings yet
- A780 PDFDocument3 pagesA780 PDFMauricio Adame100% (1)
- 翻译 Ams 2431-8 钝化后的高硬度碳钢丝切割丸(Awch,55~62hrc)Document5 pages翻译 Ams 2431-8 钝化后的高硬度碳钢丝切割丸(Awch,55~62hrc)叶欣闻No ratings yet
- A240m 14Document14 pagesA240m 14AFQBAVQ2EFCQF31FNo ratings yet
- Structural Bolts, Steel, Heat Treated, 120/105 Ksi Minimum Tensile StrengthDocument1 pageStructural Bolts, Steel, Heat Treated, 120/105 Ksi Minimum Tensile StrengthAhmed Hamed ElezabyNo ratings yet
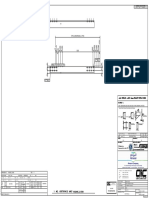
- All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld UnoDocument1 pageAll Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld UnoGHULAM NABINo ratings yet
- 1 1642003 - 1-2005 No Item MKD': For ConstructionDocument1 page1 1642003 - 1-2005 No Item MKD': For ConstructionGHULAM NABINo ratings yet
- L150X150X18 X 1770Document1 pageL150X150X18 X 1770GHULAM NABINo ratings yet
- RD IPE200 X 7180Document1 pageRD IPE200 X 7180GHULAM NABINo ratings yet
- l60x60x6 & Upn 140x60 Material AvailablityDocument4 pagesl60x60x6 & Upn 140x60 Material AvailablityGHULAM NABINo ratings yet
- All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld UnoDocument1 pageAll Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld UnoGHULAM NABINo ratings yet
- PDFDocument133 pagesPDFGHULAM NABINo ratings yet
- 1770 (L150X150X18 X 1770)Document1 page1770 (L150X150X18 X 1770)GHULAM NABINo ratings yet
- All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld UnoDocument1 pageAll Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld Uno All Welds Are 6Mm Fillet Weld UnoGHULAM NABINo ratings yet
- PDFDocument110 pagesPDFGHULAM NABINo ratings yet
- 9001 - Plate - Rev 0Document1 page9001 - Plate - Rev 0GHULAM NABINo ratings yet
- Raw Material RequisitionDocument1 pageRaw Material RequisitionGHULAM NABINo ratings yet
- PDFDocument107 pagesPDFGHULAM NABINo ratings yet
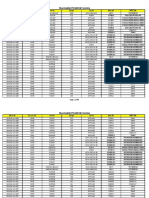
- Traceability Report 1830191M: Markno Posno Profile Length Grade Heat No MTC NoDocument1 pageTraceability Report 1830191M: Markno Posno Profile Length Grade Heat No MTC NoGHULAM NABINo ratings yet
- Handrail 1 MKD' NO. 1805249M-3LP034-6006: For ConstructionDocument1 pageHandrail 1 MKD' NO. 1805249M-3LP034-6006: For ConstructionGHULAM NABINo ratings yet
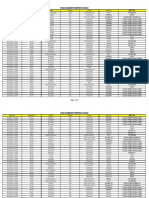
- Traceability Report 1631032: Mark No Position No Profile Length Grade Heat NoDocument58 pagesTraceability Report 1631032: Mark No Position No Profile Length Grade Heat NoGHULAM NABINo ratings yet
- KCR 194Document1 pageKCR 194GHULAM NABINo ratings yet
- 3048 (PIPE - 1-1/2'' - SCH. - 40 X 2515) : For ConstructionDocument1 page3048 (PIPE - 1-1/2'' - SCH. - 40 X 2515) : For ConstructionGHULAM NABINo ratings yet
- Traceability Report 1616057M: Mark No Position No Profile Length Grade Heat NoDocument1 pageTraceability Report 1616057M: Mark No Position No Profile Length Grade Heat NoGHULAM NABINo ratings yet
- KCR 171Document1 pageKCR 171GHULAM NABINo ratings yet
- Astm A490Document1 pageAstm A490GHULAM NABINo ratings yet
- 9002 - Plate - Rev 0Document1 page9002 - Plate - Rev 0GHULAM NABINo ratings yet
- 4006 - BEAM - Rev 0Document1 page4006 - BEAM - Rev 0GHULAM NABINo ratings yet
- 4001 - BEAM - Rev 0Document1 page4001 - BEAM - Rev 0GHULAM NABINo ratings yet
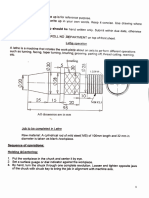
- Lathe WorkshopDocument5 pagesLathe Workshopnegi.ya.12No ratings yet
- Metric Tap and Drill Chart PDFDocument1 pageMetric Tap and Drill Chart PDFelmfp7774676No ratings yet
- MODULE 6 - Spur GearDocument13 pagesMODULE 6 - Spur GearBoris PalaoNo ratings yet
- BLANKING VAM TOP ® 5.5in. 17lb-ft API Drift 4.767in. 87.5%Document1 pageBLANKING VAM TOP ® 5.5in. 17lb-ft API Drift 4.767in. 87.5%aimankaditaNo ratings yet
- Threads and Fasteners: Thread SymbolsDocument15 pagesThreads and Fasteners: Thread SymbolsSamuel ShyllonNo ratings yet
- ASTM F1554 Anchor Rods PDFDocument9 pagesASTM F1554 Anchor Rods PDFAdam JonesNo ratings yet
- Threading MachineDocument18 pagesThreading MachinehendrobamaNo ratings yet
- TSH Ip 53.0079 - 01Document7 pagesTSH Ip 53.0079 - 01Cong BuiNo ratings yet
- ValvesDocument22 pagesValvesGerehNo ratings yet
- ASME B1.1 Dimensions, Coarse ThreadDocument1 pageASME B1.1 Dimensions, Coarse ThreadhughobNo ratings yet
- Index: Ex. No Name of The Experiment Page No. Cycle IDocument29 pagesIndex: Ex. No Name of The Experiment Page No. Cycle Iprakashrs295No ratings yet
- 0010 kOBELCO SK 179-9 PDFDocument52 pages0010 kOBELCO SK 179-9 PDFDaman Huri100% (2)
- MACDES Exit Exam 1Q1920 1 PDFDocument3 pagesMACDES Exit Exam 1Q1920 1 PDFJanelle Marie Benavidez100% (1)
- Technical Manual Type Exj SealDocument69 pagesTechnical Manual Type Exj SealEko SuherNo ratings yet
- Econology Design Guides For PlasticsDocument46 pagesEconology Design Guides For PlasticsAw Keng Shing100% (7)
- DEWA 132kV Tower SpecDocument18 pagesDEWA 132kV Tower Specsaranya prabakaran100% (1)
- BBC HeadsDocument4 pagesBBC HeadsJerson T. AltovarNo ratings yet
- 1730 1730ch 1731 1735 1735fl Manual enDocument61 pages1730 1730ch 1731 1735 1735fl Manual enSlavoljub ĆirićNo ratings yet
- Measurement of Force, Torque and Shaft PowerDocument12 pagesMeasurement of Force, Torque and Shaft PowermirztrNo ratings yet
- Fagor 800T CNCDocument120 pagesFagor 800T CNCNanda KumarNo ratings yet
- Parts List: Model: Ddl-5550N Series List No: 0927-07Document33 pagesParts List: Model: Ddl-5550N Series List No: 0927-07Gamini Priyantha Jayawardena100% (1)
- M 269Document11 pagesM 269Katerin HernandezNo ratings yet
- Instruction Manual Dodge Torque-Arm™ II Speed Reducers Ratios 5, 9, 15, 25, and 40:1Document29 pagesInstruction Manual Dodge Torque-Arm™ II Speed Reducers Ratios 5, 9, 15, 25, and 40:1DavidNo ratings yet
- Engineering MetrologyDocument84 pagesEngineering MetrologyLalit MohanNo ratings yet
- Conexao de Dupla Anilha RotarexDocument68 pagesConexao de Dupla Anilha RotarexElias Barros de FigueiredoNo ratings yet
- Fastener LockingDocument43 pagesFastener LockingChris MedeirosNo ratings yet
- STAR Anhydride Line Pipe High Pressure Standard Design Data SheetDocument4 pagesSTAR Anhydride Line Pipe High Pressure Standard Design Data SheetFirasNo ratings yet
- Pocket RefDocument1 pagePocket Refrandallsworld3dNo ratings yet
- Series: Compact Hydraulic Cylinder 20, Ø25, Ø32, Ø40, Ø50, Ø63, Ø80, Ø100Document15 pagesSeries: Compact Hydraulic Cylinder 20, Ø25, Ø32, Ø40, Ø50, Ø63, Ø80, Ø100Carlos Mosqueda AlvaradoNo ratings yet
- 980 TdiDocument570 pages980 Tdikerlos ZakryNo ratings yet