Feed Gas Pre-Heater Efficiency Calculation and Enhancement of Ammonia Plant
Feed Gas Pre-Heater Efficiency Calculation and Enhancement of Ammonia Plant
Download as pptx, pdf, or txt
You might also like
- Business Marketing: Ge Healthcare India - The Marketing Challenge For Low-Resource CustomersDocument3 pagesBusiness Marketing: Ge Healthcare India - The Marketing Challenge For Low-Resource CustomersVanisha Enos50% (2)
- Regular Paper 2 - Set A: Section - Ii: Short Descriptive QuestionsDocument23 pagesRegular Paper 2 - Set A: Section - Ii: Short Descriptive QuestionsYogaAnandNo ratings yet
- HMBD For WhrsDocument19 pagesHMBD For WhrstejaNo ratings yet
- Verilog Expt 3Document5 pagesVerilog Expt 3Labiba ZahinNo ratings yet
- Hydrogen Production TechnologiesFrom EverandHydrogen Production TechnologiesMehmet SankirNo ratings yet
- Class 6 Cement 1Document32 pagesClass 6 Cement 1Yash DhabaliaNo ratings yet
- Combustion Booklet 2006Document22 pagesCombustion Booklet 2006Largat El HassenNo ratings yet
- New Concept For Utilization COG & BFGDocument2 pagesNew Concept For Utilization COG & BFGAhmad FaisalNo ratings yet
- Mechanism of Fluidized Bed CombustionDocument12 pagesMechanism of Fluidized Bed CombustionShami KouseNo ratings yet
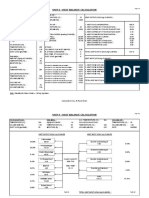
- Unit-3: Heat Balance Calculation: 9/8/2008 Section: Calculations By: PROCESS DEPTDocument2 pagesUnit-3: Heat Balance Calculation: 9/8/2008 Section: Calculations By: PROCESS DEPTjoe_kudoNo ratings yet
- Week 2 Combustion - Burner DesignDocument24 pagesWeek 2 Combustion - Burner DesignMiljot SinghNo ratings yet
- 2012 - Design, Fabrication and Commissioning of RDF PDFDocument72 pages2012 - Design, Fabrication and Commissioning of RDF PDFHilmi Gazali TvkNo ratings yet
- Heat BalanceDocument10 pagesHeat BalanceHoang VAN SI100% (2)
- Design Theory of Circulating Fluidized Bed Boilers: KeywordsDocument15 pagesDesign Theory of Circulating Fluidized Bed Boilers: KeywordsAnonymous PkeI8e84RsNo ratings yet
- Numerical Simulation of Coal Gasification in Entrained Flow Gasifiers With CoalFoamDocument27 pagesNumerical Simulation of Coal Gasification in Entrained Flow Gasifiers With CoalFoamoregano2000No ratings yet
- Heat of HydrationDocument15 pagesHeat of HydrationRyan JayNo ratings yet
- Combustion Calculations: Stoi 2 2Document3 pagesCombustion Calculations: Stoi 2 2pavanchem61No ratings yet
- Low NOx BurnersDocument13 pagesLow NOx BurnersCHI REN100% (1)
- Heat Balance WriteDocument4 pagesHeat Balance WriteFaimulNo ratings yet
- Cooler 1 - 6Document31 pagesCooler 1 - 6Agung Prasetyo NugrohoNo ratings yet
- Fuel Savings and Efficiency CalculatorDocument6 pagesFuel Savings and Efficiency CalculatorFaizan YousufNo ratings yet
- Ignitor & Scanner Air ControlDocument5 pagesIgnitor & Scanner Air ControlJKKNo ratings yet
- Petcoke CertificateDocument24 pagesPetcoke CertificateakloioNo ratings yet
- Daily Power Generation Report: Fuel ReceivedDocument10 pagesDaily Power Generation Report: Fuel ReceivedJacky KaruppaiahNo ratings yet
- Kiln Burner Enquiry DCBL TS R1Document3 pagesKiln Burner Enquiry DCBL TS R1ankit kumarNo ratings yet
- Fluidized Bed CombustionDocument32 pagesFluidized Bed CombustionAbdul AhadNo ratings yet
- Kirova Yordanovafinal196 1087 2 DRaccT3Document13 pagesKirova Yordanovafinal196 1087 2 DRaccT3Ahmad InterestaNo ratings yet
- Lecture 8 - FlowDocument24 pagesLecture 8 - FlowAbdullah100% (1)
- Boilers, Boiler Fittings and Steam Offtakes: Academic Manual AC/18/03Document68 pagesBoilers, Boiler Fittings and Steam Offtakes: Academic Manual AC/18/03kISHORENo ratings yet
- Flow Conversion To Normal Meter Cube Per HourDocument2 pagesFlow Conversion To Normal Meter Cube Per HourIrfan AhmedNo ratings yet
- 02 PCRA NitendraDewanganDocument127 pages02 PCRA NitendraDewanganGovind RaoNo ratings yet
- Air Only Pressure Drop: Do Not Use This Method For Detail Design - Always Consult A Reputable Supplier For Detail DesignDocument6 pagesAir Only Pressure Drop: Do Not Use This Method For Detail Design - Always Consult A Reputable Supplier For Detail DesignRahul ChandrawarNo ratings yet
- Fuels 1 SlidesDocument19 pagesFuels 1 Slidesengr_saifNo ratings yet
- Clinker Cooler Queching Best PracticeDocument1 pageClinker Cooler Queching Best PracticeShukor AzNo ratings yet
- NOx Burner ControlDocument14 pagesNOx Burner ControlsdgalaponNo ratings yet
- India - Cement Tool-FinalDocument66 pagesIndia - Cement Tool-FinalAnaibar TarikNo ratings yet
- Presentation-1 Improving Energy Efficiency - Muhammad Farooq - FFCDocument26 pagesPresentation-1 Improving Energy Efficiency - Muhammad Farooq - FFCUmar AslamNo ratings yet
- Rice Brochure V1Document36 pagesRice Brochure V1Naveenraj KrishnamoorthyNo ratings yet
- CM - 2 Heat BalanceDocument2 pagesCM - 2 Heat BalanceThaigroup CementNo ratings yet
- Duct Flex 2018 - Expansion JointDocument48 pagesDuct Flex 2018 - Expansion Jointcentaury2013No ratings yet
- Shree Mega Power FinalDocument114 pagesShree Mega Power FinalRaja RamachandranNo ratings yet
- Flame MomentumDocument6 pagesFlame MomentumSantanu PachhalNo ratings yet
- Reducing Cost of Production in Cement Plant BY M. K. SenDocument7 pagesReducing Cost of Production in Cement Plant BY M. K. Senmahendra senNo ratings yet
- Gas ConversionDocument1 pageGas ConversionTIRIANTONo ratings yet
- Specific Gas Ratio - SwapnilDocument33 pagesSpecific Gas Ratio - SwapnilYhane100% (1)
- Impact of SC On Specific EnergyDocument33 pagesImpact of SC On Specific EnergyManish GautamNo ratings yet
- EKO BESTWAY PROJECT - PPSXDocument22 pagesEKO BESTWAY PROJECT - PPSXJunaid MazharNo ratings yet
- International Bag FilterDocument4 pagesInternational Bag FilterRAJAMANICKAMNo ratings yet
- Fan FlowDocument12 pagesFan FlowAbhishekNo ratings yet
- Combustion StoichiometryDocument18 pagesCombustion StoichiometryARYAN PIRTANo ratings yet
- Lampiran Perhitungan Neraca Massa Cement MillDocument18 pagesLampiran Perhitungan Neraca Massa Cement MillSatria Muliya PutraNo ratings yet
- Result: Economizer Heating Surface and Outlet Flue Gas Temperature CalculationDocument2 pagesResult: Economizer Heating Surface and Outlet Flue Gas Temperature CalculationjagjitNo ratings yet
- Heat Calculation by SGDocument42 pagesHeat Calculation by SGaaa100% (1)
- Combustion Calculations For Solid and Liquid Fuels PDFDocument21 pagesCombustion Calculations For Solid and Liquid Fuels PDFHector Israel Jacinto MartinezNo ratings yet
- Physical VarificationDocument6 pagesPhysical VarificationSudheer NairNo ratings yet
- Basic Theory Fluidization (Fluidized Bed) ExperimentDocument11 pagesBasic Theory Fluidization (Fluidized Bed) ExperimentMuhammad Reza100% (1)
- Coal by RameshDocument9 pagesCoal by RameshKomma RameshNo ratings yet
- H/mo #NAME?: Production Clinker Monthly / MoDocument3 pagesH/mo #NAME?: Production Clinker Monthly / MoElwathig BakhietNo ratings yet
- Lower and Higher Heating ValuesDocument1 pageLower and Higher Heating ValuesPierangelo CarozzaNo ratings yet
- Energy ManagementDocument20 pagesEnergy Managementhasan_jafri_2No ratings yet
- Air & Gas SystemDocument28 pagesAir & Gas SystemKush JaniNo ratings yet
- WHRS and PP For Cement Plants - Todays Boiler Spring 2014Document2 pagesWHRS and PP For Cement Plants - Todays Boiler Spring 2014ash22202No ratings yet
- Clo 4Document41 pagesClo 4Shahadat AwanNo ratings yet
- 7&9-Computation of Derivative-The Power RuleDocument29 pages7&9-Computation of Derivative-The Power RuleShahadat AwanNo ratings yet
- Ufg Study FinalDocument87 pagesUfg Study FinalShahadat AwanNo ratings yet
- Clo 7Document42 pagesClo 7Shahadat AwanNo ratings yet
- Clo 5Document33 pagesClo 5Shahadat AwanNo ratings yet
- Physics: Electric Forces and FieldsDocument22 pagesPhysics: Electric Forces and FieldsShahadat AwanNo ratings yet
- Alarm and Control SystemDocument7 pagesAlarm and Control SystemShahadat AwanNo ratings yet
- Clo 6Document44 pagesClo 6Shahadat AwanNo ratings yet
- Physics: Vectors and ScalarsDocument22 pagesPhysics: Vectors and ScalarsShahadat AwanNo ratings yet
- Appraising - Valuation Officer Federal Board of Revenue (2015) (FPSC FBR Past Papers)Document8 pagesAppraising - Valuation Officer Federal Board of Revenue (2015) (FPSC FBR Past Papers)Shahadat AwanNo ratings yet
- NTS Test Results - PDFKKKDocument29 pagesNTS Test Results - PDFKKKShahadat AwanNo ratings yet
- Total Internal Reflection: Chapter 32: Light Reflection and RefractionDocument25 pagesTotal Internal Reflection: Chapter 32: Light Reflection and RefractionShahadat AwanNo ratings yet
- 2.1 Electric ChargeDocument17 pages2.1 Electric ChargeShahadat AwanNo ratings yet
- Circular: Government of Pakistan Cabinet Secretariat Establishment DivisionDocument15 pagesCircular: Government of Pakistan Cabinet Secretariat Establishment DivisionShahadat AwanNo ratings yet
- Sté As NR/: A PropyleneDocument4 pagesSté As NR/: A PropyleneShahadat AwanNo ratings yet
- World'S First Large-Scale Green Ethylene Plant Uses Centum VP, Prosafe-Rs, and F ™ Fieldbus TechnologyDocument3 pagesWorld'S First Large-Scale Green Ethylene Plant Uses Centum VP, Prosafe-Rs, and F ™ Fieldbus TechnologyShahadat AwanNo ratings yet
- Navier Stokes FinalDocument13 pagesNavier Stokes FinalShahadat AwanNo ratings yet
- For Lsfi Eme NustDocument2 pagesFor Lsfi Eme NustShahadat AwanNo ratings yet
- 3 Steady State DiffusionDocument25 pages3 Steady State DiffusionShahadat AwanNo ratings yet
- Group 1 Group 2 Group 3 Group 4 Group 5 Group 6 Group 7 Group 8 Group 9 Group 10 Group 11 Group 12 Group 13 Group14Document1 pageGroup 1 Group 2 Group 3 Group 4 Group 5 Group 6 Group 7 Group 8 Group 9 Group 10 Group 11 Group 12 Group 13 Group14Shahadat AwanNo ratings yet
- URC Passi Sugar Milling PlantDocument5 pagesURC Passi Sugar Milling PlantEmmanuel PlazaNo ratings yet
- You Exec - Product Roadmap Free 1Document21 pagesYou Exec - Product Roadmap Free 1Joseph Orizano SamarNo ratings yet
- VisualAge PLI Programming Guide Ver 2.1Document587 pagesVisualAge PLI Programming Guide Ver 2.1neokci100% (1)
- Retractable and Fixed Roofs.: Unique Architectural Glass SolutionsDocument33 pagesRetractable and Fixed Roofs.: Unique Architectural Glass SolutionsSergey SyrenovNo ratings yet
- Advia 120 Troubleshooting GuideDocument21 pagesAdvia 120 Troubleshooting GuideJaime Elias100% (1)
- PH 1 Bahasa Inggris Kelas XI 2022Document4 pagesPH 1 Bahasa Inggris Kelas XI 2022Akbar D'al-tarraNo ratings yet
- Table 33ABC Wall Types, Mass Located Inside Insulation, For Use With Table 32Document3 pagesTable 33ABC Wall Types, Mass Located Inside Insulation, For Use With Table 32Christina610No ratings yet
- Open Car Body Part File (Please Download It From Webct)Document8 pagesOpen Car Body Part File (Please Download It From Webct)Chris MartinNo ratings yet
- 7 SQL Interview Questions and AnswersDocument5 pages7 SQL Interview Questions and AnswerskartheekbeeramjulaNo ratings yet
- QM ZG528-L6Document21 pagesQM ZG528-L6eklovyaNo ratings yet
- Pneu Portable ChairDocument3 pagesPneu Portable ChairblessyNo ratings yet
- Pjtek P NDT Ut Asme 1Document34 pagesPjtek P NDT Ut Asme 1edo ramadhanNo ratings yet
- ACH-70X-36H-F DrawingDocument1 pageACH-70X-36H-F DrawingDamVent DamVentNo ratings yet
- CG 2015238 01 Foam ChambersDocument6 pagesCG 2015238 01 Foam ChambersDavid TjNo ratings yet
- Application of The Global Positioning System To The Measurement of Overhead Power Transmission Conductor SagDocument6 pagesApplication of The Global Positioning System To The Measurement of Overhead Power Transmission Conductor SagGabriel AlcarazNo ratings yet
- As 2054-1977 Spirit Levels For Use in Precision EngineeringDocument7 pagesAs 2054-1977 Spirit Levels For Use in Precision EngineeringSAI Global - APACNo ratings yet
- Urexam: $GVVGT 5gtxkeg Kijgt 3Wcnkv (Document7 pagesUrexam: $GVVGT 5gtxkeg Kijgt 3Wcnkv (Gayathri NishtalaNo ratings yet
- AN2003-LoRa Communication ExampleDocument8 pagesAN2003-LoRa Communication ExampletrungvbNo ratings yet
- GE Challenge Problem Statement 2009Document11 pagesGE Challenge Problem Statement 2009looserlooserNo ratings yet
- Underwater-Welding 1 PDFDocument2 pagesUnderwater-Welding 1 PDFsuronocaturatmojoNo ratings yet
- Essays Writing GuideDocument4 pagesEssays Writing GuideZestdaleiNo ratings yet
- RAVO Genuine Parts BrushesDocument3 pagesRAVO Genuine Parts BrushesEsteban RetrepoNo ratings yet
- E 273 - 15Document5 pagesE 273 - 15juan f100% (1)
- Choose The Correct Answer To Each of The Questions: Unit 5Document15 pagesChoose The Correct Answer To Each of The Questions: Unit 5Văn TuyểnNo ratings yet
- Honda's New 1-Litre Engine To Use BorgWarner's Wastegate Turbocharger - NDTV CarAndBikeDocument5 pagesHonda's New 1-Litre Engine To Use BorgWarner's Wastegate Turbocharger - NDTV CarAndBikeAnand KumarNo ratings yet
- Dragon Claw: 06-Up Challenger/Charger 26 SplineDocument4 pagesDragon Claw: 06-Up Challenger/Charger 26 SplineAlfonso JaureguiNo ratings yet
- Valve Cover Gasket AstraDocument4 pagesValve Cover Gasket AstraHernanNo ratings yet