This document describes the key components and design principles of fired boilers, including:
1. Fired boilers typically include an economizer, steam drum, evaporator, and superheater sections. In the evaporator, water is partially vaporized through heat transfer from burner flames.
2. Boilers use either natural circulation or forced circulation systems to move water and steam through the evaporator sections. In natural circulation boilers, density differences cause the mixture to rise in riser tubes and fall in downcomer tubes.
3. Evaporator sections can include a radiant section with vertical riser tubes that absorb heat through radiation from burners, and sometimes a convective evaporator tube
This document describes the key components and design principles of fired boilers, including:
1. Fired boilers typically include an economizer, steam drum, evaporator, and superheater sections. In the evaporator, water is partially vaporized through heat transfer from burner flames.
2. Boilers use either natural circulation or forced circulation systems to move water and steam through the evaporator sections. In natural circulation boilers, density differences cause the mixture to rise in riser tubes and fall in downcomer tubes.
3. Evaporator sections can include a radiant section with vertical riser tubes that absorb heat through radiation from burners, and sometimes a convective evaporator tube
This document describes the key components and design principles of fired boilers, including:
1. Fired boilers typically include an economizer, steam drum, evaporator, and superheater sections. In the evaporator, water is partially vaporized through heat transfer from burner flames.
2. Boilers use either natural circulation or forced circulation systems to move water and steam through the evaporator sections. In natural circulation boilers, density differences cause the mixture to rise in riser tubes and fall in downcomer tubes.
3. Evaporator sections can include a radiant section with vertical riser tubes that absorb heat through radiation from burners, and sometimes a convective evaporator tube
This document describes the key components and design principles of fired boilers, including:
1. Fired boilers typically include an economizer, steam drum, evaporator, and superheater sections. In the evaporator, water is partially vaporized through heat transfer from burner flames.
2. Boilers use either natural circulation or forced circulation systems to move water and steam through the evaporator sections. In natural circulation boilers, density differences cause the mixture to rise in riser tubes and fall in downcomer tubes.
3. Evaporator sections can include a radiant section with vertical riser tubes that absorb heat through radiation from burners, and sometimes a convective evaporator tube
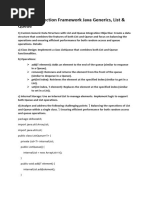
The “process flow diagram” of a fired steam boiler, Fig. 1 is divided into four main parts: • the economiser, • the steam drum, • the evaporator, • the superheater.
Typical conditions at outlet evaporator 350 °C 3-10% Wt steam 23.5 Bar 97-90% Wt water Temp °C
Fig. 1 “Process Flow Diagram” of a Natural Circulation Boiler 0009-0
The boiler is supplied with feed water by a boiler feed pump and it passes through the economiser to the steam drum. The economiser is a tube bundle located in the coolest part of the boiler’s flue gas side, just upstream of the flue gas stack. In the economiser, the feed water is heated up to a temperature close to, or even equal to the saturation temperature of the boiler water, Fig 1. Then the feed water enters the steam drum through a perforated distribution pipe where it mixes with boiler water rising from the evaporator.
The mixed boiler water leaves the steam drum through the boiler downcomer pipes which feed into the evaporator riser tubes via bottom headers or a bottom water drum. In the evaporator tubes, heat is applied and the water partly vaporises on its return journey to the steam drum. The flow of boiler water through the evaporator, in this case, is achieved by natural circulation.
In some boilers there may be two different evaporator sections equipped with riser tubes. Firstly there is always a cooled radiant section where the heat from the burner flames is transferred by radiation.
WUDG – Vol I. Energy and Power Systems – Boiler details
OG.04.20576 2 Confidential
Secondly, in some cases only, there is an evaporative convection bank, located as a vertical tube bundle connecting the steam (top) and water (bottom) drums, Fig. 2.
Steam drum Saturated steam
to superheater Blowdown Boiler feed Water Section A-A Flue gas to stack Boilerbank
From the top of the evaporator, the mixture of water and steam rises into the steam drum. Here, the steam is separated from the water and dried by means of cyclones or baffle plates and demisters. Some of the steam generated in the evaporator condenses in the steam drum in order to heat the incoming feed water up to the saturation temperature of the boiler water.
The dried saturated steam leaves the steam drum through a pipe at the top and flows through the superheater tube coils where it is heated up to its final process temperature. A constant steam temperature at varying boiler loads is obtained by use of condensate spray desuperheating. To reduce the metal temperature of the superheater outlet tubes, the superheater is often divided into a primary and a secondary section with the desuperheater located in between, Fig. 3.
WUDG – Vol I. Energy and Power Systems – Boiler details
OG.04.20576 3 Confidential
Superheaters Condensate injection TC Flue gas Steam Drum
Blowdown
Economizer
Unheated Section A -A A downcomer
Feed water Furnace wall
Burners To Stack
Fig. 3 Horizontally Fired Single Drum Boiler 0005-0
2.1.2 Evaporator Sections
Fired boilers are available with different types of water circulation systems, for example natural circulation, once-through, forced and assisted circulation. The natural circulation system, however, is typical for the utility boilers used in Shell Group Refineries. Boilers with forced circulation systems are discussed in Part II which deals with SIOP-type Waste Heat Boilers.
In natural circulation, the mixture of water and steam in the evaporator rises because it has a lower density than the water supplied in the unheated or cooler downcomer tubes. In refinery boilers, around 3% to 10% by mass of the circulated water is vaporised within the evaporator tubes. In other words, the circulation ratio (CR), defined as the mass of water and steam circulating to the mass of steam generated, is between 11 and 34. When the boiler load changes, the steam generation rate changes and the CR adapts automatically to the prevailing conditions.
The objective of the boiler designer is to ensure that the evaporator tubes are effectively cooled by nucleate boiling under all operating loads. This requires a well designed system for distribution of water to each heated tube so that there is adequate cooling and there is no risk of overheating of tubes due to film boiling, flow segregation, vapour locking, or flow starvation.
As mentioned above, there may be two different types of evaporator sections depending on the type of boiler, these are the radiant section and the evaporative convection bank.
WUDG – Vol I. Energy and Power Systems – Boiler details
OG.04.20576 4 Confidential
Radiant Section The walls of the radiant section are built from vertical riser tubes of 2 to 3 inches diameter. Boiler water from the steam drum is supplied to the bottom of the riser tubes by the downcomer tubes that are always cooler than the risers and in some boilers are unheated, Figs. 2, 3, 4.
4 x Corner Burners
Fireball
Fig. 4 Tangentially Fired Boiler 0609-0
In the radiant section, a number of (normally) horizontal firing burners are located in one of the vertical walls, Fig. 2. In the corner- or tangentially-fired boiler, fuel burners are mounted in the four corners of the radiant section, Fig. 4. In Group Refineries, boilers burn fuel oil and/or fuel gas and part of the heat liberated within the radiant section is transferred by radiation to the riser tube walls.
The non-vertical radiant section roof and floor tubes should have sufficient slope to allow proper water circulation. Floor tubes are often protected from overheating by a layer of fire bricks.
Convective Evaporator Figures 2 shows the general arrangements of a bi-drum boiler with horizontal burners. Here the combustion gases have to turn near the radiant section rear wall opposite the burners and then flow upwards and around an aerodynamic "nose" before reaching the convective evaporator bank.
This tube bank is a bundle of convection tubes that are connected at the top to the steam drum and at the bottom to the water drum. The tube bank consists of a number of steam raising riser tubes located in front of a vertical partition baffle and a number of downcomer tubes located behind this baffle. The boiler water enters the downcomer tubes at the top and flows by natural
WUDG – Vol I. Energy and Power Systems – Boiler details
OG.04.20576 5 Confidential
circulation through the water drum into the risers of both the boiler bank and the radiant section walls.
A feature of the bi-drum design is that the downcomers are heated. This requires very careful design in order to guarantee a positive downflow of non-vaporised water through the downcomers at all boiler loads. There must be a clear-cut separation between the riser tubes with a high heat load and the downcomer tubes with a lower heat load. Otherwise there would be a transition zone with tubes that have no cooling flow. Such tubes would be overheated and would very soon fail.
The single-drum boiler, Figs. 3 and 4, uses unheated downcomers located outside of the flue gas path. These consist of a small number of large diameter pipes which feed boiler water from the steam drum to the bottom headers of the boiler wall tubes.
2.1.3 Steam Drum
Within the steam drum, the first stage of steam separation from the water takes place due to the density difference between the two phases. Thereafter, the separation of entrained water droplets from the steam is achieved by two basic methods: • horizontal or vertical cyclones where centrifugal forces are used; • baffles that direct the steam flow through a complete reversal of direction in the space above the water level, thereby losing most of the entrained water.
In both cases a final separation stage is used consisting of a screen separator. This can be a bank of closely-spaced corrugated plates that directs the steam through a tortuous path and forces any remaining water droplets against the plates. Alternatively, the separator can be a demister pad which collects the water droplets on its matrix of twisted wires. In both types of separator, the water cannot be picked up again by the low velocity steam and it drains down into the lower part of the drum.
2.1.4 Superheater The job of the superheater is to take dry saturated steam from the steam drum and superheat it to the required temperature. As a consequence, the superheater has the highest process and metal temperatures in the boiler.
The superheater is located in the transition zone between the radiant section and the convection bank, Fig. 2. It consists generally of a convection superheater (primary section) at the inlet of the convection section and a radiant/convection superheater (secondary section) at the radiant section exit.
The heat transfer film coefficient inside the superheater tubes is rather small, therefore the tube metal temperature is rather high. There are several techniques used to minimise the maximum wall temperature, for example by placing evaporative shield tubes in front of the secondary superheater, Fig. 4 or by employing concurrent flow in the secondary superheater, Fig. 3.
WUDG – Vol I. Energy and Power Systems – Boiler details
OG.04.20576 6 Confidential
2.1.5 Economiser The economiser is a convection tube bank located at the end of the flue gas path in the coolest part of the boiler, Figs 3 and 4. To avoid the risk of acid corrosion from sulphur-bearing fuels, the economiser water inlet temperature is nearly always controlled at or above 145°C.
In the bi-drum boiler, the economiser has a smaller duty than it does in a boiler with unheated downcomers. In the latter case the economiser may be specially designed to produce a small amount of steam (see "steaming eco" in Fig. 1).
2.1.6 Combustion Systems
For proper boiler design and operation, the following requirements must be met: (a) The burners shall be designed and arranged such that:- 1. The radiant section walls are symmetrically loaded. This is to ensure an even distribution of flue gases, circulating boiler water and steam generation; 2. At full boiler load (Maximum Continuous Rating) with one burner out of operation, flames shall not impinge on the radiant section walls or on the superheater shield tubes; 3. Load variation from 30% to 110% of Maximum Continuous Rating (MCR) shall be possible with all burners in operation and without changing fuel guns. This turndown can only be realised with gas burners or with steam atomised oil burners.
(b) All critical parts of the radiant section shall be visible through an adequate number of observation windows. This is to allow visual checking of combustion conditions both at the burner throats and the flame extremities and also to verify that there is no flame impingement on radiant section side wall tubes, rear wall tubes or superheater shield tubes.
(c) The burners shall be easily accessible and interchangeable.
(d) Boilers shall be forced draught, i.e. balanced draught boilers with both forced and induced draught fans are not generally acceptable any more.
(e) The combustion air shall be supplied by a motor-driven forced draught fan complete with a flow measuring venturi in the air intake stack. Automatic control of the air flow shall be by variable inlet guide vanes or by electric variable speed motor drive.
WUDG – Vol I. Energy and Power Systems – Boiler details