Download as pdf or txt
You might also like
- 2013 8 2 Noll Concord BlueDocument12 pages2013 8 2 Noll Concord BlueljmuhamedNo ratings yet
- The Dehydrogenation of Isopropanol To Form Hydrogen GasDocument31 pagesThe Dehydrogenation of Isopropanol To Form Hydrogen GasEdidiong AsuquoNo ratings yet
- ECAT Analysis GuideDocument12 pagesECAT Analysis GuideElder RuizNo ratings yet
- Feed AspenHYSYS TransformDocument20 pagesFeed AspenHYSYS Transform李天No ratings yet
- Spent Catalyst ReportDocument14 pagesSpent Catalyst Reportstarzgazer100% (1)
- QAP For Painting WorksDocument3 pagesQAP For Painting WorksRanjan KumarNo ratings yet
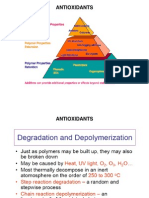
- AntioxidantsDocument35 pagesAntioxidantsManjunatha Eikila100% (1)
- Ar001Document10 pagesAr001Gary ClarkNo ratings yet
- Comparative Study of Eight Equations of State For Predicting Hydrocarbon Volumetric Phase BehaviorDocument12 pagesComparative Study of Eight Equations of State For Predicting Hydrocarbon Volumetric Phase BehaviorMohamed ElkumatiNo ratings yet
- Industrial ReportDocument89 pagesIndustrial ReportArnab DasNo ratings yet
- Ethylene Production Via Partial Oxidation and Pyrolysis of Ethane - M. Dente, A. Berettal, T. Faravelli, E. Ranzi, A. Abbr, M. Notarbartolo PDFDocument6 pagesEthylene Production Via Partial Oxidation and Pyrolysis of Ethane - M. Dente, A. Berettal, T. Faravelli, E. Ranzi, A. Abbr, M. Notarbartolo PDFAlejandro HernandezNo ratings yet
- Steam Cracking of Naphtha in Packed Bed ReactorsDocument6 pagesSteam Cracking of Naphtha in Packed Bed Reactorscandidater100% (1)
- Alkylation PDFDocument7 pagesAlkylation PDFVasthadu Vasu Khanan DLNo ratings yet
- Dimethyl Ether SDS E4589Document7 pagesDimethyl Ether SDS E4589Daniil GhilescuNo ratings yet
- Design A De-Iso Hexanizer (DIH) For A Isomerization Unit To Boost RON From 82-84 To 90-93 of Gasoline by Using Light NaphthaDocument9 pagesDesign A De-Iso Hexanizer (DIH) For A Isomerization Unit To Boost RON From 82-84 To 90-93 of Gasoline by Using Light NaphthaBakhtyar AhmedNo ratings yet
- Jurnal Reaktor Metatesis Propilen PDFDocument8 pagesJurnal Reaktor Metatesis Propilen PDFAnonymous 8UdbKWu2No ratings yet
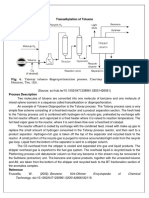
- Transalkylation of Toluene PDFDocument2 pagesTransalkylation of Toluene PDFAidonNo ratings yet
- SolventExtraction OfAromaticComponents FromLube-OilCut ByN-methylpyrrolidoneDocument8 pagesSolventExtraction OfAromaticComponents FromLube-OilCut ByN-methylpyrrolidonebelizondohNo ratings yet
- Chemical Modification of Natural Rubber Under Supercritical CarbonDocument8 pagesChemical Modification of Natural Rubber Under Supercritical CarbonKristina HuffmanNo ratings yet
- Production of 1,5-Pentanediol From Biomass Via Furfural andDocument20 pagesProduction of 1,5-Pentanediol From Biomass Via Furfural andMihaela PatrascuNo ratings yet
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitDocument8 pagesModeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitMartin NizNo ratings yet
- A Clean Energy FutureDocument6 pagesA Clean Energy FutureHendry DrajatNo ratings yet
- Study of Propane Dehydrogenation To Propylene in An Integrated Fluidized Bed Reactor Using Pt-Sn/Al-SAPO-34 Novel CatalystDocument6 pagesStudy of Propane Dehydrogenation To Propylene in An Integrated Fluidized Bed Reactor Using Pt-Sn/Al-SAPO-34 Novel CatalystDevika JayapalNo ratings yet
- Melt CrystallizationDocument10 pagesMelt Crystallizationarsh19706636No ratings yet
- High-Pressure Steam Reforming of EthanolDocument23 pagesHigh-Pressure Steam Reforming of EthanolMuhammad NaeemNo ratings yet
- Dehydrogenation of Paraffins Synergies Between CatalystDocument7 pagesDehydrogenation of Paraffins Synergies Between Catalystdiego_daveNo ratings yet
- Rozovskii Et Al. (2003) - Fundamentals of Methanol Synthesis and DecompositionDocument14 pagesRozovskii Et Al. (2003) - Fundamentals of Methanol Synthesis and DecompositionbltzkrigNo ratings yet
- Gasoline PropertiesDocument6 pagesGasoline PropertiesbahadorNo ratings yet
- Catalyst Enthalpy Hydrogen PeroxideDocument2 pagesCatalyst Enthalpy Hydrogen PeroxideAna GonzálezNo ratings yet
- Lec 18 PDFDocument5 pagesLec 18 PDFGhazy alshyalNo ratings yet
- Alkylation PDFDocument7 pagesAlkylation PDFAnagha kvNo ratings yet
- Alternative Production of Methanol From Industrial CO2Document25 pagesAlternative Production of Methanol From Industrial CO2Ayman FawzyNo ratings yet
- Catalytic Beds Protection: Procatalyse Catalysts & AdsorbentsDocument1 pageCatalytic Beds Protection: Procatalyse Catalysts & Adsorbentsmohsen ranjbarNo ratings yet
- Assignment NO 3:: Question 1: Define Cracking. Classify Cracking OperationsDocument6 pagesAssignment NO 3:: Question 1: Define Cracking. Classify Cracking OperationsMilan MoradiyaNo ratings yet
- Dehydrogenation by Heterogeneous CatalystsDocument52 pagesDehydrogenation by Heterogeneous CatalystsSankar SasmalNo ratings yet
- Hydrogenation of Fatty Acid Methyl Esters To FattyDocument9 pagesHydrogenation of Fatty Acid Methyl Esters To FattyYulius Harmawan Setya PratamaNo ratings yet
- Alkaline Water ElectrolysisDocument1 pageAlkaline Water Electrolysissaras50% (2)
- Data Regression Analysis in Aspen Plus For CO2 Absorption Process Using MEA Final 3Document15 pagesData Regression Analysis in Aspen Plus For CO2 Absorption Process Using MEA Final 3Piyush Priyadarshi0% (1)
- Methane Syngas Methanol MicroprocessingDocument14 pagesMethane Syngas Methanol MicroprocessingAtieyNoryhati-dzNo ratings yet
- HAZOP Reactor AutosavedDocument9 pagesHAZOP Reactor Autosavedmiza adlinNo ratings yet
- Uop Tip and Once-Through Zeolitic Isomerization Processes: Nelson A. CusherDocument12 pagesUop Tip and Once-Through Zeolitic Isomerization Processes: Nelson A. CusherBharavi K SNo ratings yet
- Process Description of MtbeDocument3 pagesProcess Description of Mtbeiszhani11No ratings yet
- Kinetics of Zinc Oxide Sulfidation For Packed-Bed Desulfurizer Modeling PDFDocument9 pagesKinetics of Zinc Oxide Sulfidation For Packed-Bed Desulfurizer Modeling PDFSuprio KamalNo ratings yet
- Carbon Dioxide Capture For The Oxidative Coupling of Methane Process - A Case Study in Mini-Plant Scale - Repke-Stunkel Paper Stuenkel Repke Mini-PlantDocument10 pagesCarbon Dioxide Capture For The Oxidative Coupling of Methane Process - A Case Study in Mini-Plant Scale - Repke-Stunkel Paper Stuenkel Repke Mini-PlantZheqi YuNo ratings yet
- Integration of Gasification With Thermal Residue Conversion in RefineriesDocument15 pagesIntegration of Gasification With Thermal Residue Conversion in Refineriesrameshkarthik810No ratings yet
- 1-A Comparison of Steady-State Eq and Rate-Based ModelsDocument10 pages1-A Comparison of Steady-State Eq and Rate-Based ModelsVinh Vật VãNo ratings yet
- Kinetic of Methanol Synthesis PDFDocument12 pagesKinetic of Methanol Synthesis PDFLuisa Fernanda Carvajal RamírezNo ratings yet
- Hydrogen Sulfide (H S) Production Technology: The Worldwide Market For H2S Continues To Grow at An Impressive RateDocument4 pagesHydrogen Sulfide (H S) Production Technology: The Worldwide Market For H2S Continues To Grow at An Impressive Rateingegnere1234100% (1)
- Packed Distillation ColumnDocument5 pagesPacked Distillation ColumnaziziNo ratings yet
- Engr. MariamDocument130 pagesEngr. MariamMariam AsgharNo ratings yet
- Condution Holman 10th-Ed PDFDocument167 pagesCondution Holman 10th-Ed PDFLizbeth Abril100% (1)
- CHET 1710 Petroleum Processing Technology Syllabus (PetroRabigh)Document9 pagesCHET 1710 Petroleum Processing Technology Syllabus (PetroRabigh)Rafique Ahmed AbroNo ratings yet
- Mathematical Modeling of Reverse Osmosis SystemsDocument14 pagesMathematical Modeling of Reverse Osmosis SystemsLina ArevaloNo ratings yet
- Week 5 Hydrotreating PDFDocument30 pagesWeek 5 Hydrotreating PDFBeenxauzai LikegirlcuteNo ratings yet
- Styrene From Ethane and BenzeneDocument6 pagesStyrene From Ethane and BenzeneAmy Puah100% (2)
- LTS Catalyst DesignDocument16 pagesLTS Catalyst Designkamranarif4161No ratings yet
- Types of Phenol Manufacturing ProcessDocument4 pagesTypes of Phenol Manufacturing ProcessIsma AzraNo ratings yet
- Water Gas Shift Reaction Kinetics and Reactor Modeling For Fuel Cell Grade Hydrogen PDFDocument8 pagesWater Gas Shift Reaction Kinetics and Reactor Modeling For Fuel Cell Grade Hydrogen PDFKmilo BolañosNo ratings yet
- EnnnDocument9 pagesEnnnSajid AliNo ratings yet
- Acetylene, the Principles of Its Generation and Use A Practical Handbook on the Production, Purification, and Subsequent Treatment of Acetylene for the Development of Light, Heat, and PowerFrom EverandAcetylene, the Principles of Its Generation and Use A Practical Handbook on the Production, Purification, and Subsequent Treatment of Acetylene for the Development of Light, Heat, and PowerNo ratings yet
- Rig Train - Well Control For The Drilling TeamDocument311 pagesRig Train - Well Control For The Drilling TeamAlind doskyNo ratings yet
- Standing and Running TrimDocument50 pagesStanding and Running TrimibrahimNo ratings yet
- Frosio - Paint SystemsDocument4 pagesFrosio - Paint SystemsGanesh R NairNo ratings yet
- Dick SM100Document36 pagesDick SM100Afumatoare VanbetNo ratings yet
- Pred-O-Tor 7 000 Casing X 8 300 OD Single Valve L80 29ppf Tenaris BlueDocument1 pagePred-O-Tor 7 000 Casing X 8 300 OD Single Valve L80 29ppf Tenaris BluetibismtxNo ratings yet
- 1.3532 16NiCrMo16-5Document3 pages1.3532 16NiCrMo16-5RedNo ratings yet
- AS200 200L SeriesDocument24 pagesAS200 200L Seriescoronaqc100% (1)
- Tds-Novasil S-56Document3 pagesTds-Novasil S-56Saul SolisNo ratings yet
- Wood Composites: By: John Ralph A. MagbanuaDocument13 pagesWood Composites: By: John Ralph A. MagbanuaJohn Ralph A. MagbanuaNo ratings yet
- AEP-60 (Edition 1) : Performance Requirements For Exterior Topsides CoatingsDocument45 pagesAEP-60 (Edition 1) : Performance Requirements For Exterior Topsides CoatingsDamen YardNo ratings yet
- Metals AbbreviationsDocument3 pagesMetals AbbreviationsAnonymous TjdHCuNo ratings yet
- Spengler - Post Processing Systems - For Diffusion V4.0 - EN - 270224Document27 pagesSpengler - Post Processing Systems - For Diffusion V4.0 - EN - 270224s.rebecchiNo ratings yet
- Hand Printing - KhoriDocument16 pagesHand Printing - KhoriGoffsmedia0% (1)
- Biogas 1Document5 pagesBiogas 1NiegleNo ratings yet
- THbI-01 General InstructionsDocument16 pagesTHbI-01 General InstructionsMarwan AhmedNo ratings yet
- Solution Removed RemovedDocument7 pagesSolution Removed RemovedAkhilesh PandeyNo ratings yet
- Care After Installation of Painted AluminumDocument3 pagesCare After Installation of Painted AluminumTiffany NNo ratings yet
- Prof. Ramanandan H S: Gouthamraj S 4MH17ME410Document20 pagesProf. Ramanandan H S: Gouthamraj S 4MH17ME410gouthamNo ratings yet
- Homework 6-2017 02 - SentDocument3 pagesHomework 6-2017 02 - SentDeyGiraldoGallegoNo ratings yet
- Up Workshop Manual 2020Document62 pagesUp Workshop Manual 2020peniel ccNo ratings yet
- Paras Filter Industries - CatalogDocument4 pagesParas Filter Industries - CatalogJitendra Kumar SinghNo ratings yet
- S Weld Passivator Solution TDSDocument2 pagesS Weld Passivator Solution TDSMustafa SharadahNo ratings yet
- Aspect-Impact For LabDocument1 pageAspect-Impact For Labvipulsharma655No ratings yet
- PL38 List SmallDocument47 pagesPL38 List SmallMário OliveiraNo ratings yet
- Mada Wulabu University College of Engineering and Instituty of TechnologyDocument9 pagesMada Wulabu University College of Engineering and Instituty of Technologyzelalem wegayehuNo ratings yet
- Oxygen Gas PlantDocument5 pagesOxygen Gas PlantVishal KotiaNo ratings yet
- Parts Catalog 2013-1 Sections E-FDocument334 pagesParts Catalog 2013-1 Sections E-FМаксим КрикунNo ratings yet
- Buderus Edelstahl Presentation PDFDocument15 pagesBuderus Edelstahl Presentation PDFMustafa Mert SAMLINo ratings yet
- SCH4U 5 Factors That Affect Reaction Rates HandoutDocument2 pagesSCH4U 5 Factors That Affect Reaction Rates HandoutMichelle NgNo ratings yet